工業試験片の3Dデータ
3Dプリント品質評価に利用する工業用標準試験片として、JIS K 6251 5号 (ISO 37準拠)を用います。STLデータがthingiverseで共有されています。
スライス時の問題
これをそのまま3Dプリントしても良いのですが、スライスの設定(外周の厚さ・infillの形状・Solid Layerの多さ…などなど!)のパラメーターが多すぎるため、素材ごとに比較したいときには、ある程度条件を揃えてあげる必要があります。
試験用G-Code生成スクリプト
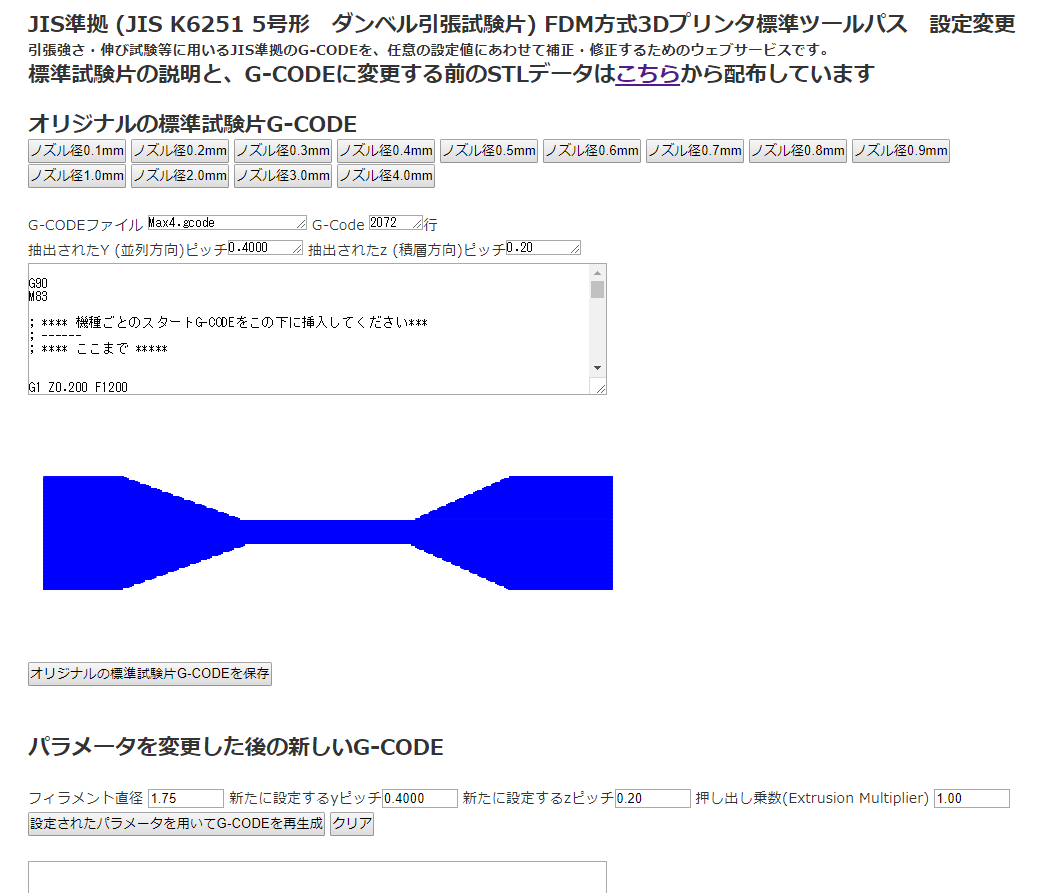
そこで、工業用試験片を作るのに最適なG-Codeが作成できるスクリプトを利用します。Hiroya Tanaka氏によって開発され、以下のアドレスで公開されています。
利用方法(基本)
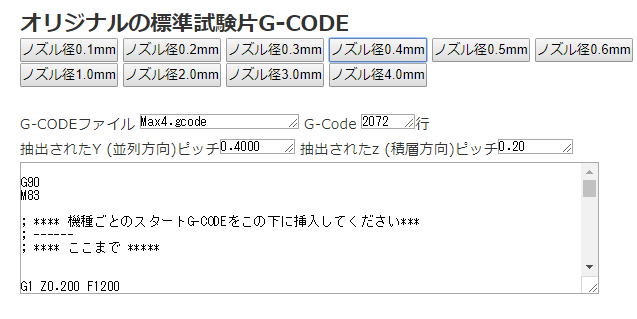
利用したいノズル径を選択すると、空欄に標準試験片を作るためのG-Codeが表示されます。下部の「オリジナルの標準試験片G-CODEを保存」をクリックすると任意の場所に保存できます。
ただし、ここで表示されているのヘッドの動きと吐出量に関する命令だけなので、実際にはプリンタや素材ごとのStart G-Code・End G-Codeを追記する必要があります。
※G-Codeって何?という人はこの辺のサイトを見てみよう
利用方法(応用)
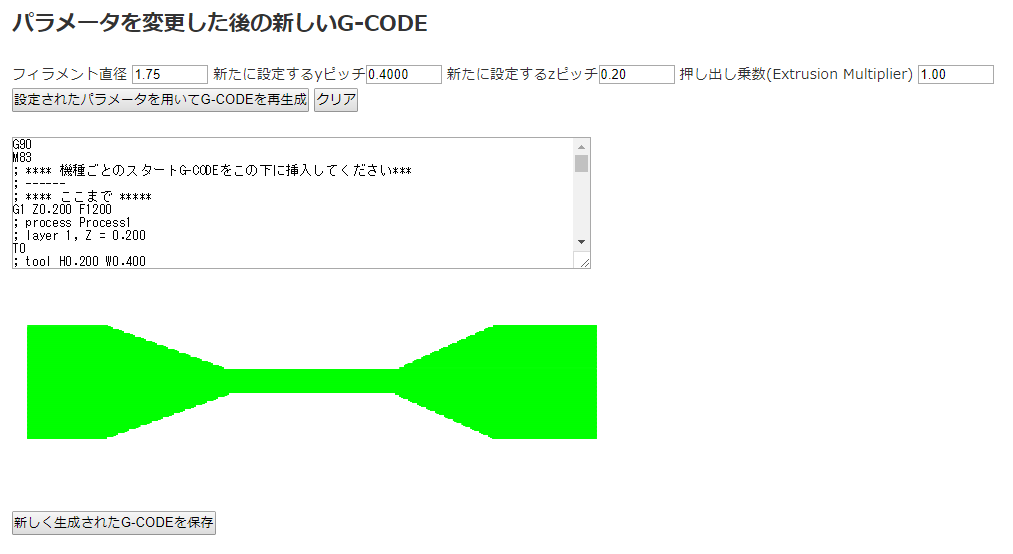
より綺麗に印刷を行うため、一部のパラメータの調整を行うことができます。
- フィラメント直径
- y方向のピッチ
- z方向のピッチ
- 押し出し乗数(E)
実際の出力結果を計測するなどしながら、適切な値を探しましょう。
生成したG-Codeから印刷を行う
スクリプトから生成されたG-Codeを任意のテキストエディタなどで開き、必要なStart G-Code・End G-Codeを追記すれば、実際に印刷できるコードが完成します。
G-Codeから直接出力できるプリンタホスト(Repetier・Simplify3Dなど)を利用して、標準試験片を印刷してみましょう。
エラー:印刷領域の超過
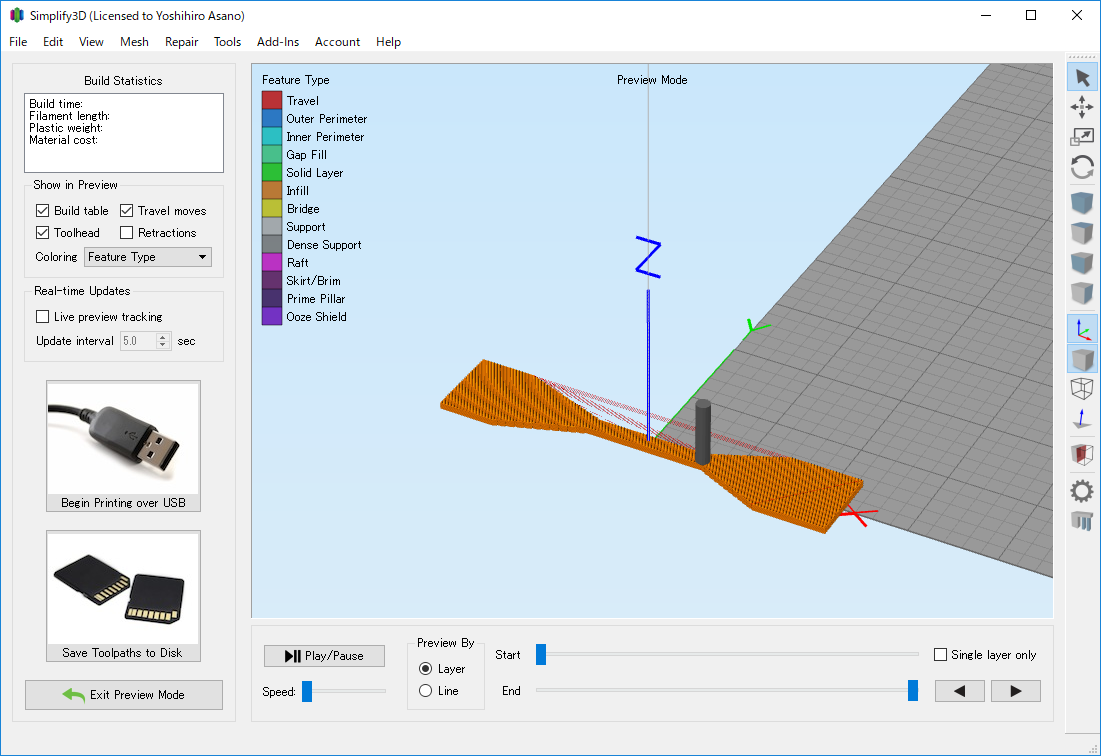
生成されたG-Codeをそのまま使うと、原点設定の関係で造形範囲からはみ出すことがあるようです。僕はハミ出しました。もちろん、このままでは印刷できません。
Origin Offset を利用する
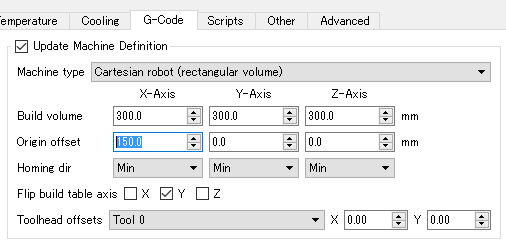
そんなときは、印刷のプロファイルを調整しましょう。
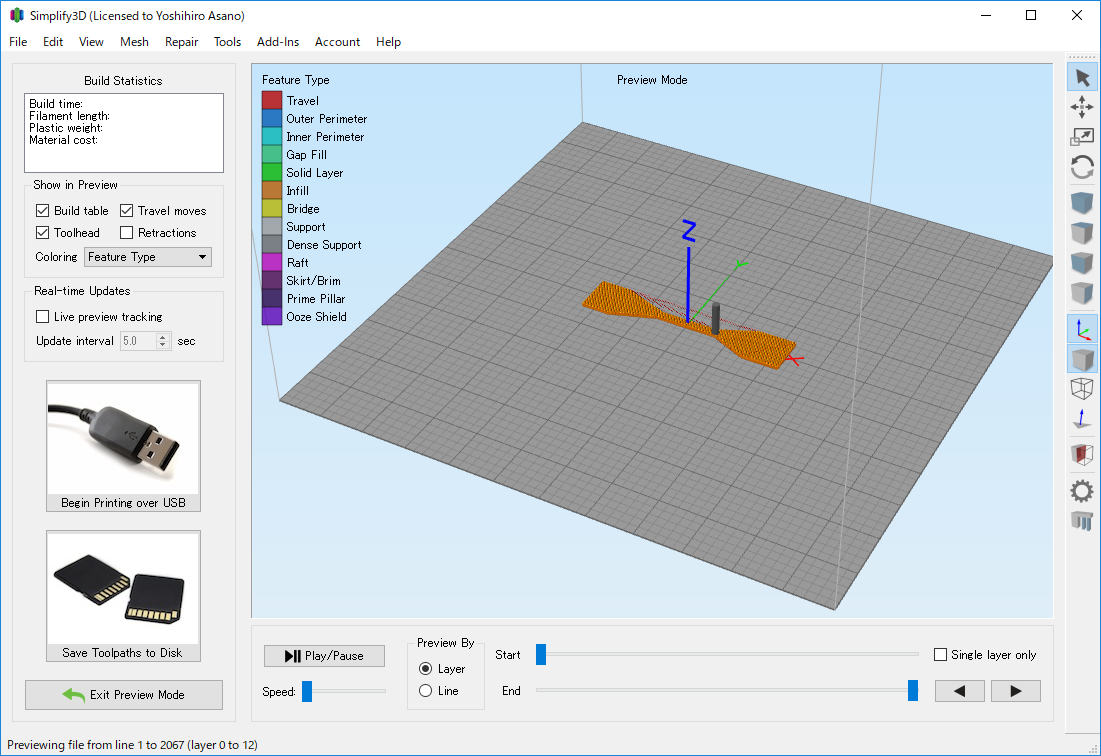
G-Codeのタブにある「Origin Offset」を変更すれば、その数値に応じて原点の位置を変更することができます。試験片がはみ出ないようにj位置を調整してあげましょう。
注意
上記の調整は、Simplify3D ver3.1.1で確認済みです。
それ以降のバージョンだと動かない説が濃厚です。。。