
【事前課題】
参加者には以下の事前課題が課された。
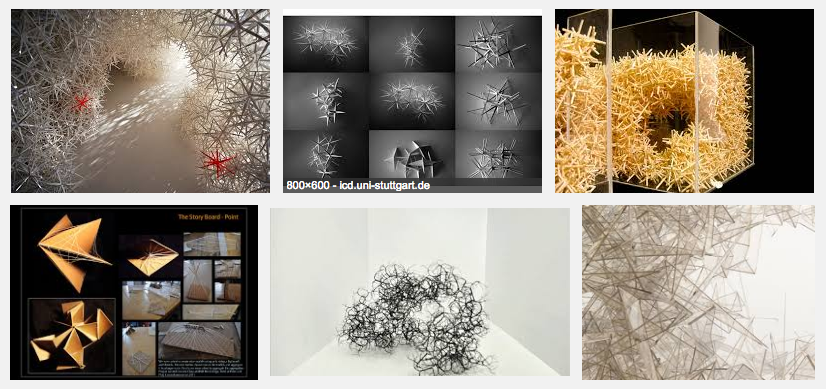
・クレイを用いた3Dプリントの事例
・モジュールデザインのためのインスピレーションになる、資料・素材
・モジュールのスケッチ
Oliver van herpt



「clay 3D print」で調べると最初に出てくるであろうOliver van herpt. 壺サイズのものであれば相当多彩な表情でプリントがなされていることがわかる。
また、スピーカーの振動に応じて積層痕が変わるSolid Vibrationなど、クレイの質感をどう活かすかの探求が行われている。
RADIOLARIA pavilion


大型の3Dプリンタを用いて巨大な構造物を作成しているD-shape.
Shiro-Studioとの共同で設計されたRADIOLARIA pavilion は、ホウ酸虫を模した3m立方の構造体である。素材には砂と無機バインダから作られた人口砂岩が使われており、触ると冷たくて硬いようだ。
Made in Space
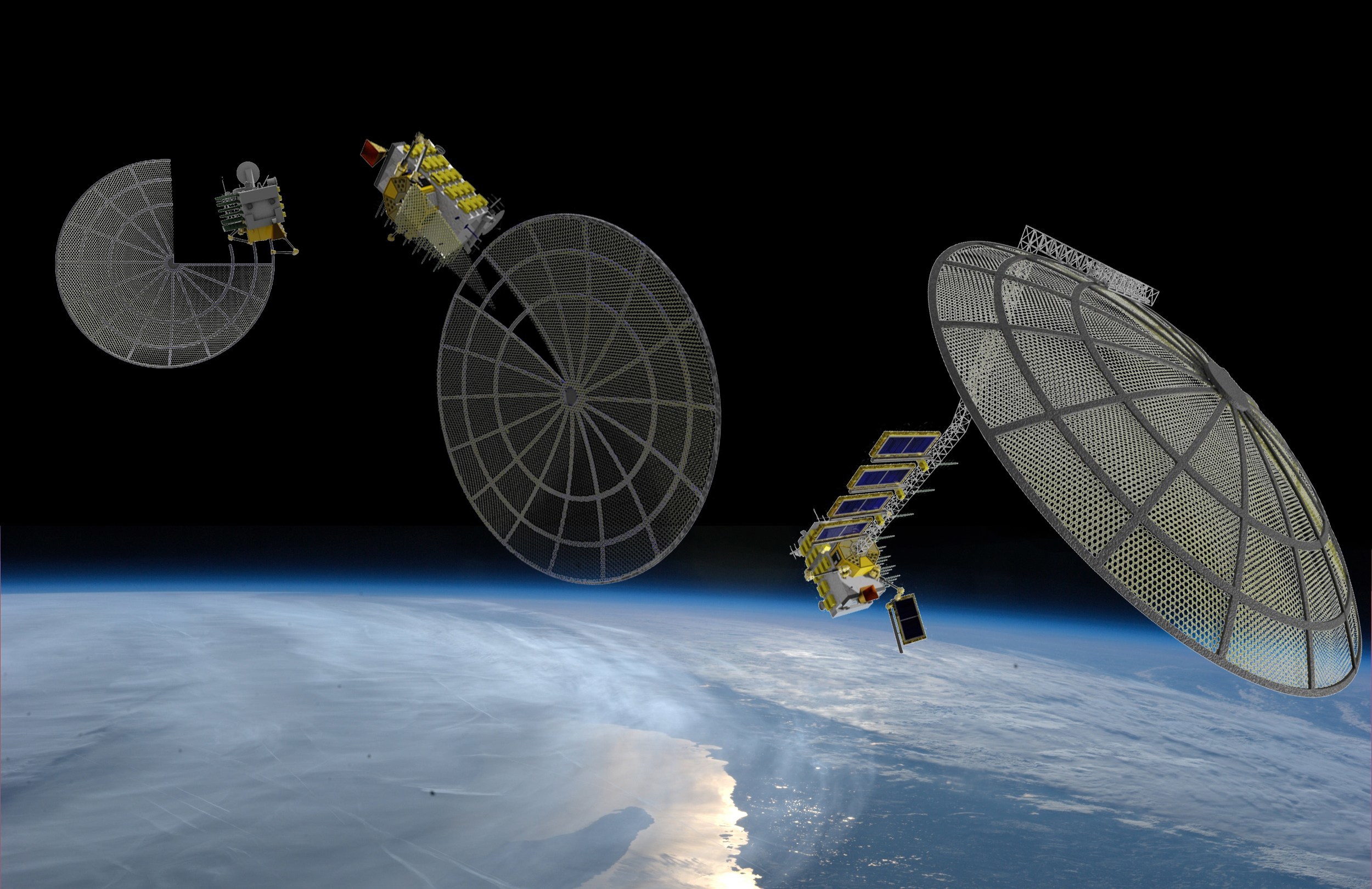

砂岩からの出力という観点から、宇宙空間での3Dプリント事例を調べてみた。
Made in Spaceは宇宙空間でのマニュファクチャリングに特化したプロダクトを製造する企業。単独の機械が船外で出力を行うArchinautや、鉄骨を延長することで出力の限度を越えようとするExtended Structures AM Machinesなどのプロジェクトが進行中である。
なお、既存3Dプリンタの底を抜いてZ軸の限度を突破した事例として、Joris can TubergenによるUltimaker Z-unlimitedが存在する。
Hy-Fi


The Livingが設計したHy-Fiは、建材が100パーセント再分解可能な素材で構成され、展示後はそのまま畑の肥料になった。
それぞれのブロックはトウモロコシの茎とキノコ菌を組み合わせたものであり、5日間ほどかけて固形化する。配合によって性質をコントロールすることもでき、有機素材だからこその形状が検討できる。
FABrick Beehive



ArchiFABによる既存作品として、FABrick Beehiveが挙げられる。
Gyroidという軽量かつ堅牢な幾何学構造をベースに、30cm立方程度のモジュールを大量に作成。それを人々が協力して組み合わせるという、ソーシャル・ビルドを前提に設計されたパビリオンである。
ブロックの建材としての優位は示されたものの、出力後の合体方法については最適化されておらず、仮に結束バンドや熱を与えて溶かすことなどによって固定されている状態であった。
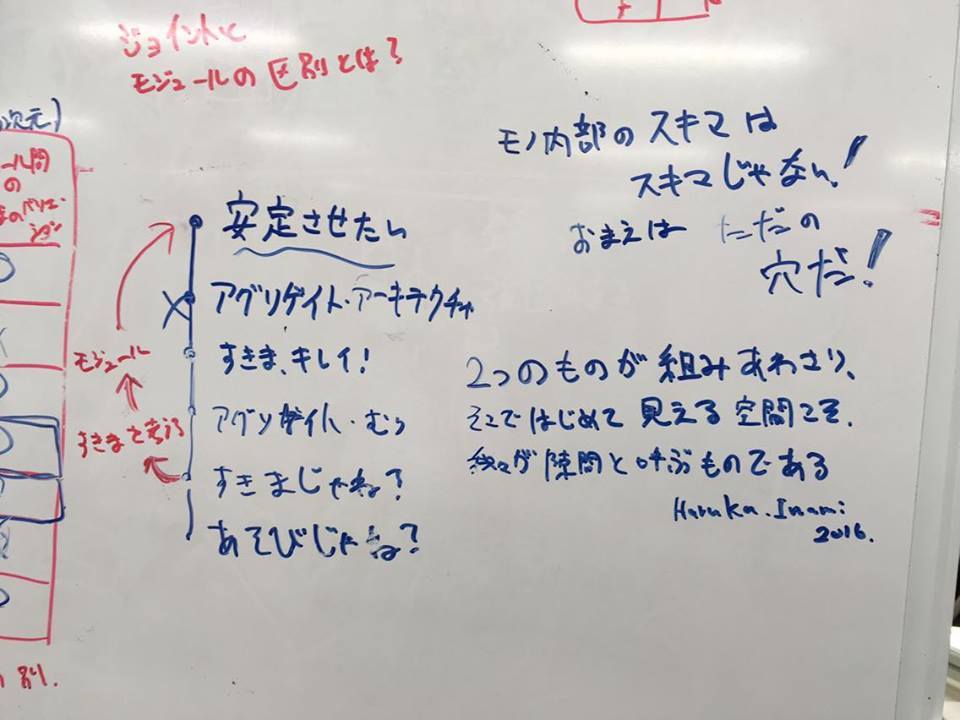
「Aggregate Architecture」
そこで、モジュール同士の連結を行う新しい手段として、Aggregate Architectureと呼ばれる分野に着目した。
集約・集積などを意味するAggregateという単語から連想される通り、いくつものモジュールが無数に集まり、互いが干渉し合うことによって初めて安定する構造体のことである。
AGGREGATE Pavilion

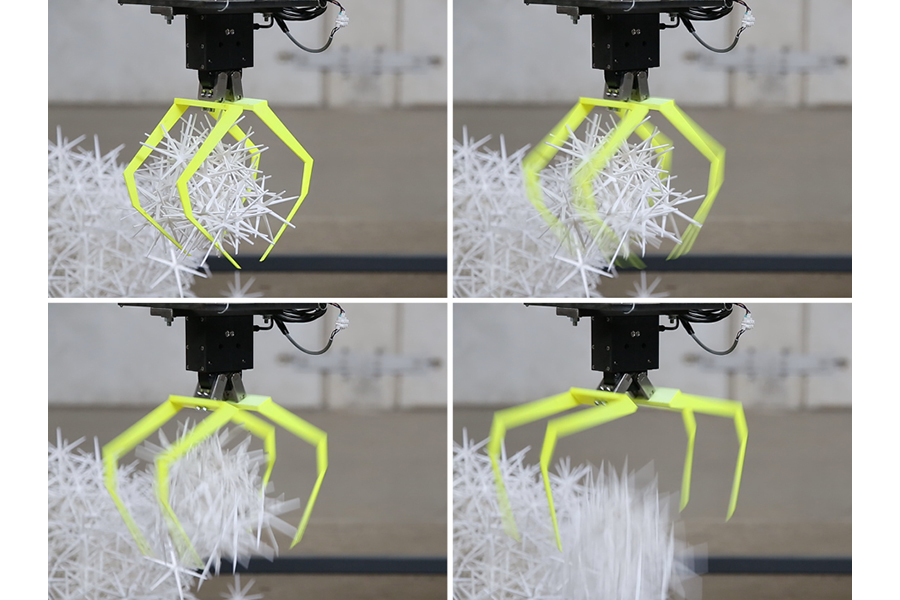
シュトゥットガルト大学の ICD(institute for computational design) でKarolaとAchimが2015年に製作したAGGREGATE Pavilion。
まきびし状のモジュールをUFOキャッチャーのようなアームから落としていくことで柱を形成する。使用されたモジュールはおよそ3万個にのぼる。
Rock Print


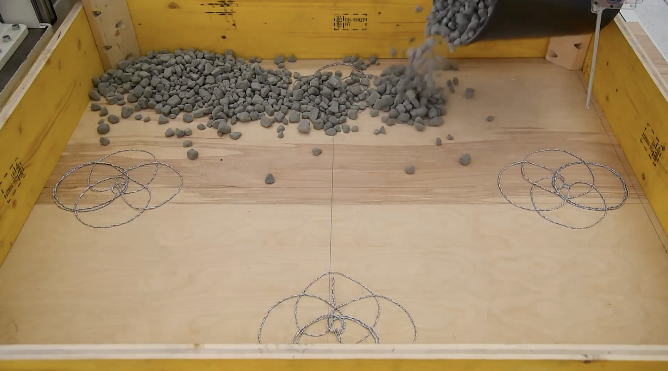
スイス連邦工科大学チューリヒ校(ETHZ)の Gramazio Kohler Research が2015年に発表したRock Print.
ロボットアームでロープを垂らしたフラットな空間に、石を敷き詰めていく。それを何十層と重ねたのち、外装を剥いで余分な石に力を加えると、ロープの中で石が固定されている。
本当にすごいけど言葉で説明しづらいので、ぜひ動画を見て欲しい。
【コンセプトメイキング】試行錯誤編




それぞれのリサーチをもとにグループ分けされ、アイディアやコンセプトを決めていく。
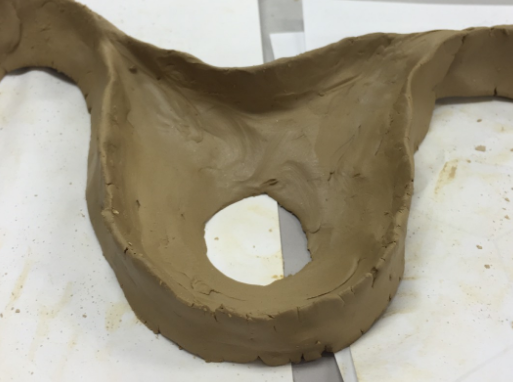
我々のチームでは、メンバーのひとりが、透かしブロックや目地を盛ったナマコ壁などに興味を持っていた。また、Aggregate Architectureのようなモチーフとしてのテトラポットにも共通の関心があった。
そこで、ものが積み重なることによる安定、そしてその隙間にできる形状の多様さに着目し、モジュール同士の隙間をテーマにアイディアを進めることになった。
消波ブロック_モデリング
テトラポットのように複数の集合体が噛み合う構造を検討するため、ArchiFABの制約(サポート材がつけられない)をクリアする3Dモデルを作成し、出力した。
消波ブロック_出力
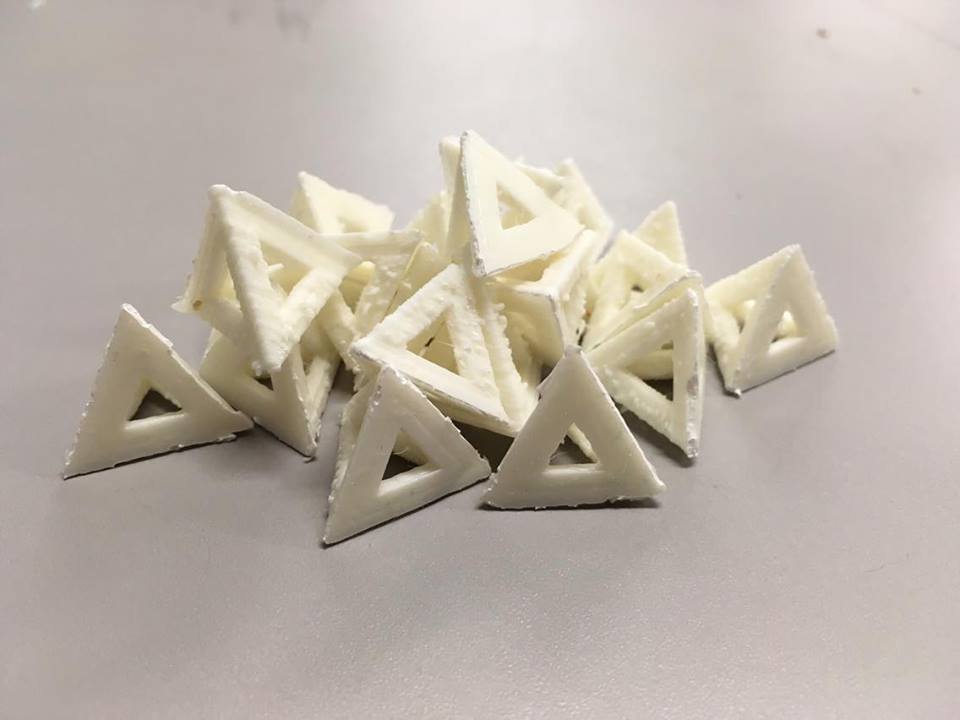
サポート材なしでも出力できたが、
・重量が軽いため安定しない
・奥行き方向に崩れてしまう
などの問題点が明らかになった。
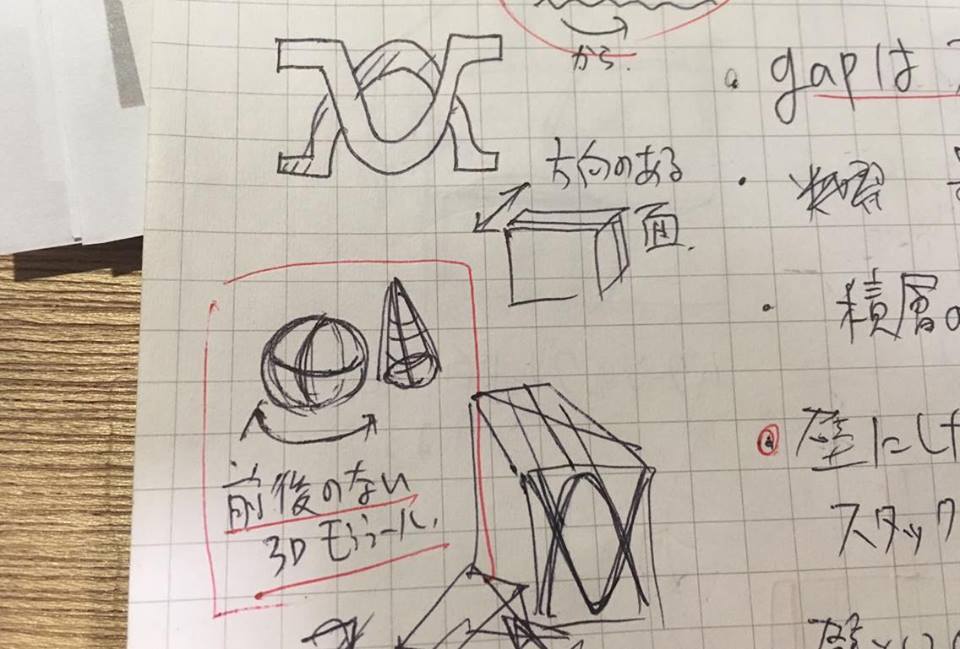
Aggregate Architectureはその交差が3次元的に行われることで初めて安定することを認識できた。参考とした作品も立体的な柱のような形状をしている。この手法はさほど厚みのない「壁」を作ることにはマッチしないのだろう。
凹凸を持つモジュール_ver1

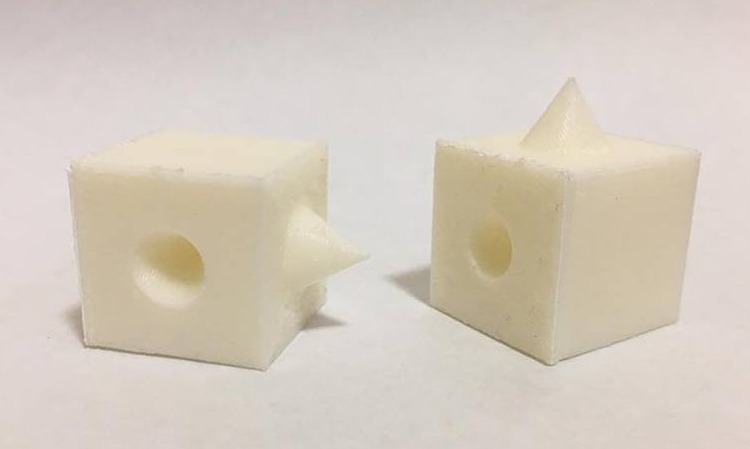
単なるブロック+目地で積み上げるのではなく、ブロック自体が凹凸を持ち、お互いが隙間となるスペースを保持しながら重なる形を検討した。
このバージョンは凹凸が円錐型だったため、水平方向に自由に回転してしまうという欠点を抱えていた。
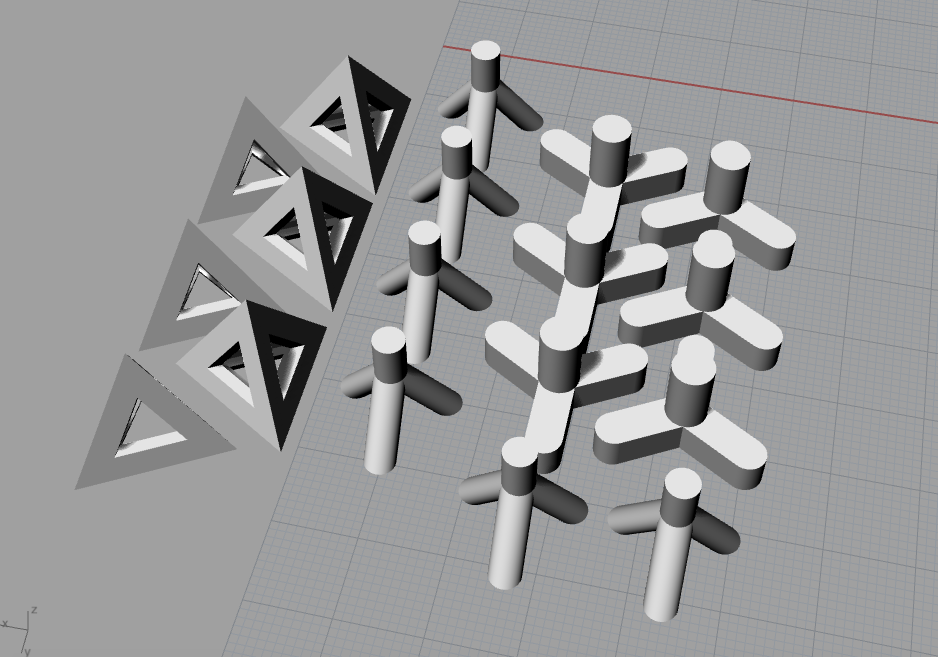
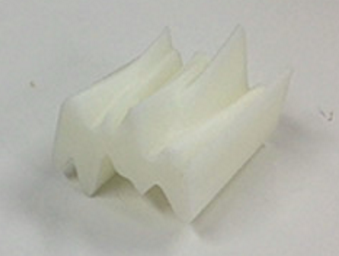
凹凸を持つモジュール_ver2

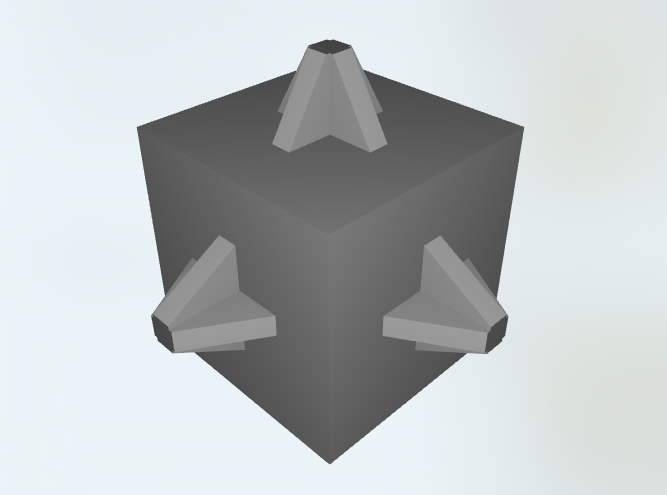
水平・垂直方向の回転をロックするため、交差する平面を重ねた形状の突起を作成した。
構想通り隙間が保持されたまま安定したが、消波ブロックのような隙間の多様性がないことが感じられ、むしろver1のようにある程度の自由度を持つ方が良いのでは?という印象を受けた。
遊びのあるモジュール_お手本
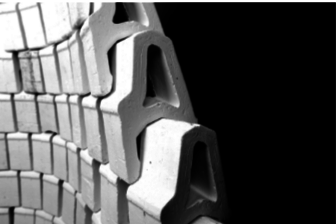
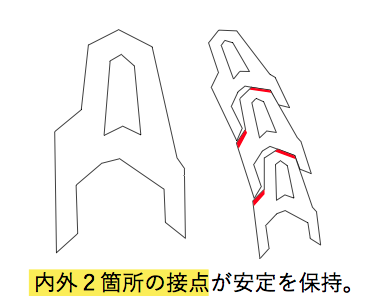
凹凸を持つモジュールの試行から、形状を豊かにするには「接合に 自由度="あそび" を持たせること」が重要そうなことが分かった。
益山先生のエスキスで、Kraft Isonoが手がけたスタジオでの作例として、A型のモジュールを紹介された。オスメス型の空間に自由度を持ちながら、固定のための足場が接点として用意されていることなどが見て取れる。
遊びのあるモジュール_リサーチ



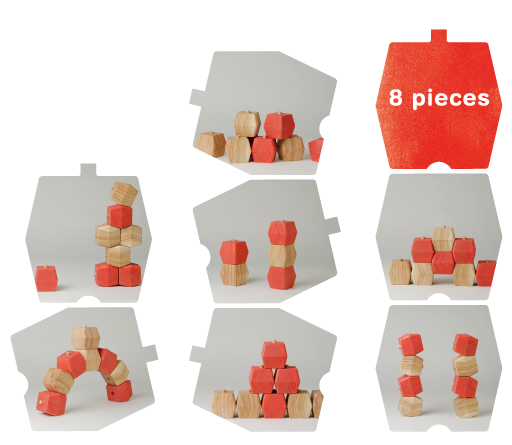
自由度のある積み重ねから、積み方にバリエーションを持つ玩具を調べた。
(調べたはいいが、分析が曖昧になってしまった感がある。ここでしっかり法則など見出せば、別の方向性が開けていたかもしれない...)
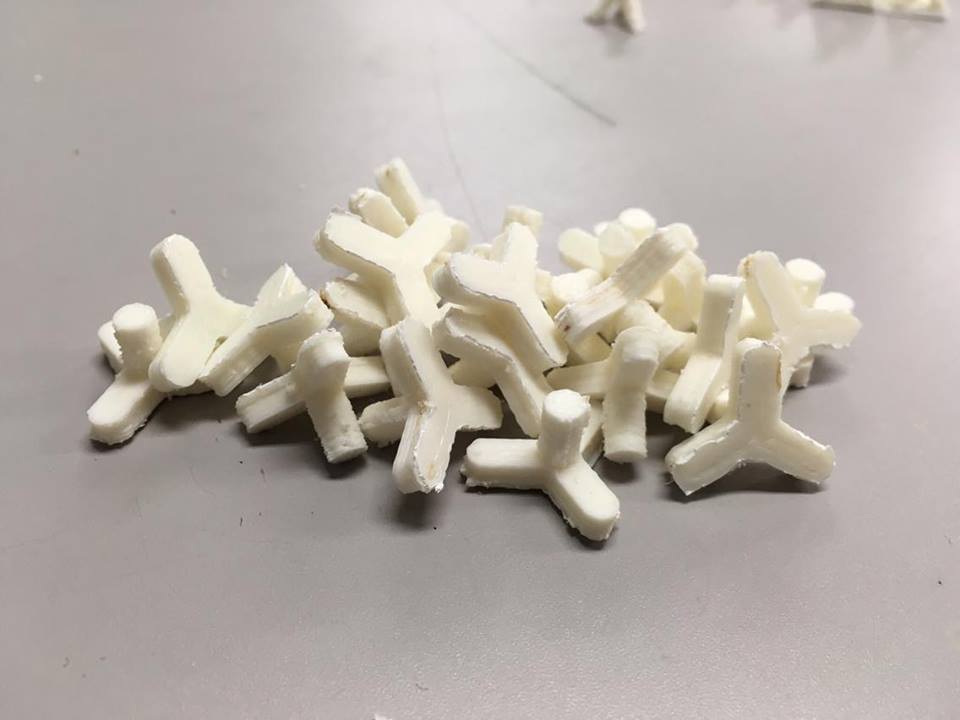
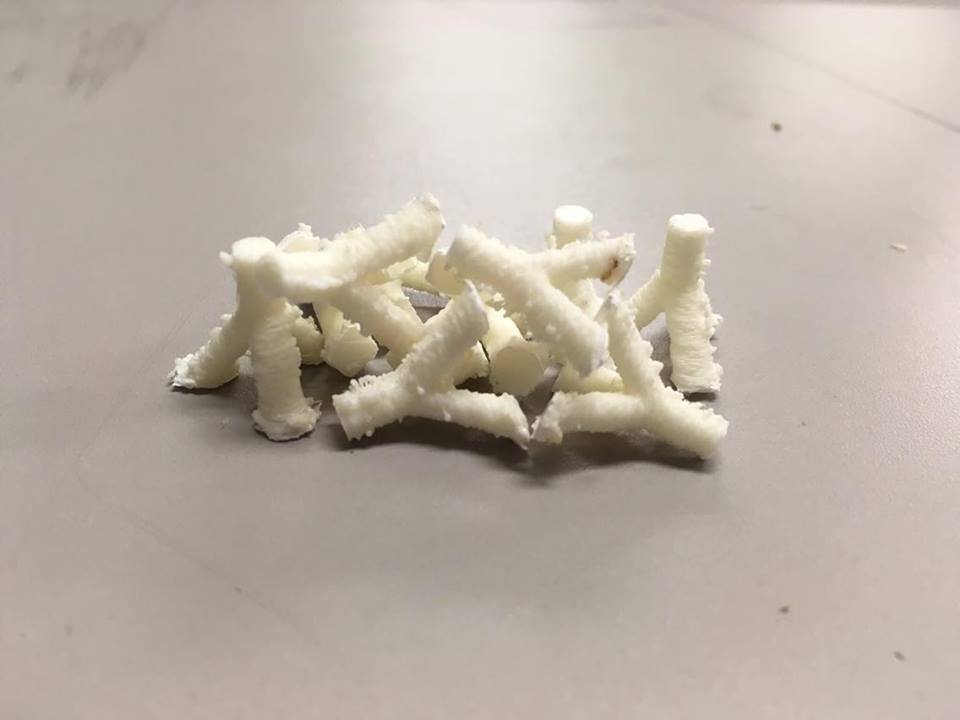
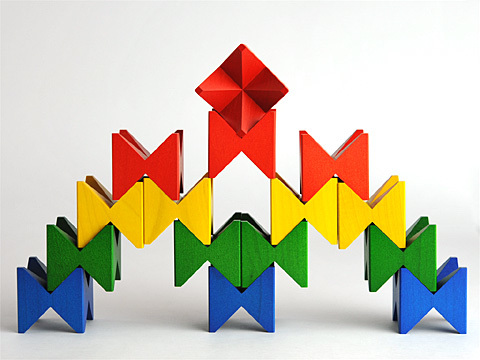
遊びのあるモジュール_バツ型

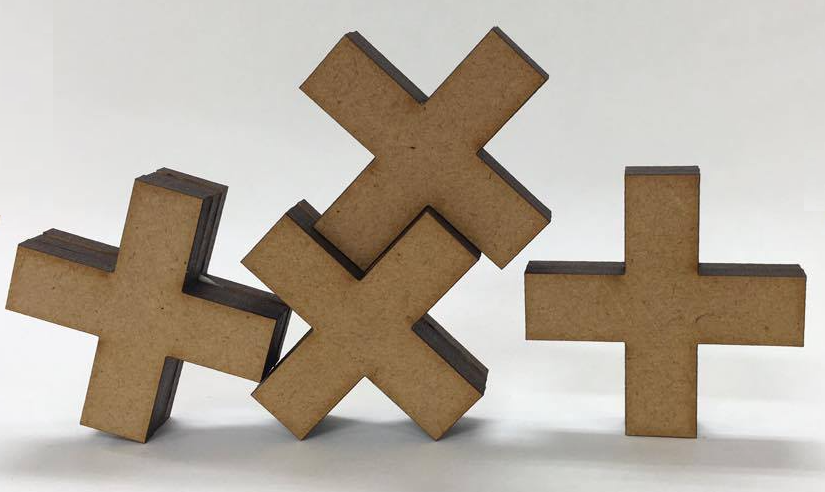
固定が1箇所でない形状として、バツ型のブロックをレーザーカッターで切り出してみた。
厚みの問題などもあると思われるが、どのように積んでも辺や面で接触する組み方に移行してしまう。安定するポジションがあまりに明確だと、結局そちらに収束してしまう。
遊びのあるモジュール_瓦型

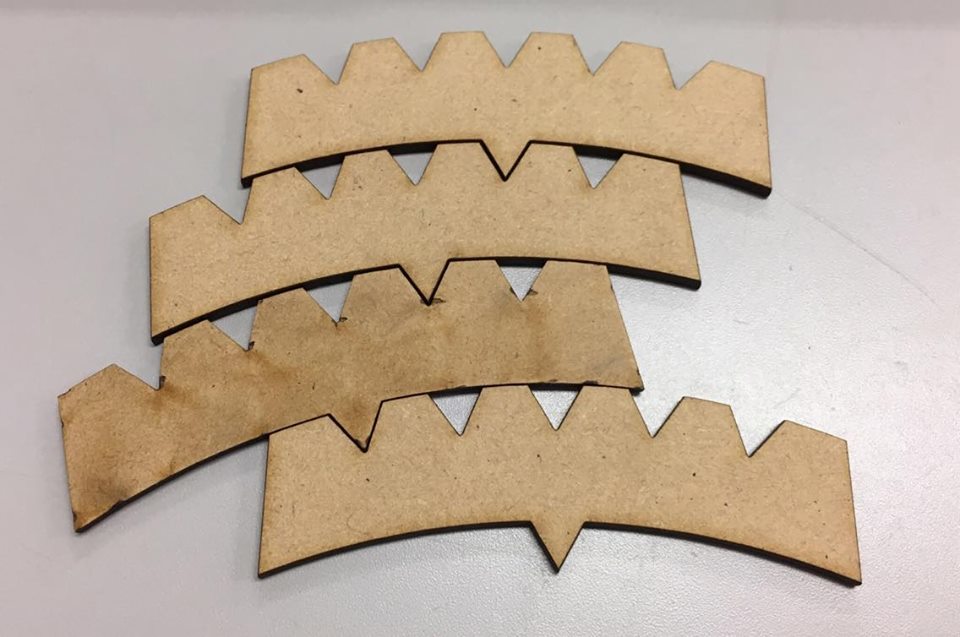
遊びをもたせると形にバリエーションが生まれるが、安定はしなくなる。どうしよう...と思考がこんがらがっているときに生まれたサンプル。
遊びを整数個のスリットに区切り、さらに奥行き方向にスライドすることで形にバリエーションが生まれる。
しかし、これでは多様な隙間なんて生まれないじゃないか...
わからなくなった
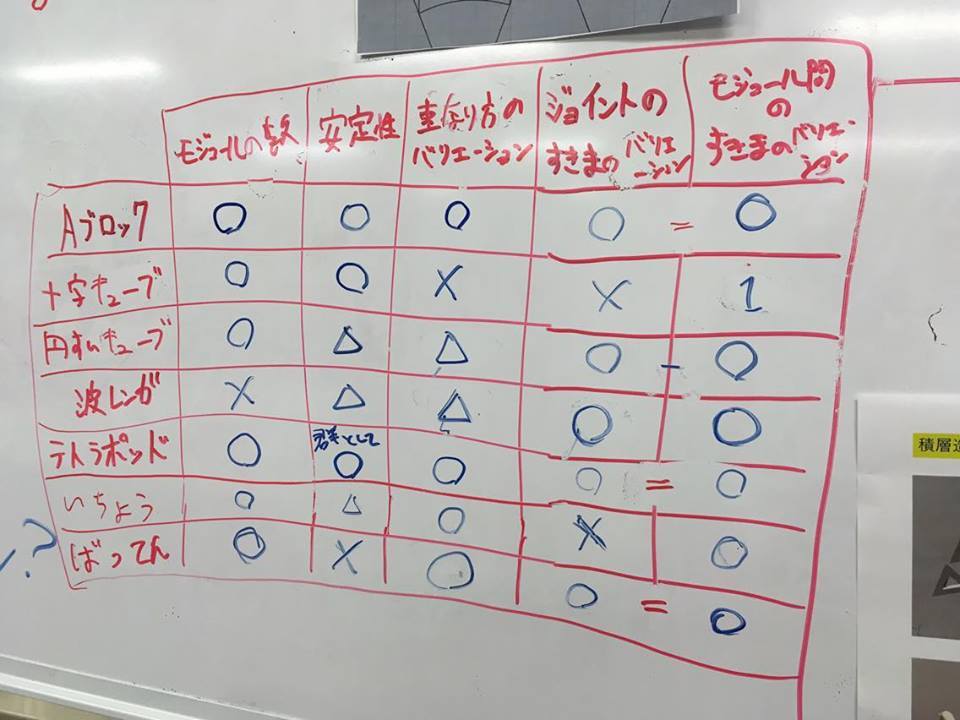
行き詰まりを感じたため、今までに作ってきたモジュールの分析などを行う。
「安定させること」と「綺麗な隙間を作ること」の目的が混線していることを認識。自由度を持ちながら安定させるためには、相当数のモジュールと立体的な展開が必要になる。
Workshopの制約(12モジュール以下,2週間)も踏まえ、「綺麗な隙間」にコンセプトを切り替えることにした。
【コンセプトメイキング】波ブロック編
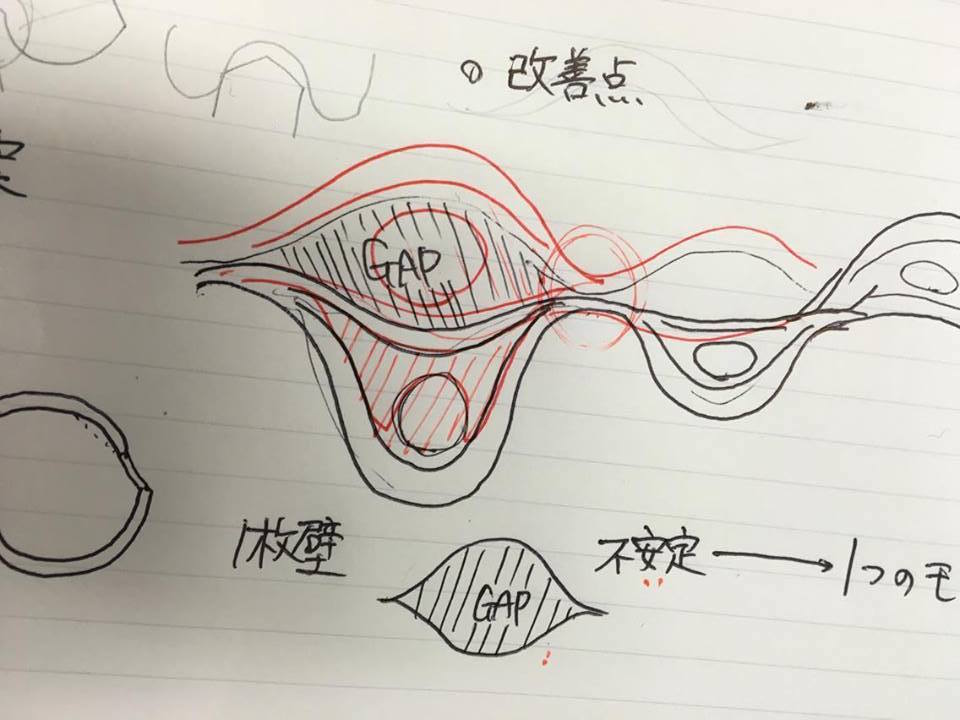
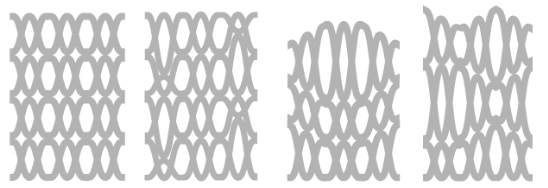
波長の異なる波同士を合わせることで、形の違う隙間が生まれるというアイディア。
Workshop初期からあったものだが、隙間の形状の美しさ・多様さという面に着目し、改めて掘り下げていく。
単一レイヤーの波
Illustratorのジグザグツールで変形したパスからソリッドモデルを作成。厚みをもたせて3Dプリンタで出力した。
立体感のある波
3Dプリントの特性を活かすべく、奥行き方向に変化のある形状を試作した。
形状としての多様さは確認できたが、きちんと波らしく見えることやモジュールとして成立させることに課題が残った。
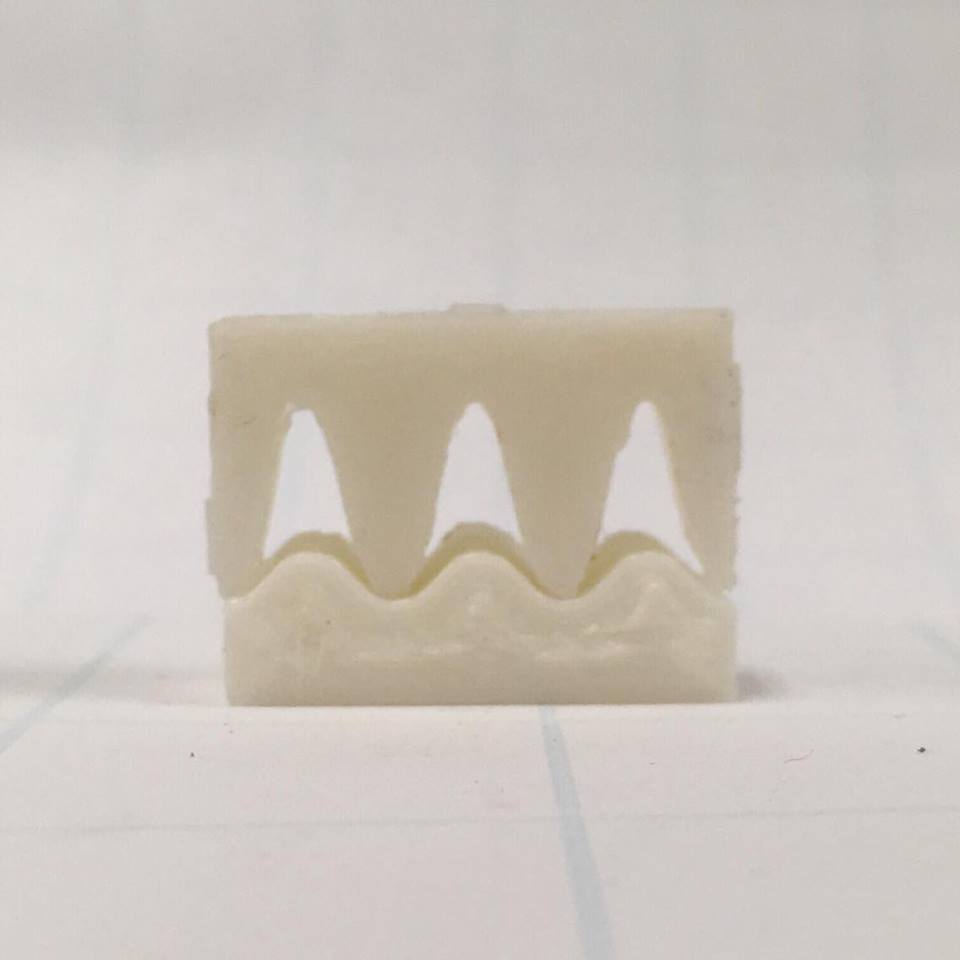
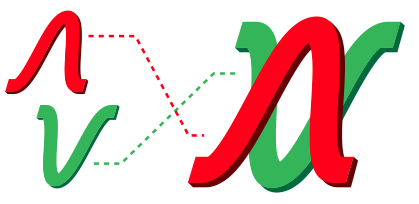
両側に波を持つモジュール
モジュールの片面をフラットにするのではなく、両側に形の異なる波を持たせれば、単一のモジュールであっても複数の隙間を作ることができるというアイディア。
さらに、モジュール自体が隙間を内包することで、より多くのバリエーションを生むことができると考えた。
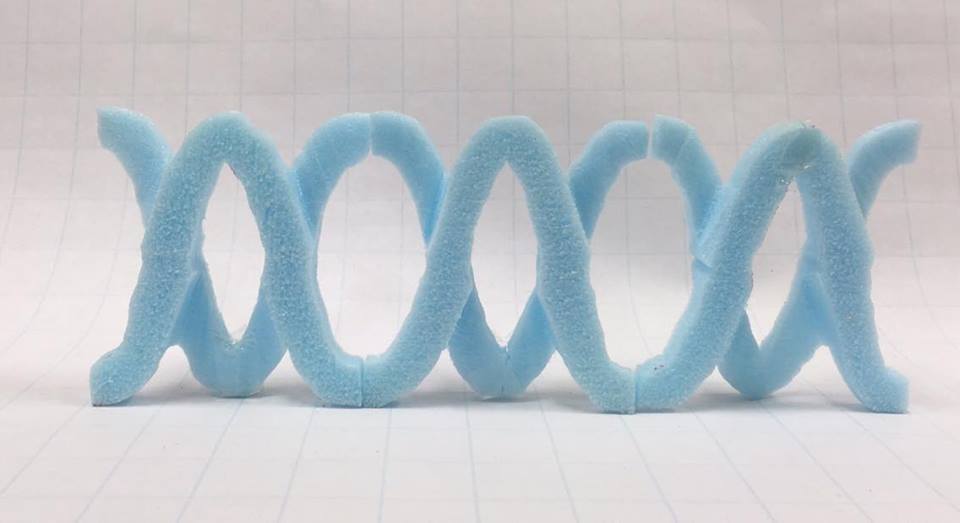
スタイロフォームによるプロトタイピング

さまざまなパターンの波を検証するタイミングで、益山先生からスタイロフォームの利用を勧められる。
出力したい形状をプリントアウトし、スタイロの上に形状を写し取る。その後、卓上スタイロカッターで丁寧に切り抜いていく。必要に応じてハンディタイプのものを利用しても良い。
3Dプリントによるプロトタイプは正確だが、時間やスケールの面で制約が大きい。その点、スタイロによる造形はとても手軽でスケール感もつかみやすい。とても良い。
形状探索
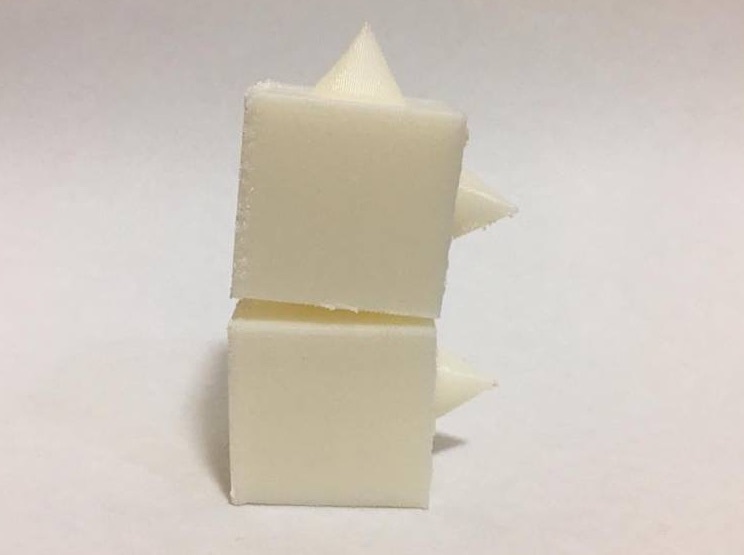
両面に波のあるモジュールをスタイロで切り出し、連結や積み重ねを行う。頭が丸いモデルは逆立ちできかったので、後にツノのような形状を足した。
スタイロでスケール感をつかみながら、単一モジュールから多くの隙間形状を作り出すことに成功!
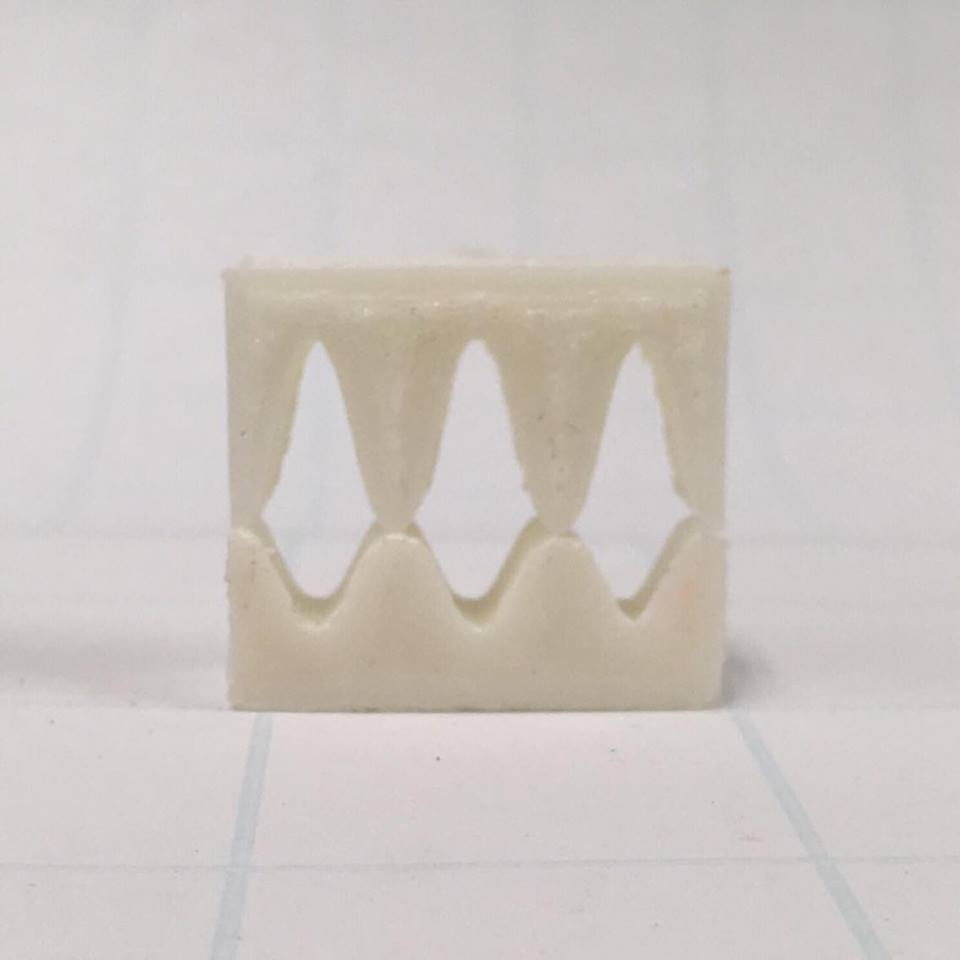
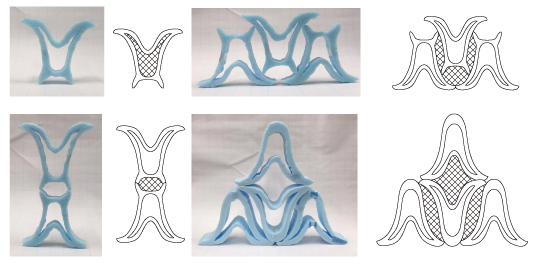
2レイヤーを持つモジュール
ここで再度立体的な形状を検討する。
上下逆転した波をレイヤー上に重ねて結合することで、構造的に安定しながら奥行き方向にも変化のある形状を作ることができると考え、試作を行うことにした。
2レイヤーを持つモジュール_試作

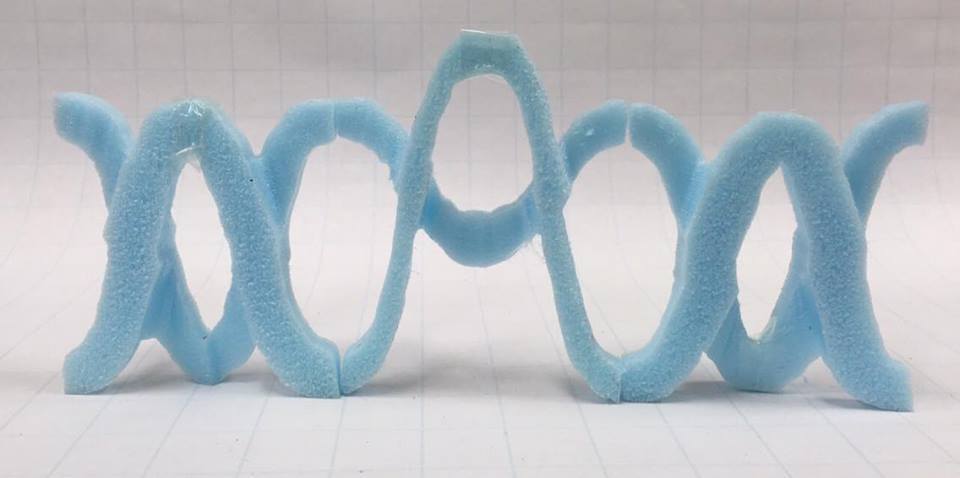
基本となるモジュールを縦横に展開したものと連結してみる。また違った表情を見せてきてなかなか面白い。
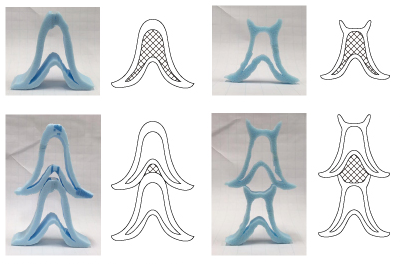
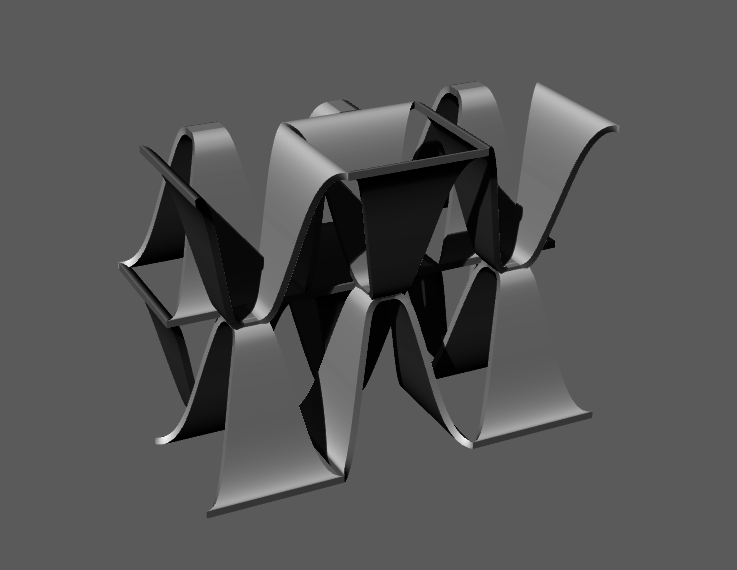
2レイヤーを持つモジュール_展開
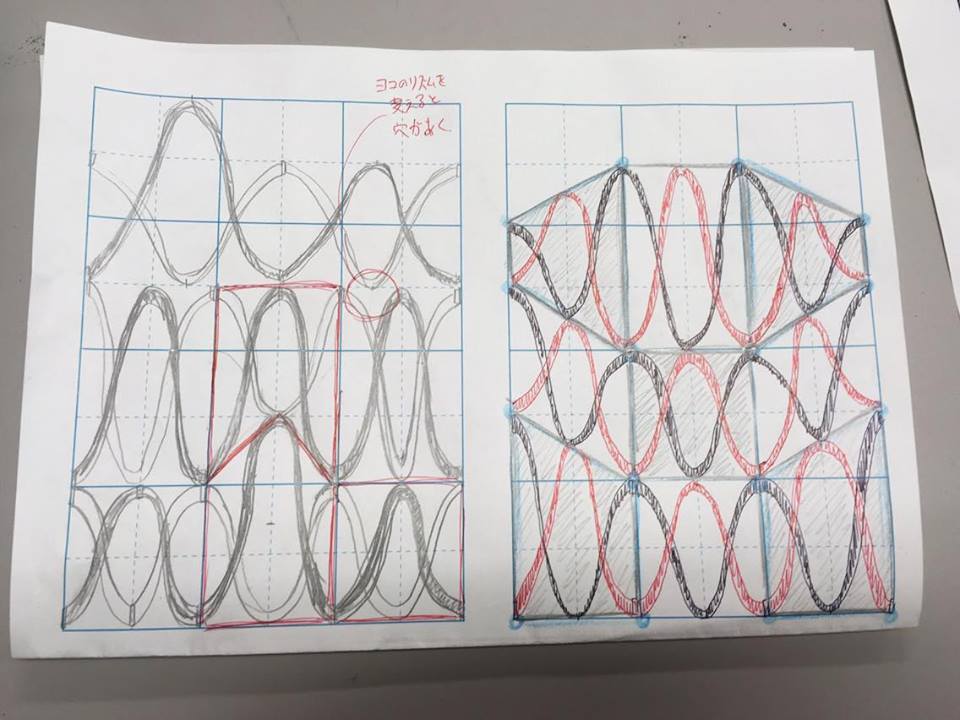
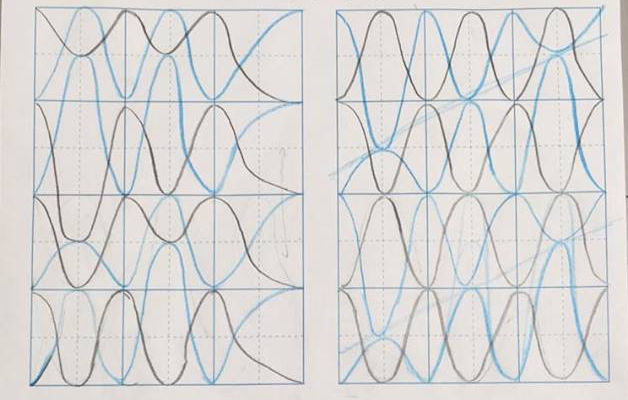
モジュールをさらに展開してバリエーションを検討する。
グリッド付きの紙をプリントし、基本モジュールがいかに展開可能か各自で検討した。
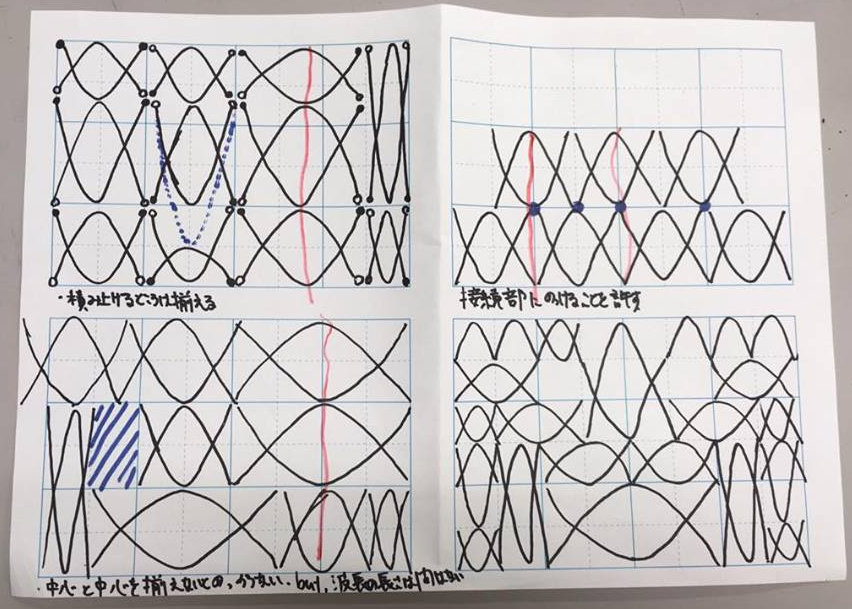
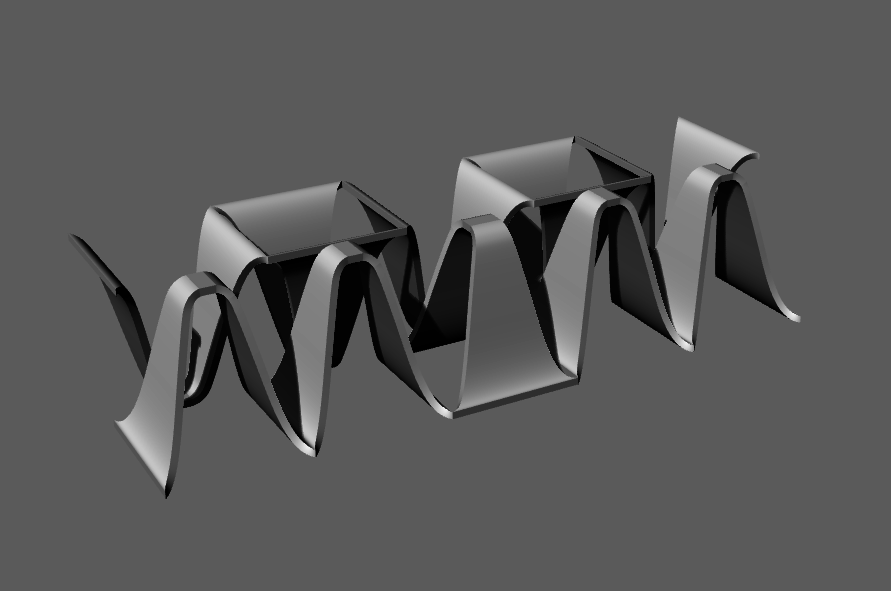
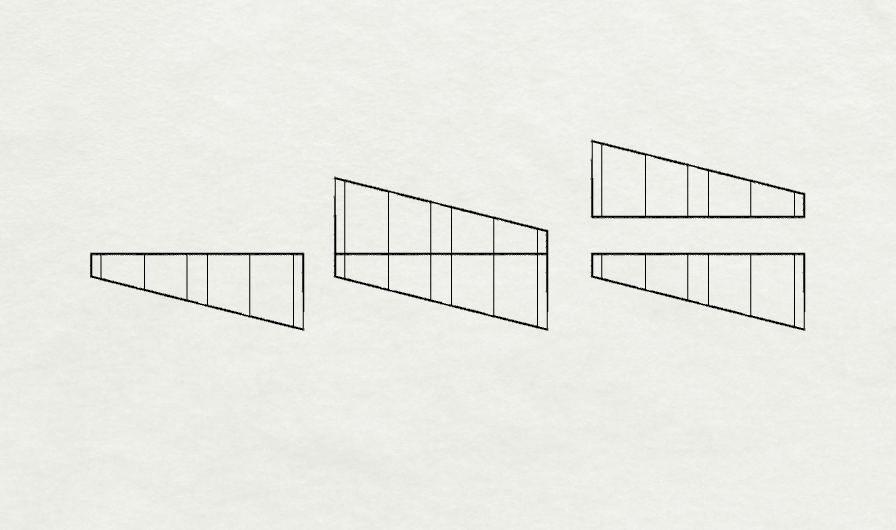
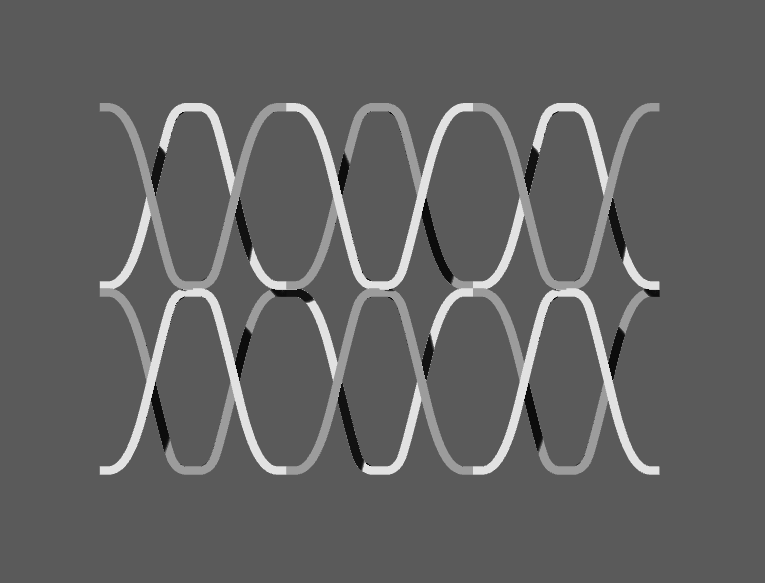
2レイヤーを持つモジュール_システム
紙上での検討から、
・横方向への展開は積み重ねを困難にすること・波の端と中央を平坦にすると都合が良い
などの要素が抽出された。
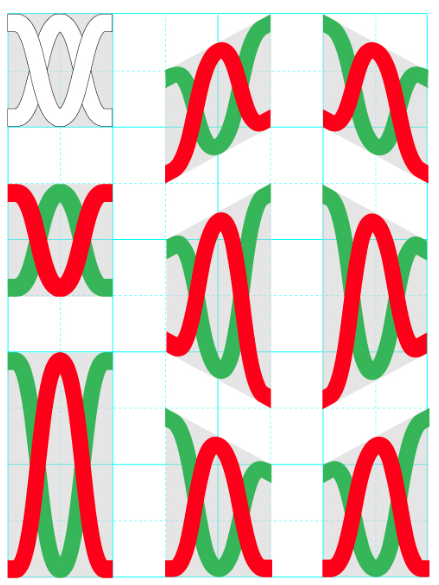
これらを元に、基本モジュールを0.5単位刻みで変形させて積み重ねるシステムを考案し、その中で可能なバリエーションを幾つか作成した。
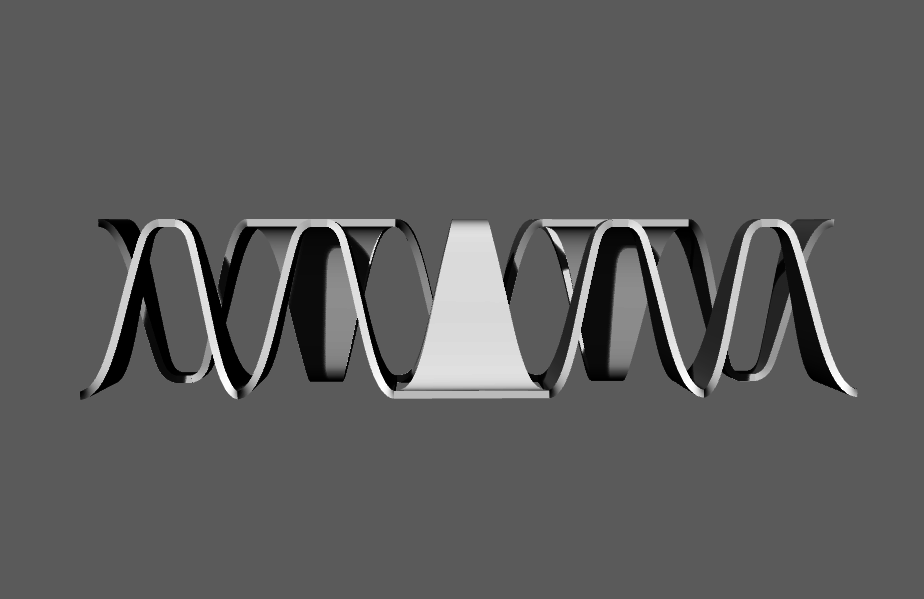
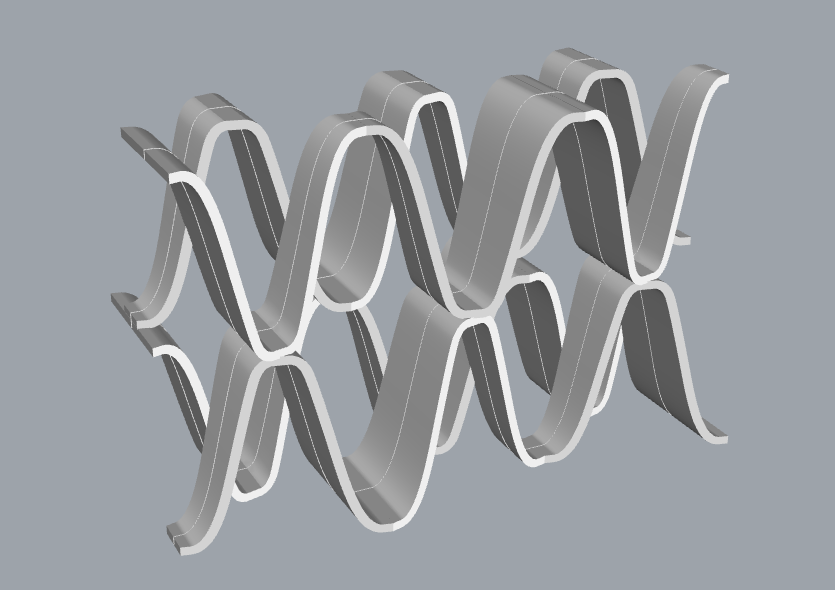
2レイヤーを持つモジュール_イメージ図

Cinema 4Dによるレンダリングで作成したイメージ図。
【プロトタイピング】クレイの出力テスト
モジュールのデザインが決まったところで、クレイによる造形にトライ。
詳しい使い方は立川くんがまとめてくれます。きっと。
ArchiFAB + 3D Potter
- 粘土と水を混ぜる
- 1を筒に詰め込む
- 筒を送りネジ式モーターに接続
- 筒とArchiFABのヘッドを接続
- ArchiFABと同時に3D Potterのジョブも走らせる
簡単にフローをまとめるとこのような感じ。セットアップ・片付けには最低1時間ずつ見積もっておく必要がある。
クレイ出力テスト_infillあり

適当な厚みのついたモデルを出力してみる。動作自体は問題なく行えたが、なんとなくもったりした形状になった。
infillの間隔が狭すぎるため、表層の土をヘッドが押しつぶしているように見受けられた。
クレイ出力テスト_infillなし

続いて、幅を小さくしたものを出力。ちょうどperimeter(外周)一周分でモデルが埋まり、infillがない形でG-Codeが生成された。
infill適応時のような潰れは生じず、積層痕がはっきりと見える美しい形になった。
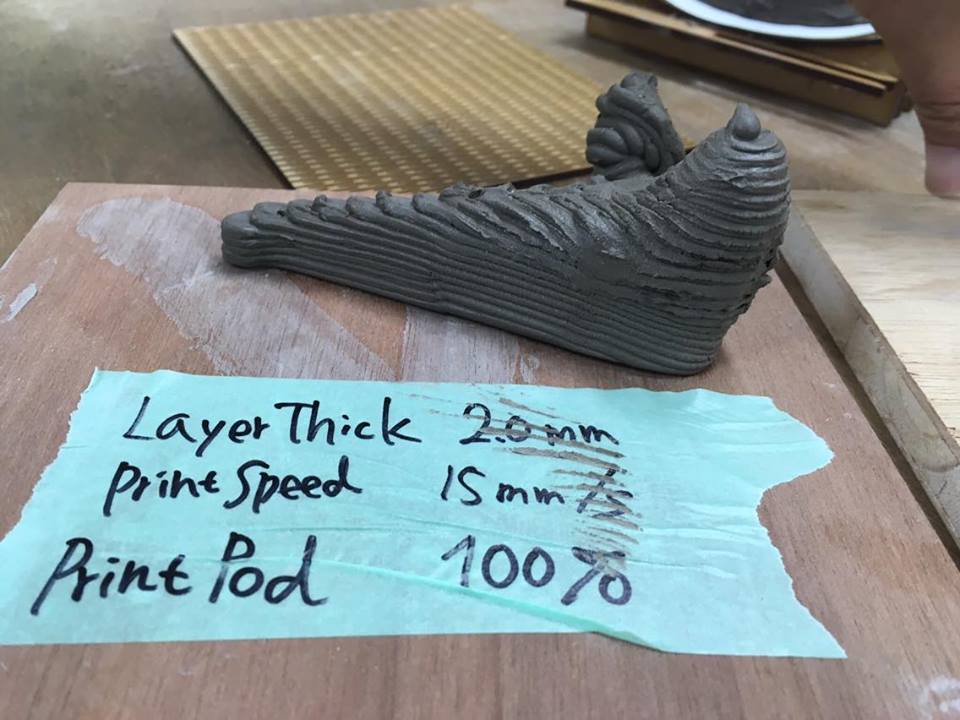
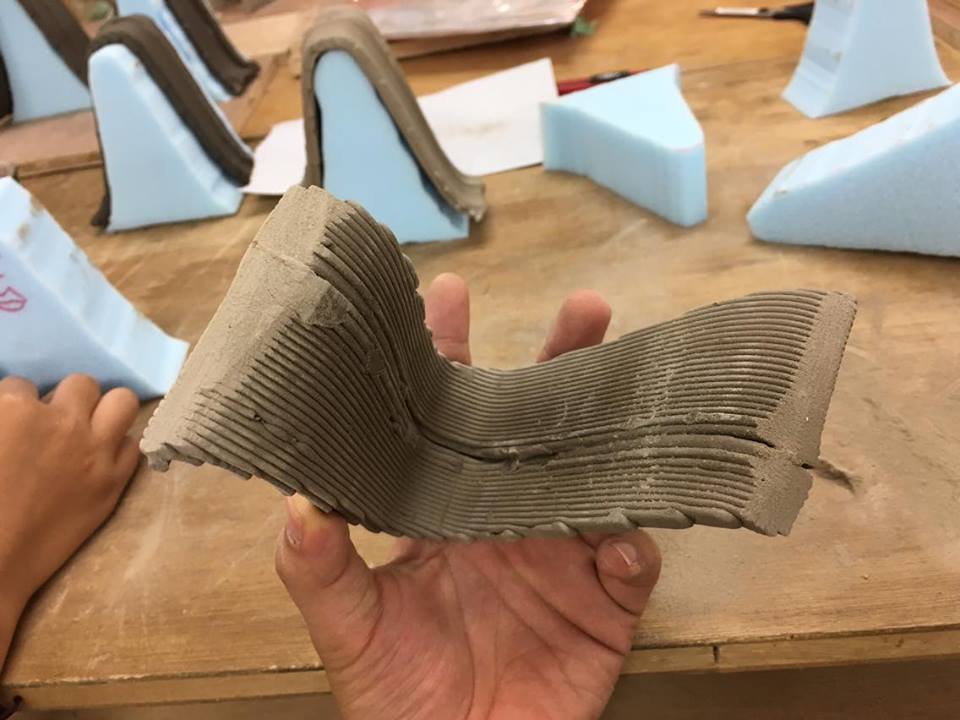
クレイ出力テスト_傾斜のあるモデル

上に向かうに従って面積の小さくなるモデルを出力。段差のディティールが独特で面白い。
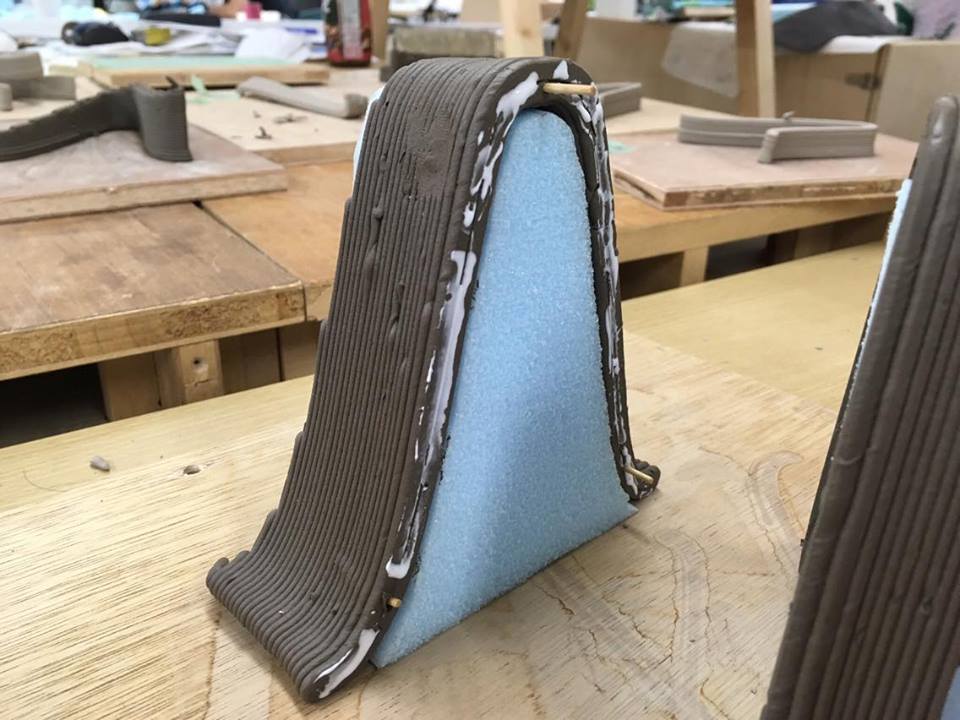
クレイ出力テスト_乾燥と接合

出力したクレイは1日おくと持ち運べる程度の固さ(生乾き)になる。しっかりと乾燥させるには2〜3日おく必要があるだろう。
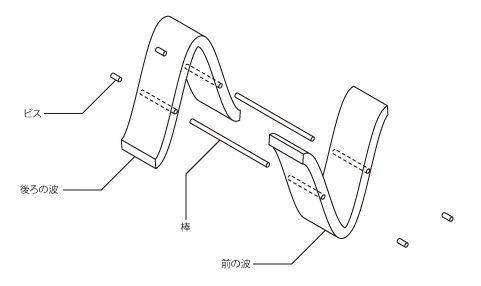
表と裏のレイヤーを構成するモジュール同士を接合するため、生乾きの状態で木の棒を刺してはめ合わせた。
【プレゼンテーション】中間発表

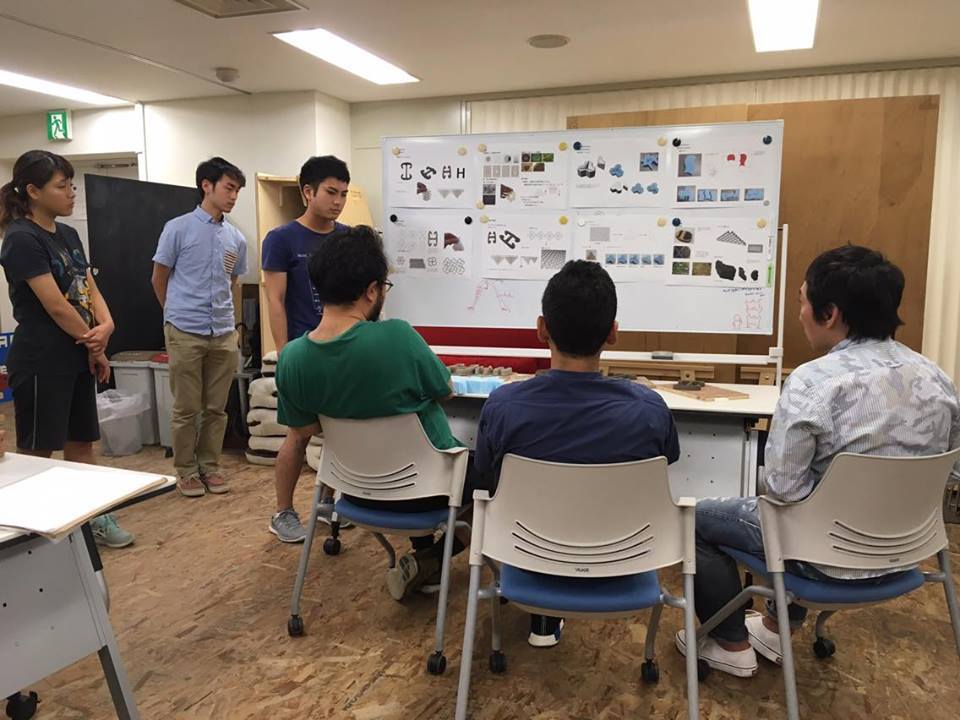
外部ゲストを招いての中間報告回。
ゲストが来ることは2日前くらいに突然知らされたが、おかげで良い緊張感が生まれた...かもしれない。
後藤くんは自己紹介でスベっていた。
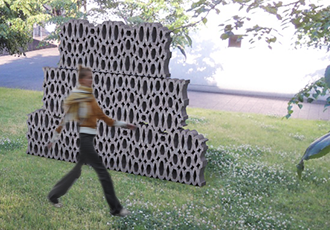
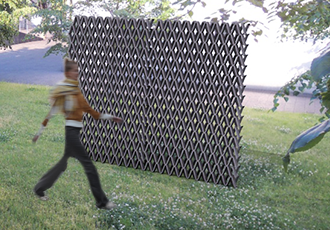
「発想が2Dに侵されている」
形状のバリエーションには好評を得られたものの、現段階での形状は平面の積み重ねであることを指摘される。
壁として自立する能力も含め、面としてしか成立していない波のストラクチャを、いかに立体に転換していくかが大きな課題となった。
【コンセプトメイキング】3次元の波
中間発表でのフィードバックを反映した最終形状を検討する。
油粘土による形状探索




3次元的な造形を検討するために、油粘土を購入していじくりまわす。
しかし、油粘土の造形の自由度が高すぎること、モジュールとのスケール感が違うことなどから中々これといった形状が出てこなかった。また、益山先生から「今までのすべてを変える必要はない」と忠告を受ける。
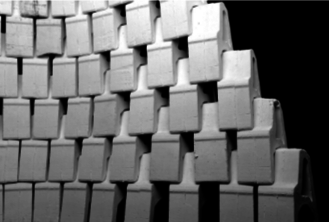
積層痕の再発見


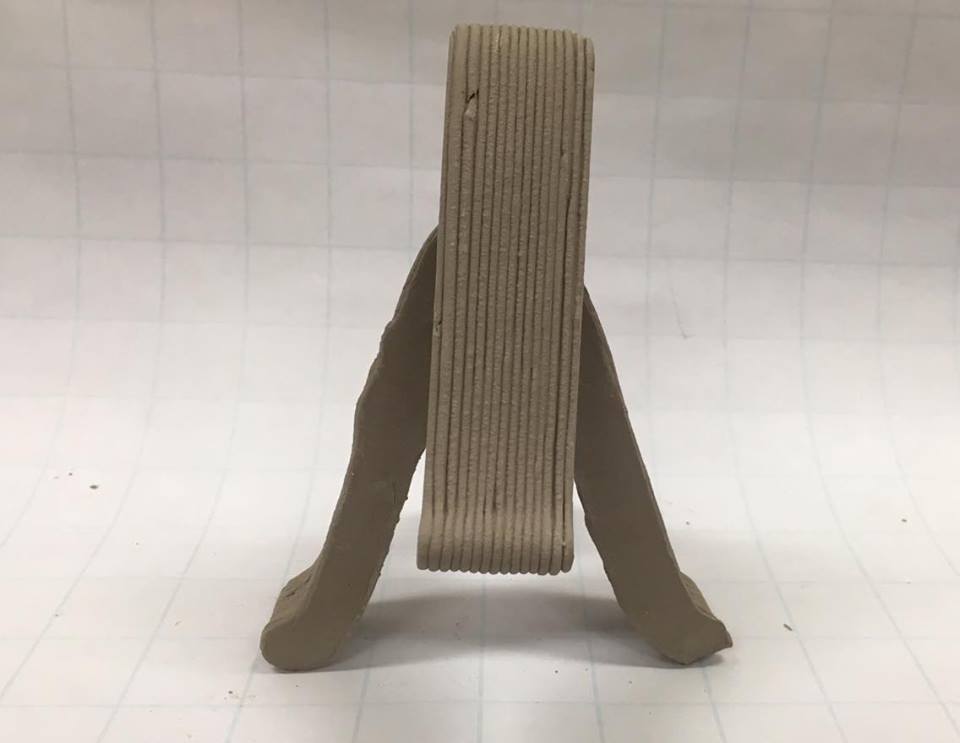

スケール感を取り戻すためにも、だいたい乾燥が済んだクレイモデルを並べてみる。
今までは波のフラットな面だけに着目していたが、実際のスケールになると積層痕が強い印象を持つことに気がついた。
ここから、積層痕をデザインに取り入れ、表面と断面の両方を組み合わせて3次元的に魅力的な形を作るいうコンセプトが固まった。
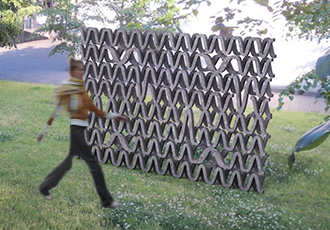
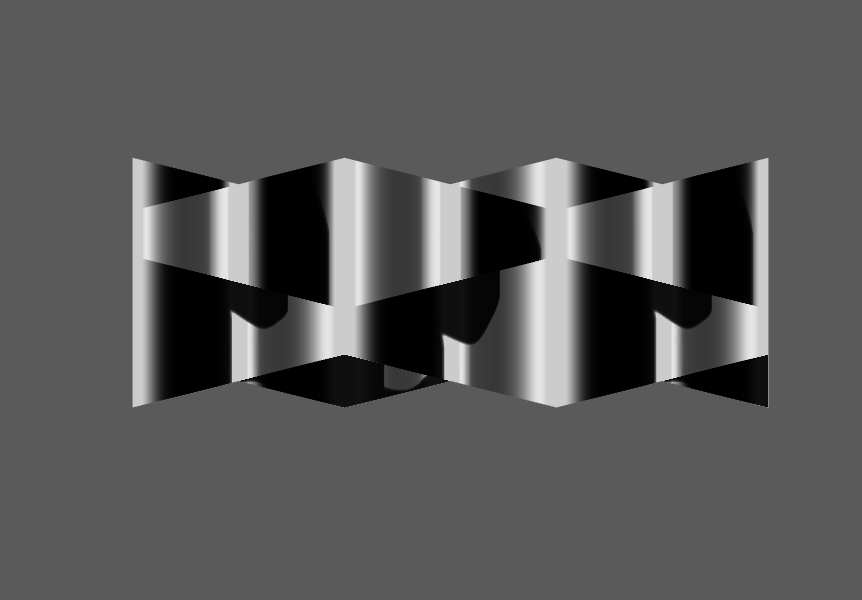
2方向から波に見えるモジュール

正面から見ると今まで通りの波だが、横から見ても積層痕が波の形状になっているモジュールをモデリング。
モジュールの組み合わせで奥行き方向にも変化をもたせられることを確認した。
【プロトタイピング】機械と素材の制約
再びクレイによる造形を行う。
ここでは、コンセプトを実現するためにいかに機械と素材の制約をクリアするかが大きなカギとなった。
モジュールの分割

現在のArchiFABと3D Potterでは造形中にサポートがつけられない。
そこで、フラットな底面を持ち、上に向かって広がる傾斜をもたない形にモジュールを分割した。
スライサの最適化

分割したモジュールを印刷してみると、上部のレイヤーに行くにつれて明らかにArchiFABの移動速度が落ち、潰れた形状になっていった。スライサ(Cura)の設定を当たってみたところ、Minimal Layer Timeなるパラメーターを発見した。
これは一層にかける最短の印刷時間のこと。この値より一層の印刷時間が下回る場合、自動的にヘッドの移動速度が落とされ、時間が調整される(参考サイト)。
だが、クレイの出力は3D Potterから等速で行われるため、ArchiFABの移動時間が遅くなると量が過剰になってしまう。この値を0にすることで均一な造形が可能になった。
簡易組み合わせ
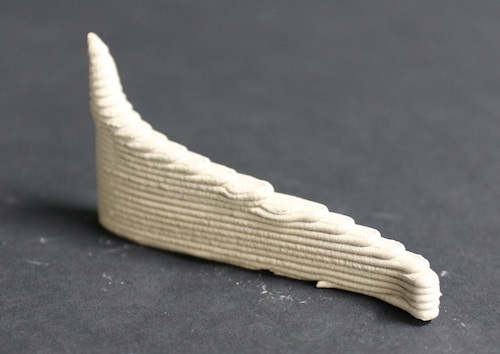

お隣の筧研に撮影ブースをお借りして、乾燥したモジュールを撮影。傾斜と積層痕が綺麗に出ている。てっぺんの部分が引き上がっているのもキュートだ。
4つを組み合わせてみても、正面・横から見てきちんと波の形が維持されている。
乾燥したクレイ同士の接着
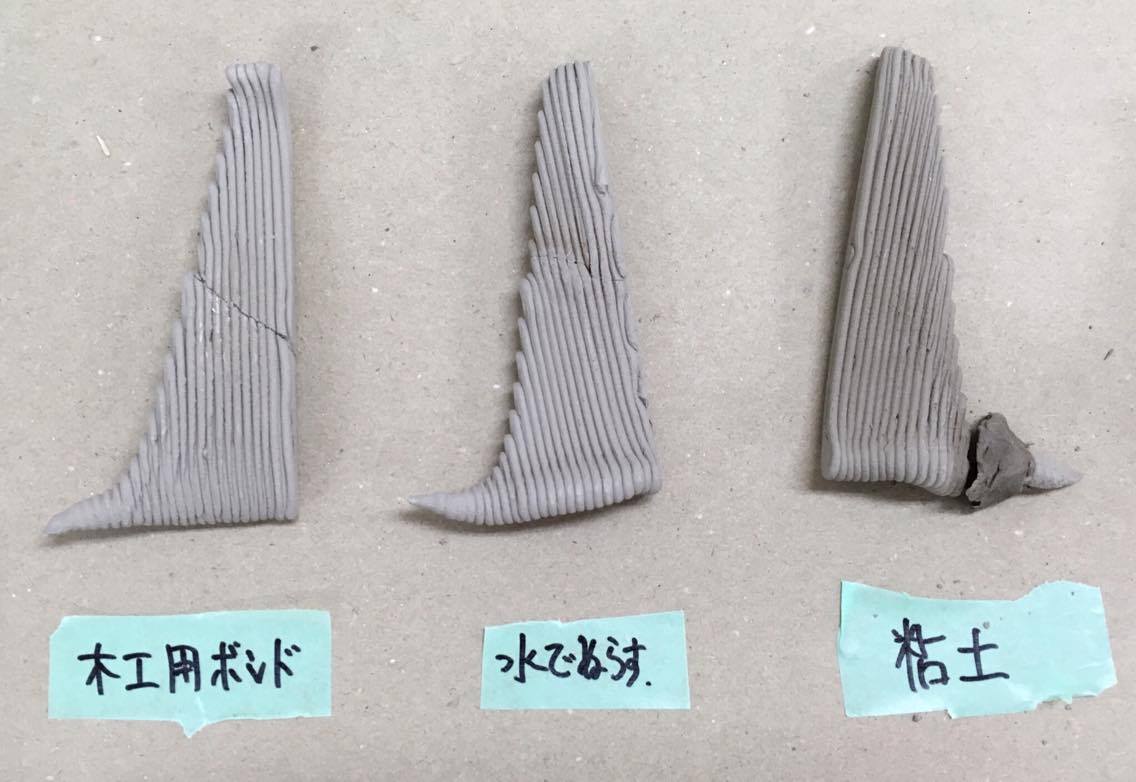


分割したモジュールは合体させなくてはならない。
作業の都合上、完全に乾ききってしまったため木の棒を通すことはできず、代替案として、木工用ボンド・水・湿った粘土・どべ(水で溶いた粘土)を用いて接合をテストした。
その結果、
・湿った粘土は乾燥した粘土にほとんどつかない
・水やどべはある程度固定できるが、衝撃にとても弱い
・木工用ボンドは接着面が大きければ十分固定できる
ことが分かった。
モジュールを並べる


全体像把握のため、モジュールを並べてみる。
写真を見ればわかる通り、頂点はガムテープで補強しないと安定しない。これは接着面が小さく、どうしてもボンドでの固定が緩んでしまうことが原因だ。
【実製作】仕上げ工程の調整
プロトタイピングを経て、完成を前提にした形状の作成にうつる。
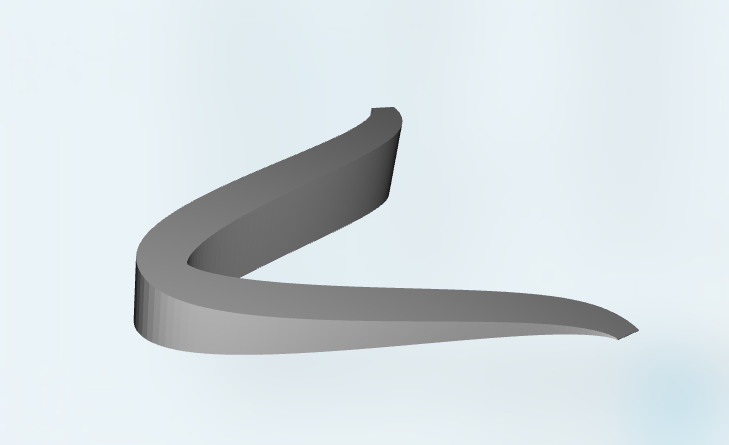
接着面確保・一筆書きの制約をクリアする

大きな接着面を確保するために、モジュールを中央で分断することを考えた。しかし、既存の形では両端に突起があるため、一筆書きでの造形が行えない。
そこで、傾斜を片側に寄せ、左右非対称の形状にすることとした。
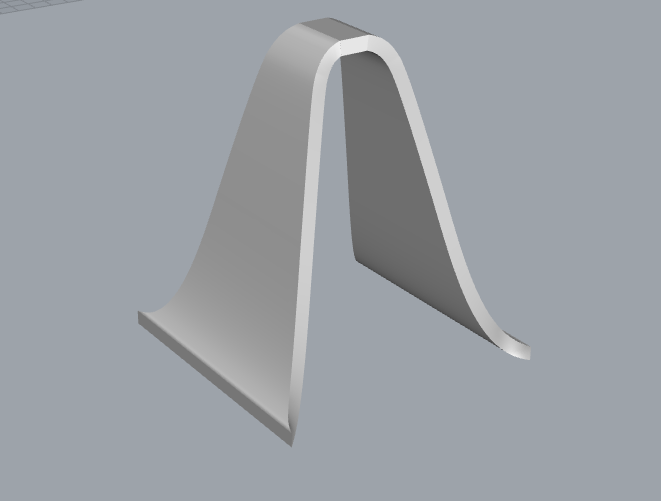
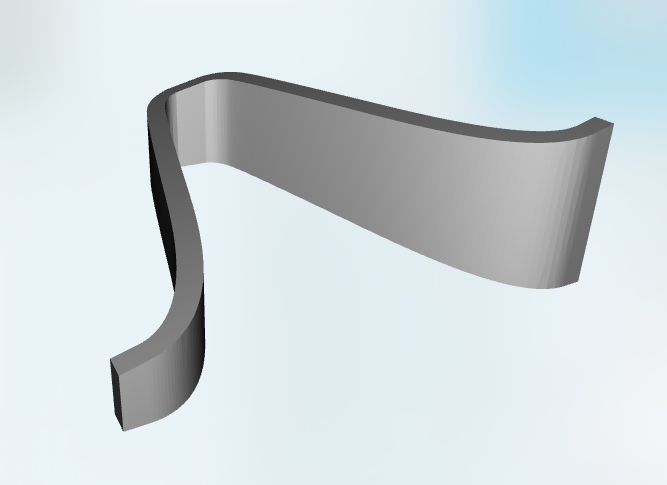
最終形状のイメージ
これまでの2レイヤーの波という基本は崩さず、モジュール自体が奥行き方向に波打つことで立体的なディテールを持つようにした。
なお今回は時間の制約を鑑み、基本モジュールのみを製作することとした。
接合の精度を上げる_その1


断面を確保した上で、さらに綺麗に接合することを考え、以下の手順を踏んだ。
- 生乾きの状態でモジュールを起こし、スタイロで作った土台に乗せる。
- 片側に木工用ボンドを塗り、木の棒を差し込む。
- もう片方にはどべを塗りつけ、二つをしっかりと抑えつける。
- できた隙間はどべで埋める。
スタッキングのテスト


完成したモジュールを乾かし、重ねてみる。
単体では分断されることもなく自立するが、個体によって接地面がバラバラで、重ねるとかなり不安定になった。
接地面のやすりがけ

じゅうぶん乾燥している状態だったので、接地面及び他のモジュールと連結する頂点部分をヤスリがけして平面出しをした。
ベルトサンダーで試したところ、勢い余ってモジュールが壊れてしまったので地道に手でやすったところである。
接合の精度を上げる_その2


さらに、接合時により均一な形状を作るため、後加工で断面を出すことを前提にしたモデルに作り変えた。
具体的には、両端の足を伸ばし、MDF製の加工台に入ったスリットに沿って切断するというものである。また、頂点側に均一な高さの面を設けたことで、フラットな面を作りやすくしている。
【実製作】量産・焼成・積み重ね
To be Continued...