バイトの取り付け
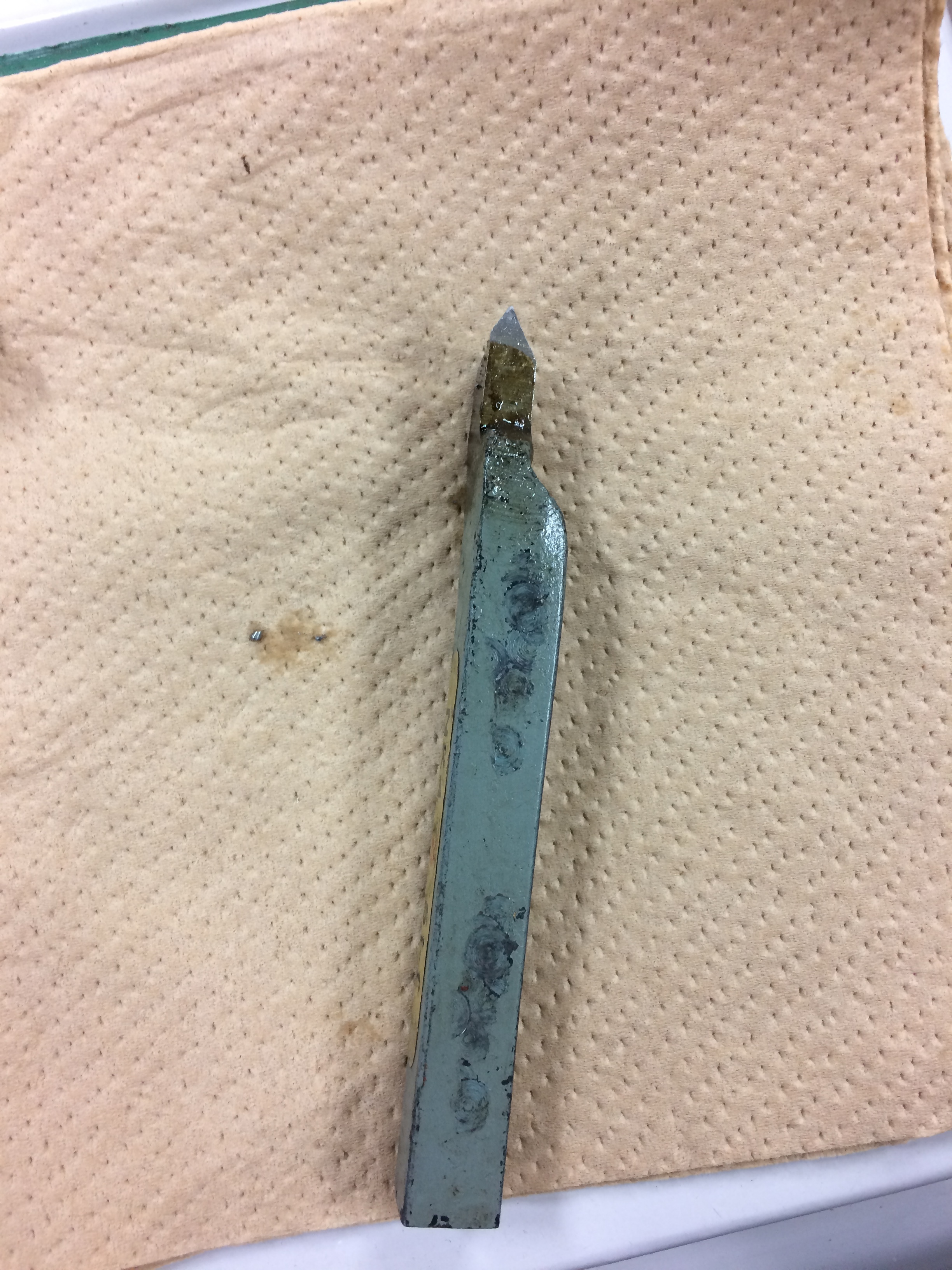
ねじ切り加工では,ねじ切りバイトという先端角が60度のバイトを用います。
高さ合わせ

トースカンを使って,心押し台のセンタと先端角の高さを合わせます。
敷き金で調整しましょう。
センタゲージによる先端の確認

画像のような,目盛りと穴がある工具をセンタゲージを言います。
これの穴があいていない方を工作物にぴったり合わせ,ねじ切りバイトを穴に合わせます。
送りハンドルで近づけていきましょう。
これにより,工作物とねじ切りバイトが直角であることを確かめます。
突っ切りバイトの取り付け

ねじ切り加工では突っ切りバイトを使用するので,取り付けます。
こちらもトースカンと敷き金を使って高さを合わせます。
外形切削
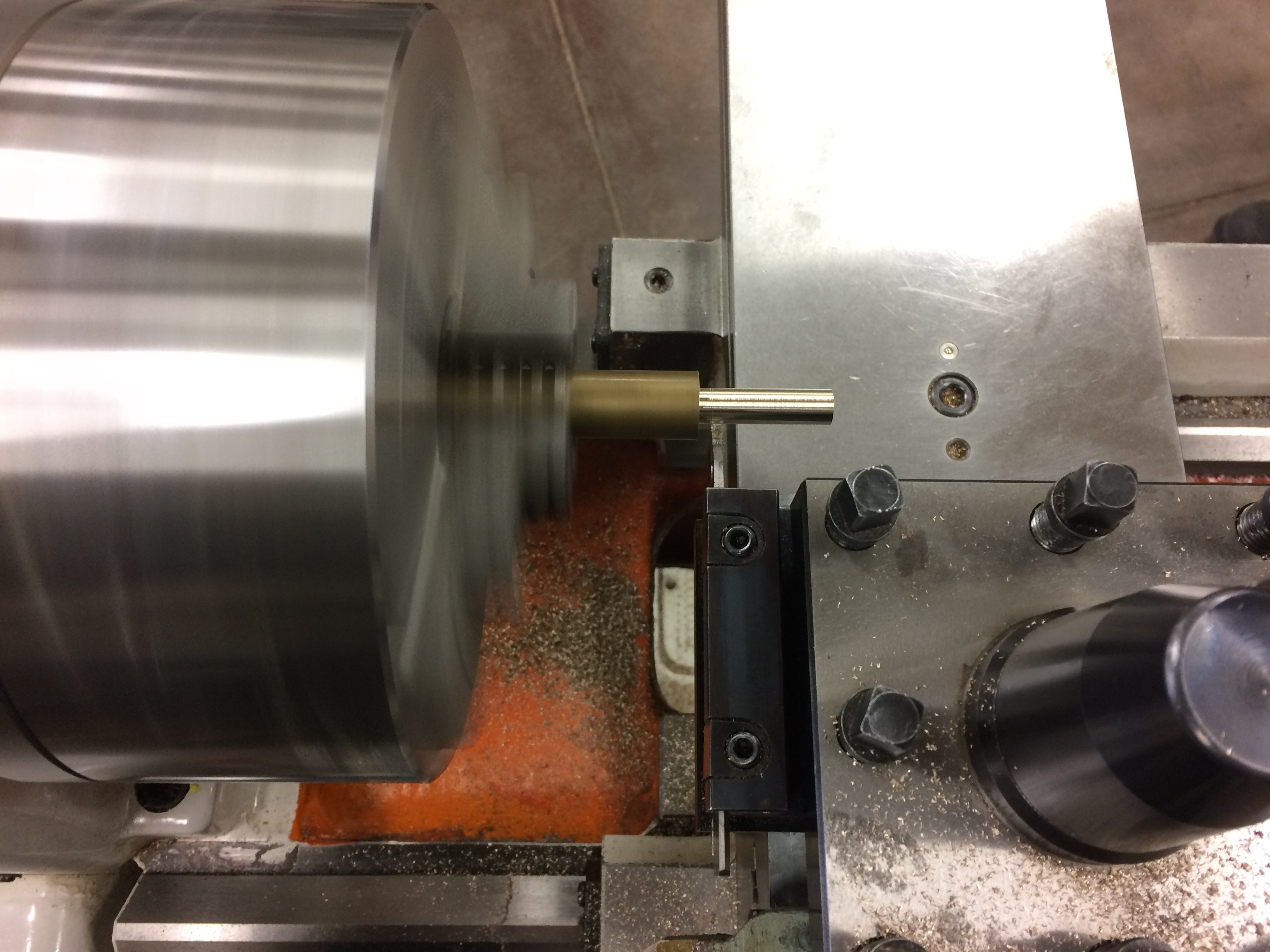
ねじ切りの下準備として,ねじの外形を決め,外形切削をします。
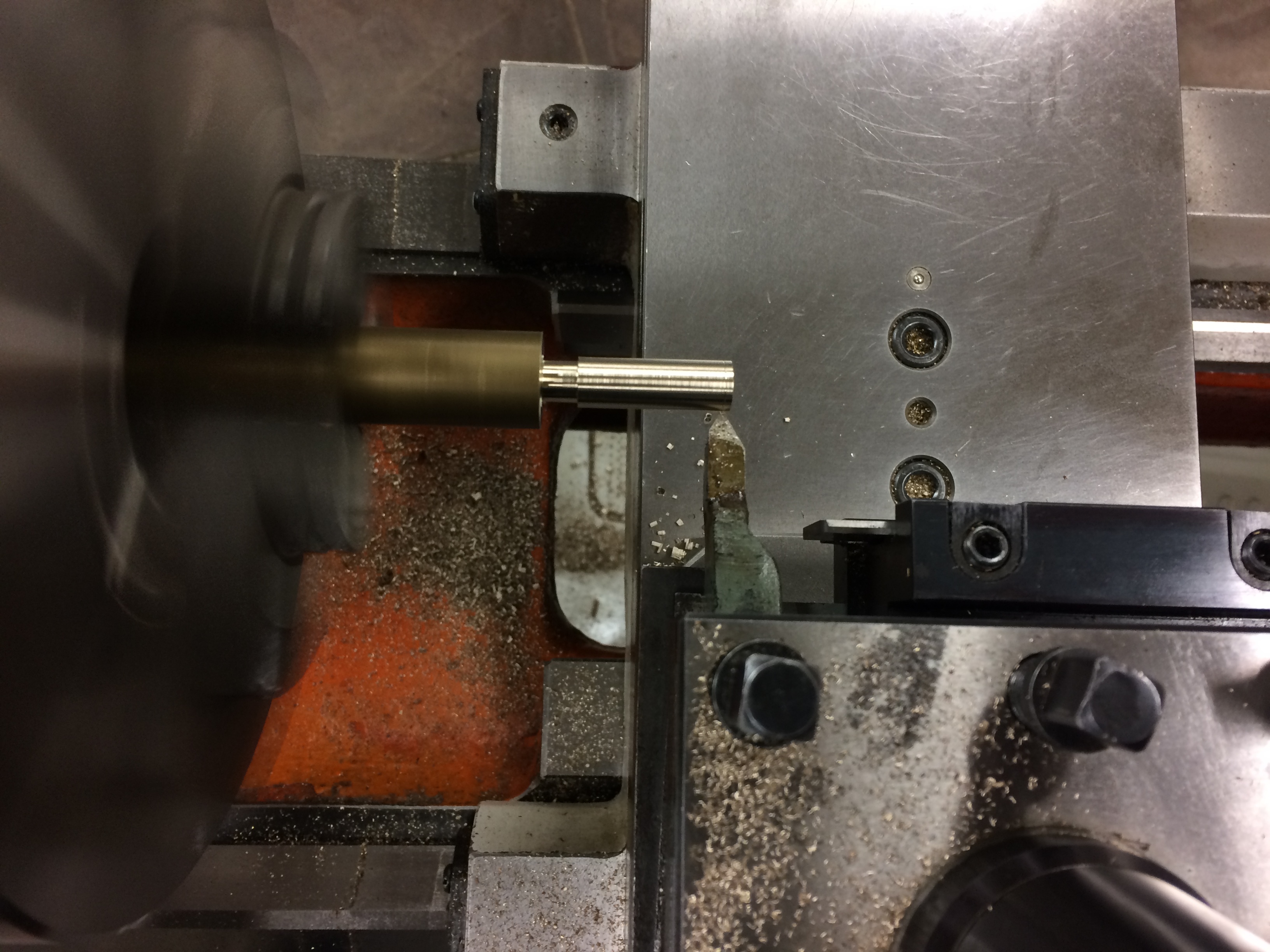
切り終わりに溝(ねじ逃げ溝)をつける


今回は長さ150mmのおねじをつくります。
自動送りを使い加工しますが,切り終わりがわかるように,またバイトと工作物がぶつからないように切り溝(ねじ逃げ溝)を作ります。
0合わせ

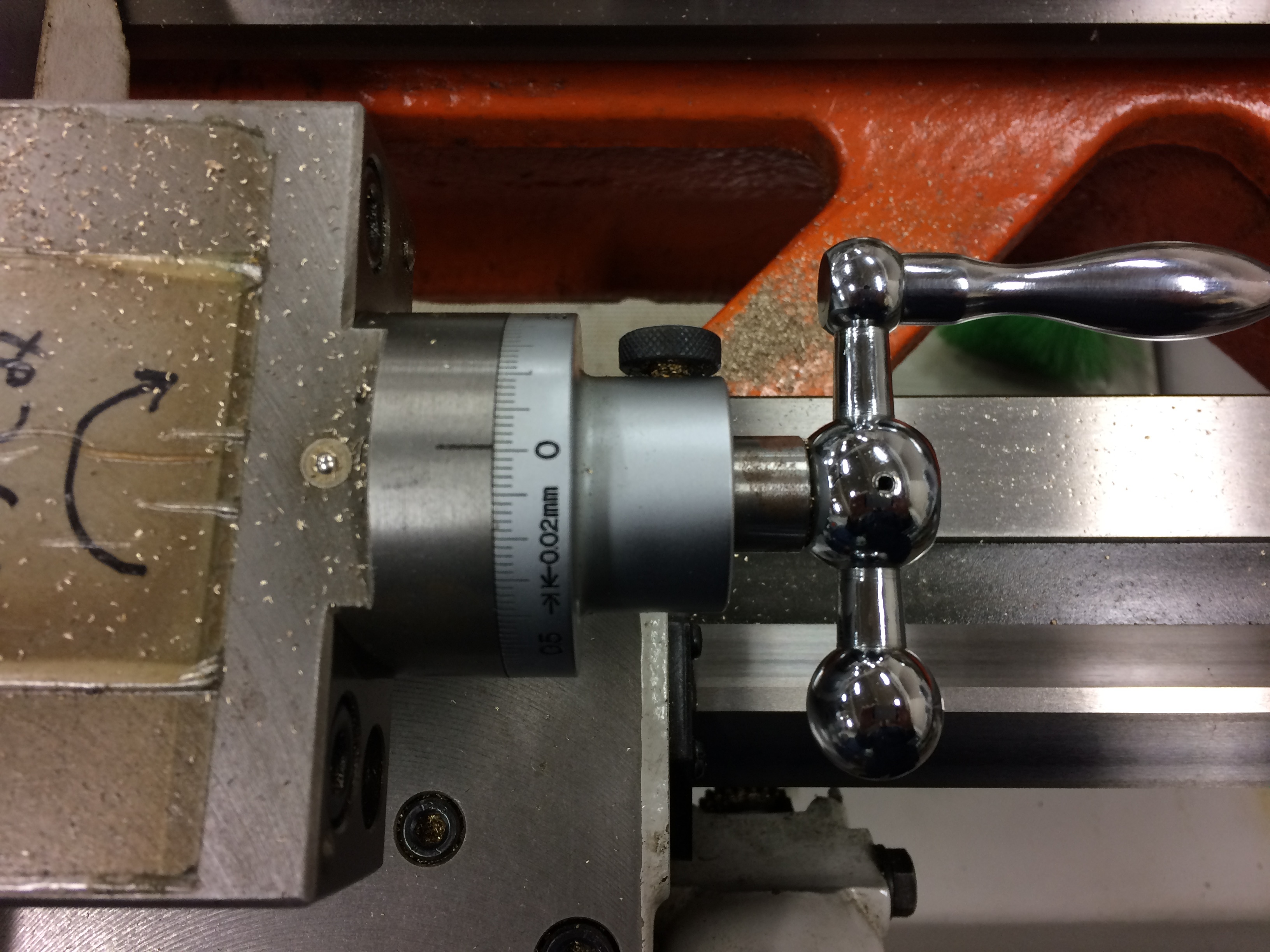
外形と端面の0合わせをします。
(1,2枚目:外形,3枚目:端面)
ねじ切りダイヤル(ウォームギア)の設定



往復自動送りレバー,ハーフナットレバーをねじ切りのところに合わせます。
メートルねじ送り変換表によるギア設定

メートルねじ送り変換表を参考に,加工するねじのピッチにあったギア設定を確認し,自動送り量変換レバーを切り替えます。今回はB5に設定しました。
回転数の調整


回転数を調整します。
今回は低速の83で行います。いよいよねじ切りスタート!

ねじ切りでは,先ほど合わせたウォームギアによる自動送りで切削します。
最も肝心なのは,ねじ切りダイヤルのタイミングを合わせることです。
今回のねじ切りは,「E」が書かれている部分でレバーを下げればよいので,「E」「EH」「EG」のいずれかが赤い丸と合わさった時にレバーを下げます。
レバーは一度ではなかなかうまく下げられないので,赤い丸と合わさる少し前に軽く押して,合わさった時に負荷をかけながらレバーを下げるとよいです。
切り込みの調整
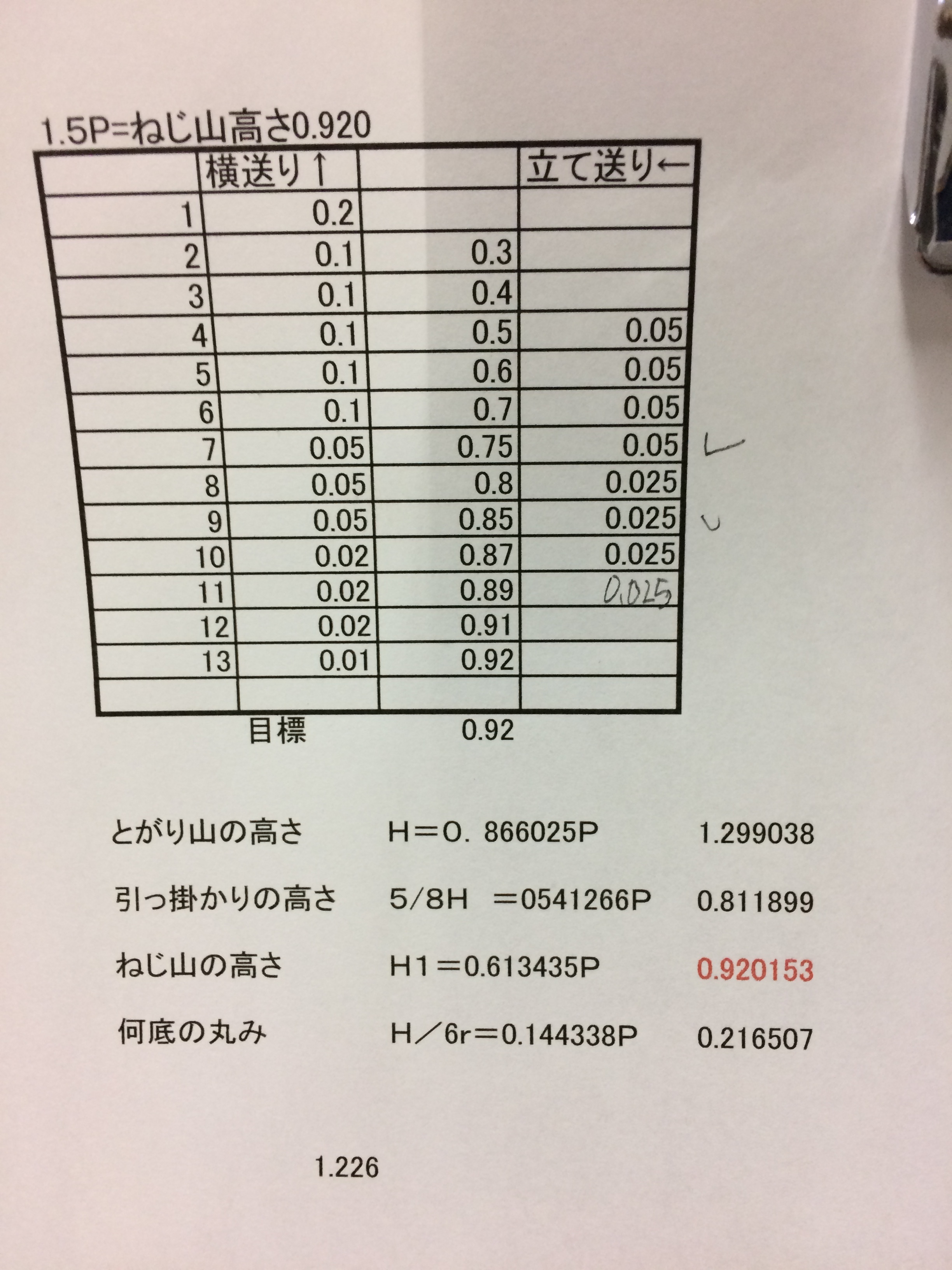
今回はねじ山の高さが0.92になるように加工します。
横送りと縦送りを次のように設定しましょう。
①
1回目 横:0.20 (計0.20),縦:0
2回目 横:0.10 (計0.30),縦:0
3回目 縦:0.10 (計0.40),縦:0
4回目 縦:0.10 (計0.50),縦:0.05 (計0.05)
5回目 縦:0.10 (計0.60),縦:0.05 (計0.10)
6回目 縦:0.10 (計0.70),縦:0.05 (計0.15)
7回目 縦:0.05 (計0.75),縦:0.05 (計0.20)
2回目 横:0.10 (計0.30),縦:0
3回目 縦:0.10 (計0.40),縦:0
4回目 縦:0.10 (計0.50),縦:0.05 (計0.05)
5回目 縦:0.10 (計0.60),縦:0.05 (計0.10)
6回目 縦:0.10 (計0.70),縦:0.05 (計0.15)
7回目 縦:0.05 (計0.75),縦:0.05 (計0.20)
②
8回目 縦:0.05 (計0.80),縦:0.025 (計0.225)
9回目 縦:0.05 (計0.85),縦:0.025 (計0.250)
10回目 縦:0.02 (計0.87),縦:0.025 (計0.275)
11回目 縦:0.02 (計0.89),縦:0.025 (計0.300)
12回目 縦:0.02 (計0.91),縦:0 (計0.300)
13回目 縦:0.01 (計0.92),縦:0 (計0.300)
9回目 縦:0.05 (計0.85),縦:0.025 (計0.250)
10回目 縦:0.02 (計0.87),縦:0.025 (計0.275)
11回目 縦:0.02 (計0.89),縦:0.025 (計0.300)
12回目 縦:0.02 (計0.91),縦:0 (計0.300)
13回目 縦:0.01 (計0.92),縦:0 (計0.300)
自動送りの一連の流れ
先述のように,「E」のところに合わせてレバーを下げます。
逃げ溝のところに先端が来たら,刃先を逃してまた切り込みのところまで戻します。
これを上の表に合わせ切り込みを調整しながら何回も往復します。
こちらの動画を確認しながらイメージをつかんでください。
https://youtu.be/joIY0zrTc5s
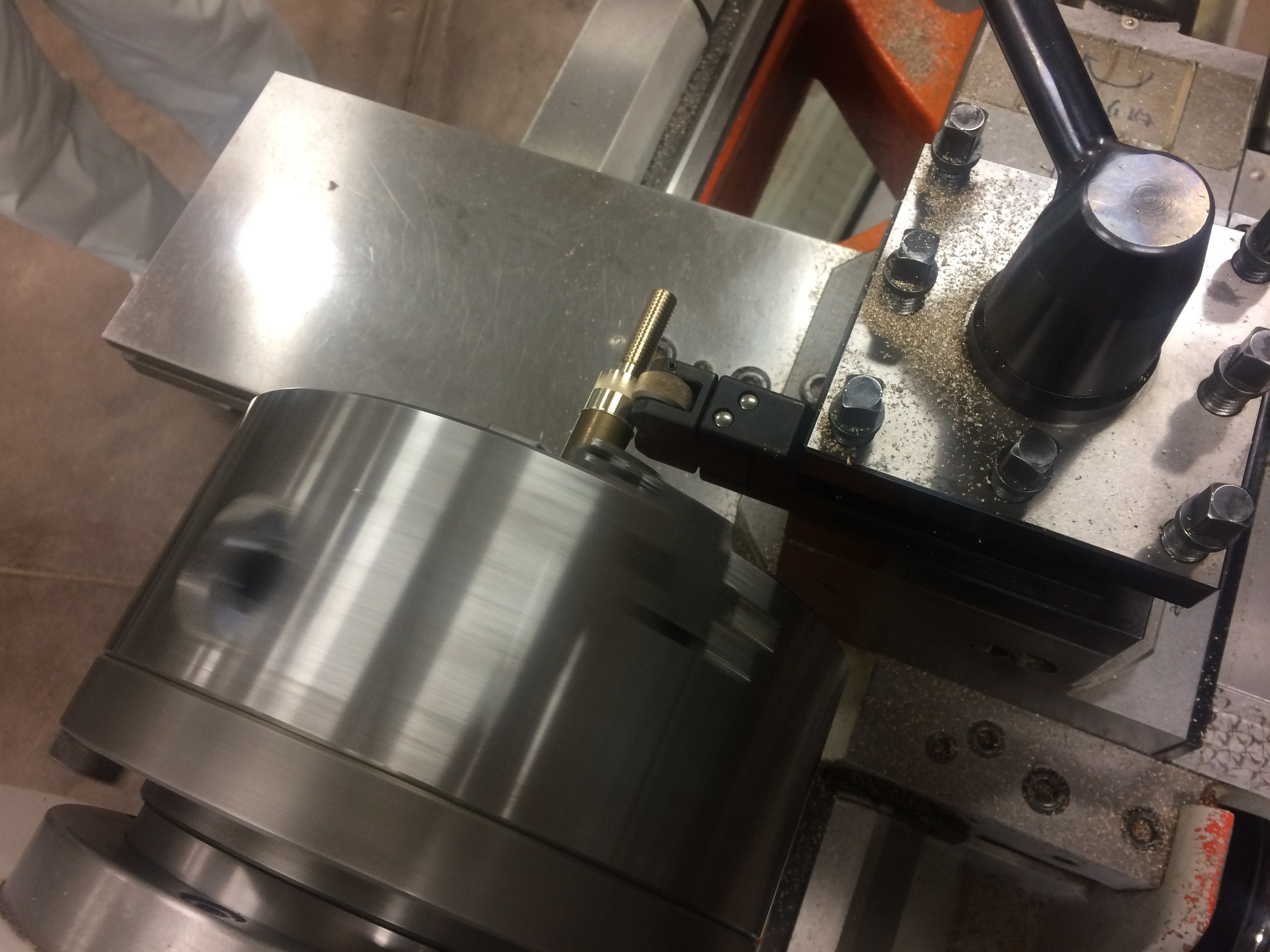
0.2で切削

最初の切削はこのようになります。
少しねじ山が見えますね。
切り込みを大きくするにつれて,はっきりとしてきます。
4回目


4回目からは縦送りも調整していきます。
1枚目横送り,2枚目縦送り
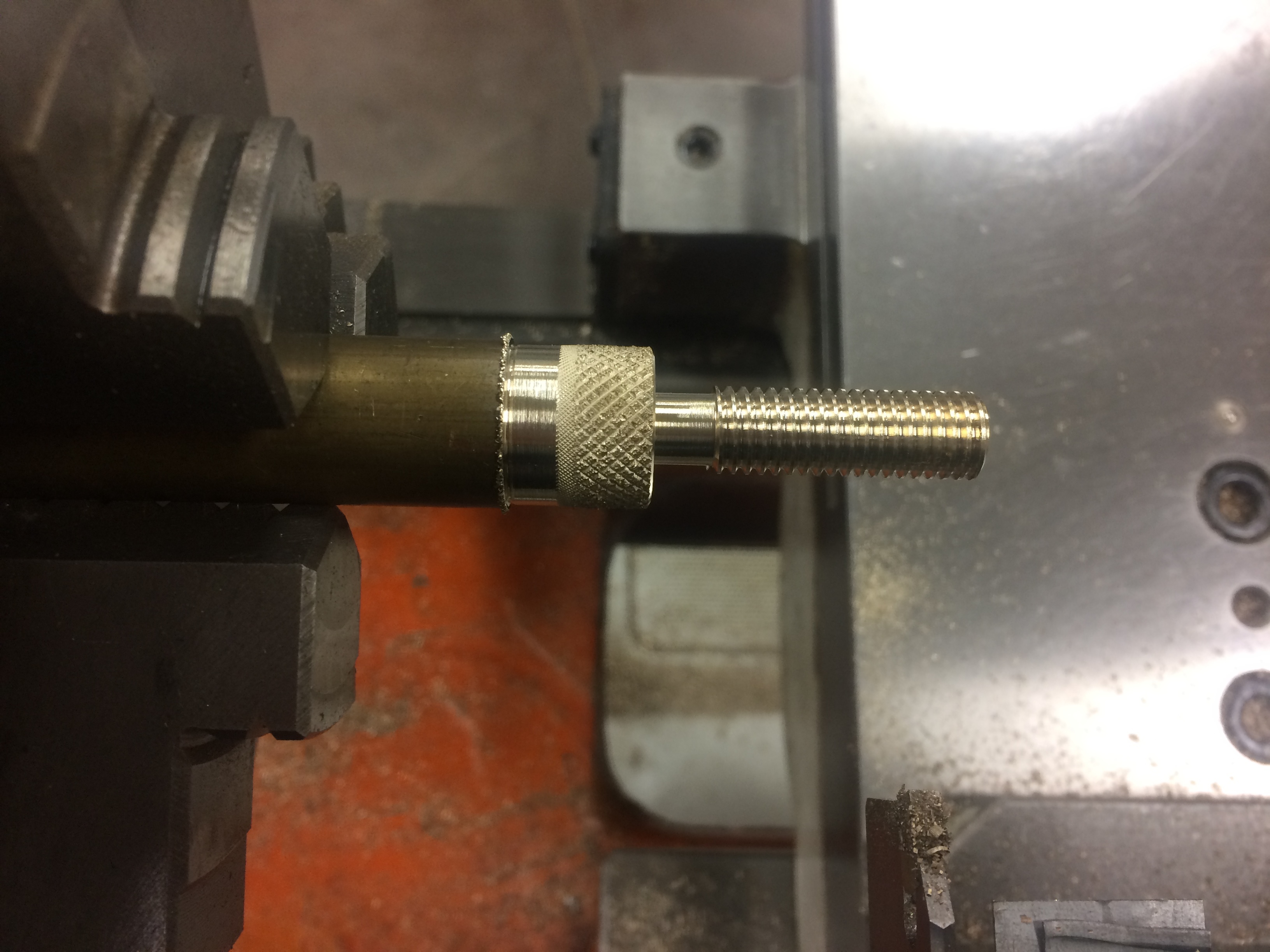
ねじ山の高さ0.92

ねじ山の高さが0.92になるとこのくらいはっきりとねじ山が見えます。
面取り

高速(今回は560)に調整し,面取りを行います。
持ち手をローレットで加工
これでねじ切り加工自体は終わりましたが,持ち手を回しやすくするためにローレット加工をしました。
あや目ローレットを使いました。
(網目がついているものをローレット,ローレットをつける黒い部分をローレットホルダといいます)
ローレットと工作物が離れてしまうと網目がズレてしまいますので,注意しながら切り込みを大きくしていきます。
網目
切り込みを大きくすると網目がはっきりしてきます。
用途によって切り込みを調整しましょう。
面取りと切り落とし
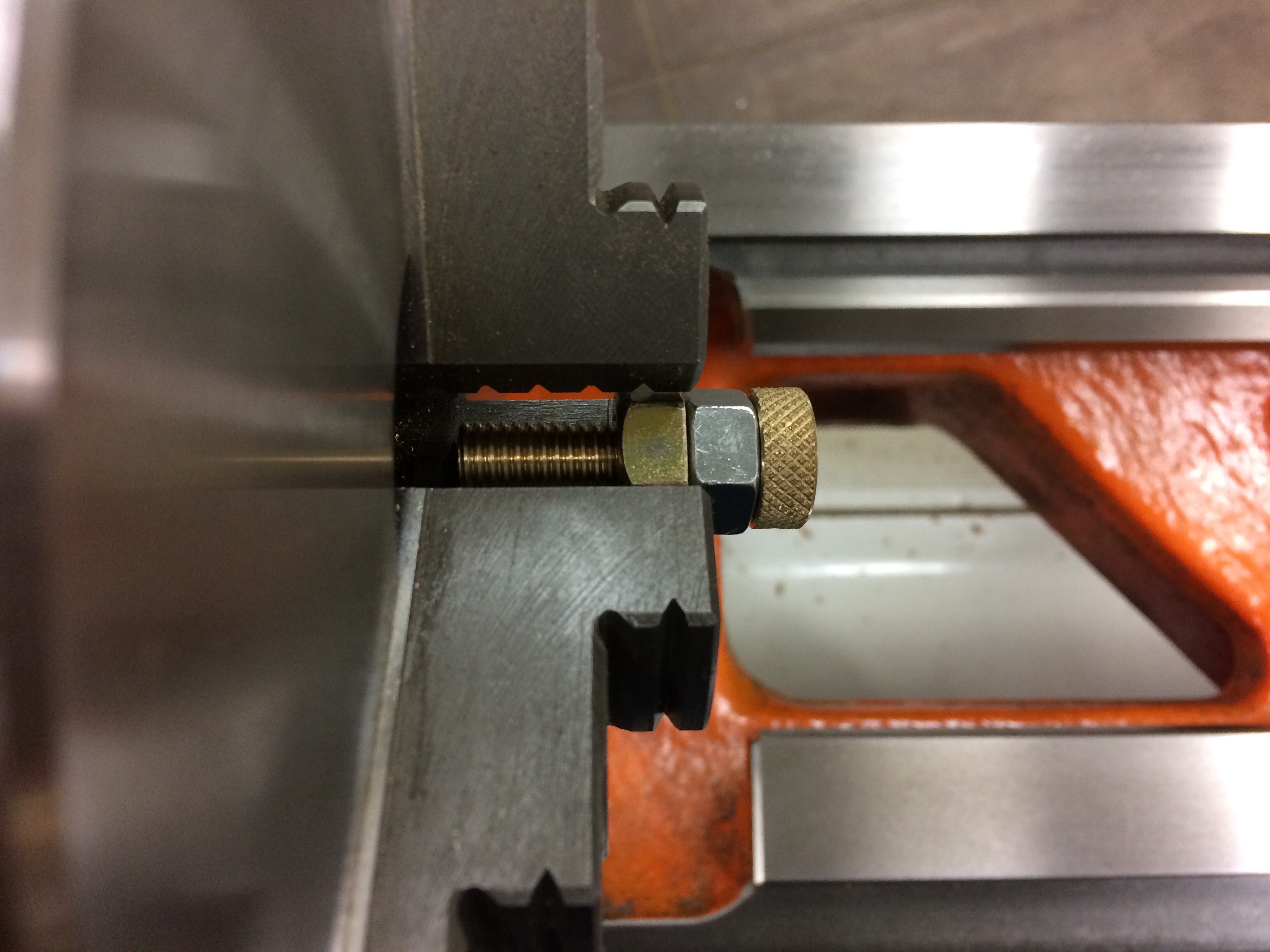
持ち手の部分の両側を面取りし,切り落とします。
切り落とした後は,ねじの部分にナットをはめ込み,バリを取ります。
完成

完成です。