検証内容
三菱ケミカル株式会社製フィラメント 2種
DURABIO(デュラビオ)

DURABIO / デュラビオは、植物由来のイソソルバイドが主原料のバイオエンジニアリングプラスチック。ビスフェノールAを原料とする従来のポリカーボネート樹脂と比較し、高い透明性、優れた光学特性などの特徴があるとともに、耐傷付き性に優れ、PC樹脂に匹敵する耐衝撃特性を示す。
推奨造形条件:
推奨造形条件:
- 温度:ノズル 225-245℃、テーブル < 100℃
- 冷却ファン:0-50%
- 造形速度:<50 mm/s
FORZEAS(フォゼアス)

FORZEAS™ /フォゼアスは、生分解性かつ植物原料ベースのBioPBS™を使用したコンパウンド樹脂。環境に優しい特性を持つ。
推奨造形条件
推奨造形条件
- 温度:ノズル 150-200℃、テーブル 加熱なし
- 冷却ファン:100%
- 造形速度:<20 mm/s(造形物形状による)
その他留意点
- 冷え固まるのが遅い材料のため、冷却ファンを回すなど冷却しやすい工夫を。
- 軟質なのでダイレクトドライブ式プリンターでの造形が好ましい。ボーデン式を使用する場合は造形速度を下げるのがおすすめ。
- ノズル温度を上げすぎると、ノズル手前でフィラメントが溶融し詰まる可能性があるため要注意。
方法
以下4種類のデータを用いて、ファブラボ鎌倉所有の3Dプリンタ2機種で造形する。
テストデータ4種(←左記より全データがダウンロード可能です)
- XYZ Cube www.thingiverse.com/thing:1278865
- Benchy Boat www.thingiverse.com/thing:763622
- Cup
- Stanford Bunny Voronoi-style www.thingiverse.com/thing:291323
3Dプリンタ
- ANYCUBIC MEGA S(ボーデン式プリンタ)
- AFINIA H400(ダイレクトドライブ式プリンタ)
パラメーター、諸注意

1-1. ANYCUBIC_DURABIOを出力
- temp=head240℃/plate60℃
- speed=50mm/s
- pitch=0.3mm
- テーブルにマステを貼って出力
1-1. ANYCUBIC_FORZEASを出力
- temp=head180/table 0
- speed=10
- pitch=0.3
2-1. AFINIA_DURABIOを出力
- temp=245/table50
- speed=50
- pitch=0.3
- 滑車式リール台を使用(添付写真)
2-3. AFINIA_FORZEASを出力
- temp=head180/table 0
- speed=10
- pitch=0.3
- テーブルにマステを貼って出力
DURABIOの検証
1. XYZ Cube

1. ANYCUBIC(0h15m)
- フィラメントの押し引きに対するレスポンスはスムーズ。
- 後述の2.AFINIAと比較すると、角の出力精度が若干劣るが、造形精度は高い。
2. AFINIA(0h18m)
- フィラメント自体の滑りが悪いので、リールからの送り出しにやや抵抗感がある。
- PLA同等に造形精度は高く、角もきれいに出力されている。
3. 比較参考:AFINIAで、PLAを使用した場合(0h16m)
2. Benchy Boat
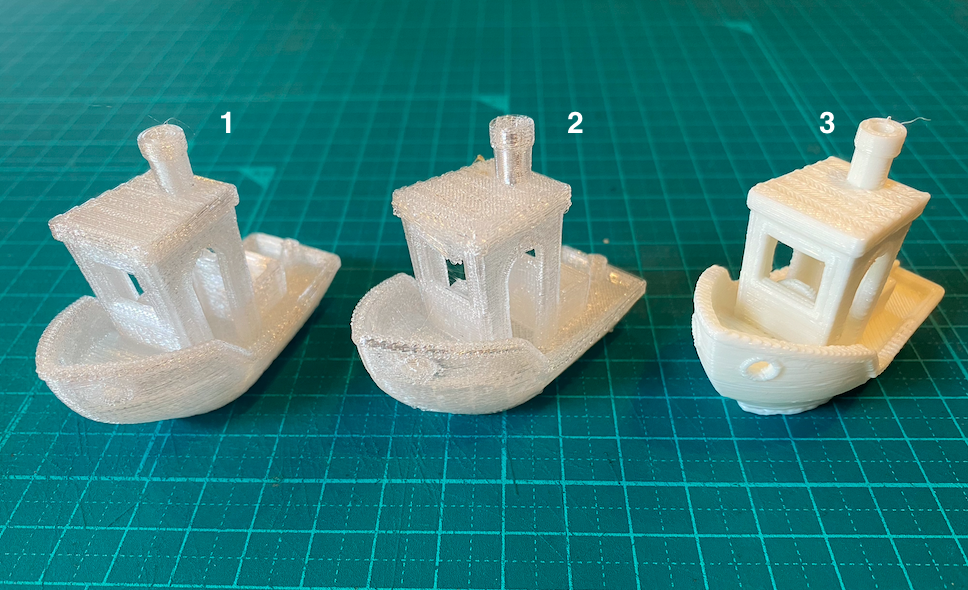
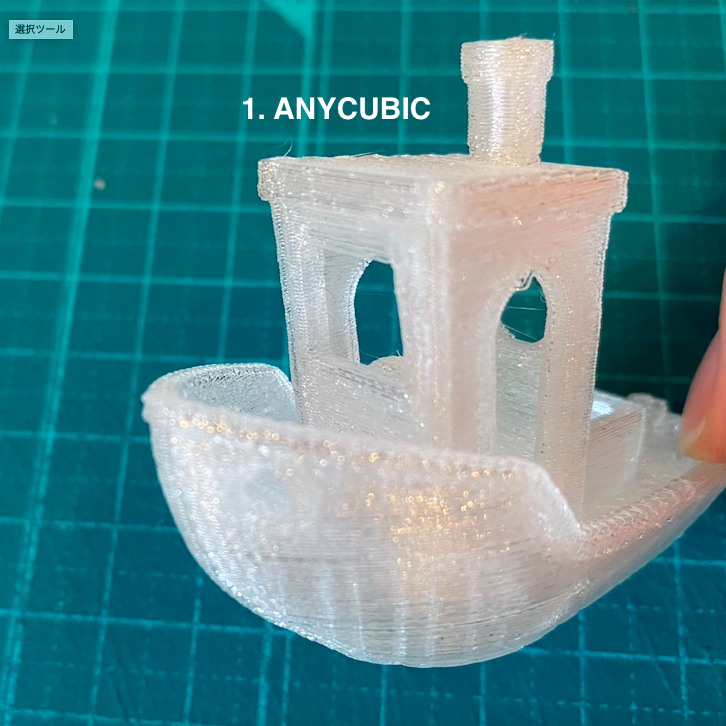
1. ANYCUBIC(0h52m)
- 平面、垂直方向、曲面の造形もきれいで、②AFINIAより精度は高いと感じた。
- フィラメントのたわみもほぼ無かった。
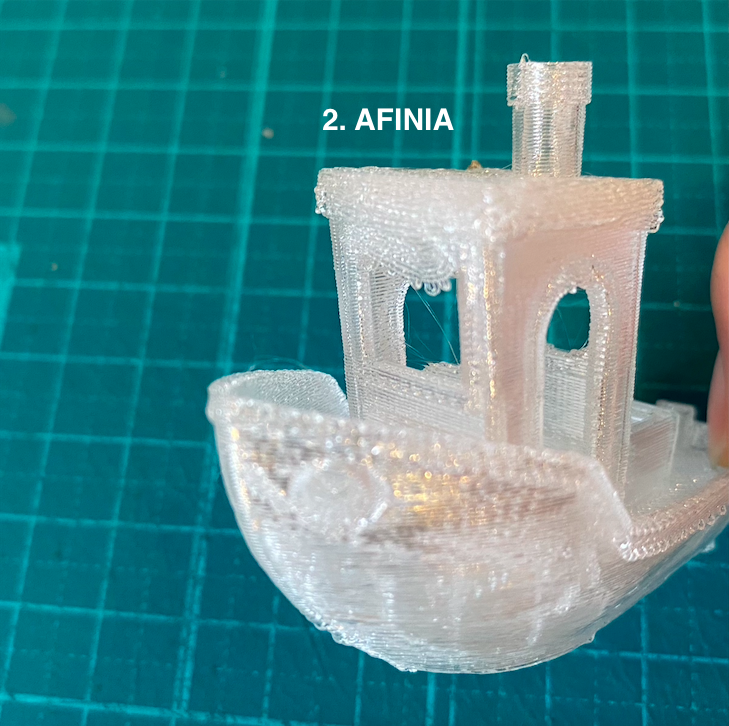
2. AFINIA(0h45m)
- 平面および垂直方向の造形も安定しているが、天井部分が若干たわんだ。
- 曲面はダイヤカットのように切り出されている印象。
3. 比較参考:AFINIAで、PLAを使用した場合(0h45m)
3. Cup
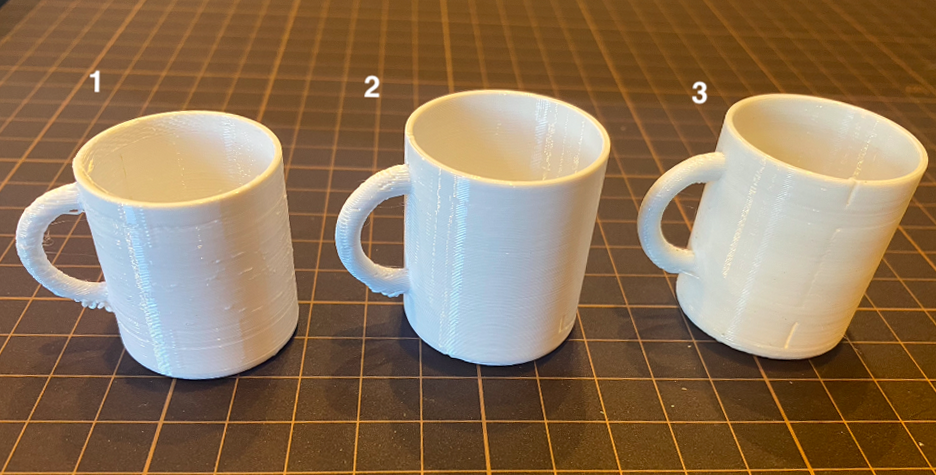
1. ANYCUBIC(0h23m)
- カップ本体は途切れなく造形できているが、所々に薄い隙間もある。カップの内側には糸引きが見られる。
- 取手部分は下層部ほど造形が乱れている。
2. AFINIA(0h22m)
- カップ本体は途切れる事なく造形できているが、わずかな隙間もいくつか見られる。
- 全体的にANYCUBICよりも精度は高いが、取手部分は造形に若干乱れもある。
3. 比較参考:AFINIAで、PLAを使用した場合(0h27m)
FORZEASの検証
1. XYZ Cube
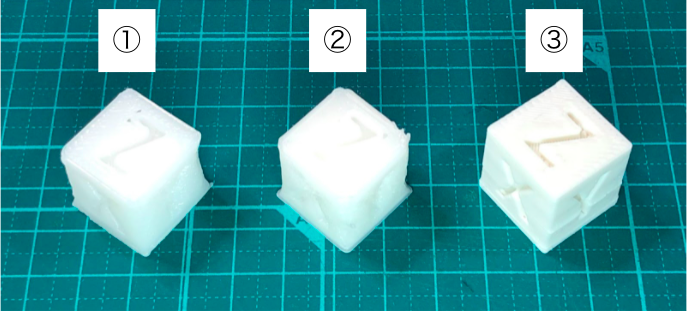
1. ANYCUBIC(2h)
- フィラメントの押し引きに対するレスポンスが悪く角が出ない。
- 垂直面にあるX,Yの文字は不鮮明。
2. AFINIA(1h)
- ANYCUBICより造形精度は高いが、やはり角の出方が悪い。
- X,Yの文字の出方は少し改善されている。
3. 比較参考:AFINIAで、PLAを使用した場合(0h16m)
2. Benchy Boat


1. ANYCUBIC:未検証
2. AFINIA(2h35m)
- 平面的な部分の造形は安定しているが、垂直方向に延びる柱や壁の造形が難しい。
- フィラメントの固まる速度が遅いため、断面積が小さい柱部分は造形中に下の部分が揺れ動いてしまい精度よく造形できない。
3. 比較参考:AFINIAで、PLAを使用した場合(0h45m)
3. Cup
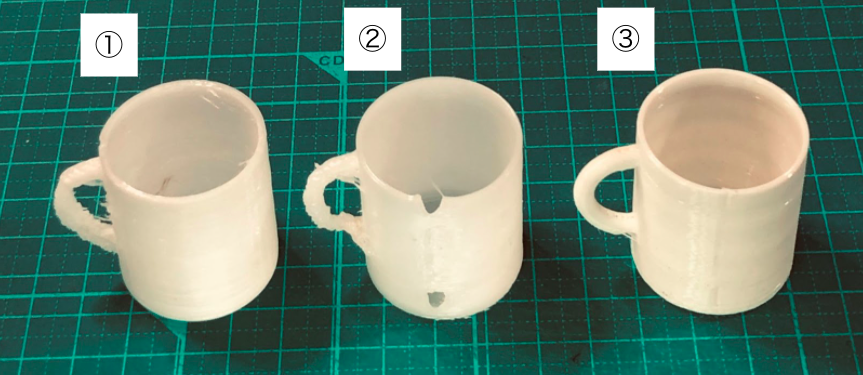
1. ANYCUBIC(1h46m)
- 取っ手部分は造形が乱れているがカップ本体は途切れなく造形できているように見える。
- ただしカップ本体に所々薄い隙間がありフィラメント供給が追いつかないことがあるように思われる。
2. AFINIA(1h)
- カップ本体の造形方向が変わる部分に大きな隙間ができている。
- 急激なフィラメント送りに追従できないのが原因か。
3. 比較参考:AFINIAで、PLAを使用した場合(0h27m)
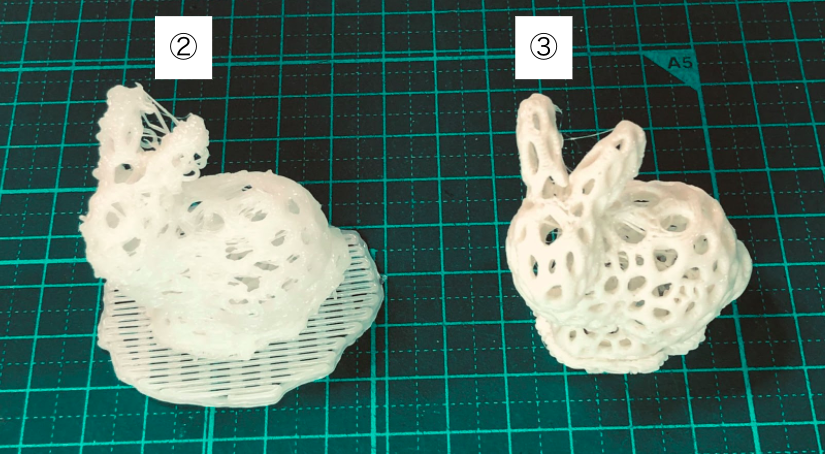
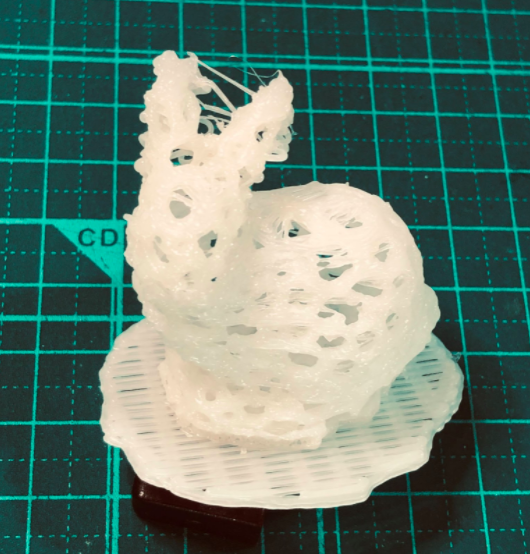
4. StanfordBunny Voronoi style
1. ANYCUBIC:未検証
2. AFINIA(2h)
- フィラメントの糸引きや造形の乱れが見える。原因は固まる速度の遅さと思われる。
3. 比較参考:AFINIAで、PLAを使用した場合(0h45m)