手順
- 3Dデータを作る。もしくは、ダウンロードする。
- データ形式をSTLに変換する。
- そのSTLデータをUSBメモリなどに入れる。
- SCOOVO studio起動。SCOOVO電源入れる。
- 「かんたん設定」の「プリンタ操作」タブよりエクストルーダとベッドプリントをクリックし温度を上げる。
- 出力したいデータをタブ「Gコード作成」より、開く
- 「Gコード作成」タブより出力設定を選択する
- 設定を確認したら「Gコード作成」タブよりGコード作成
- 「印刷」タブより印刷実行クリック
- 温度が上がりきると、自動的に開始
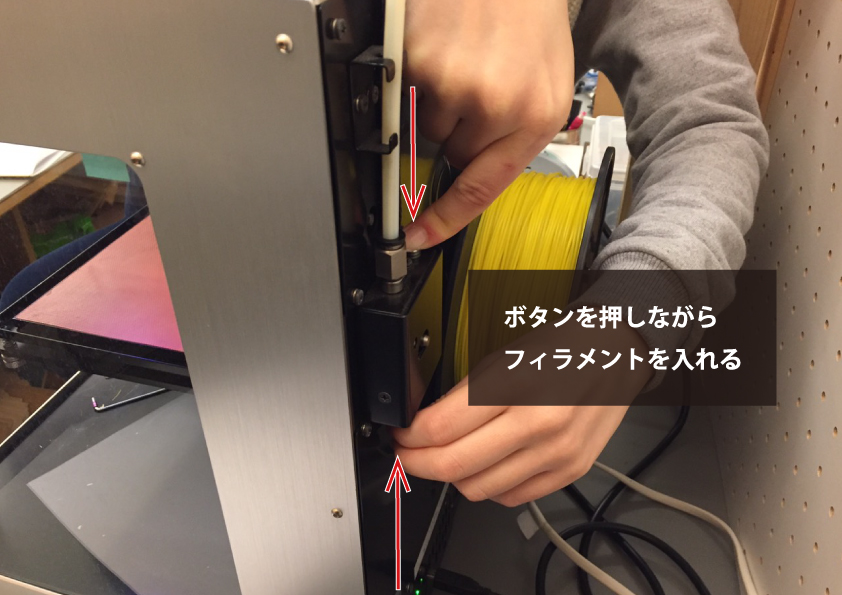
※フィラメントを替える時は、温度が上がっ状態で取り替える
データの出力
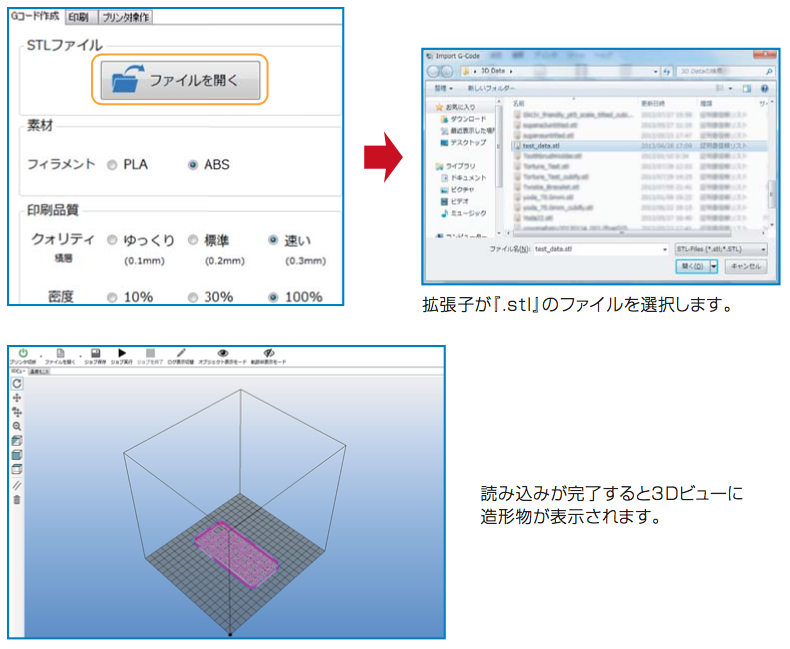
1.STLファイルを読み込む
1.STLデータが入ったUSBメモリをPCにさす。
2.Gコード作成タブより「ファイルを開く」ボタンから、USBのSTLデータを選択する。(画像参照)
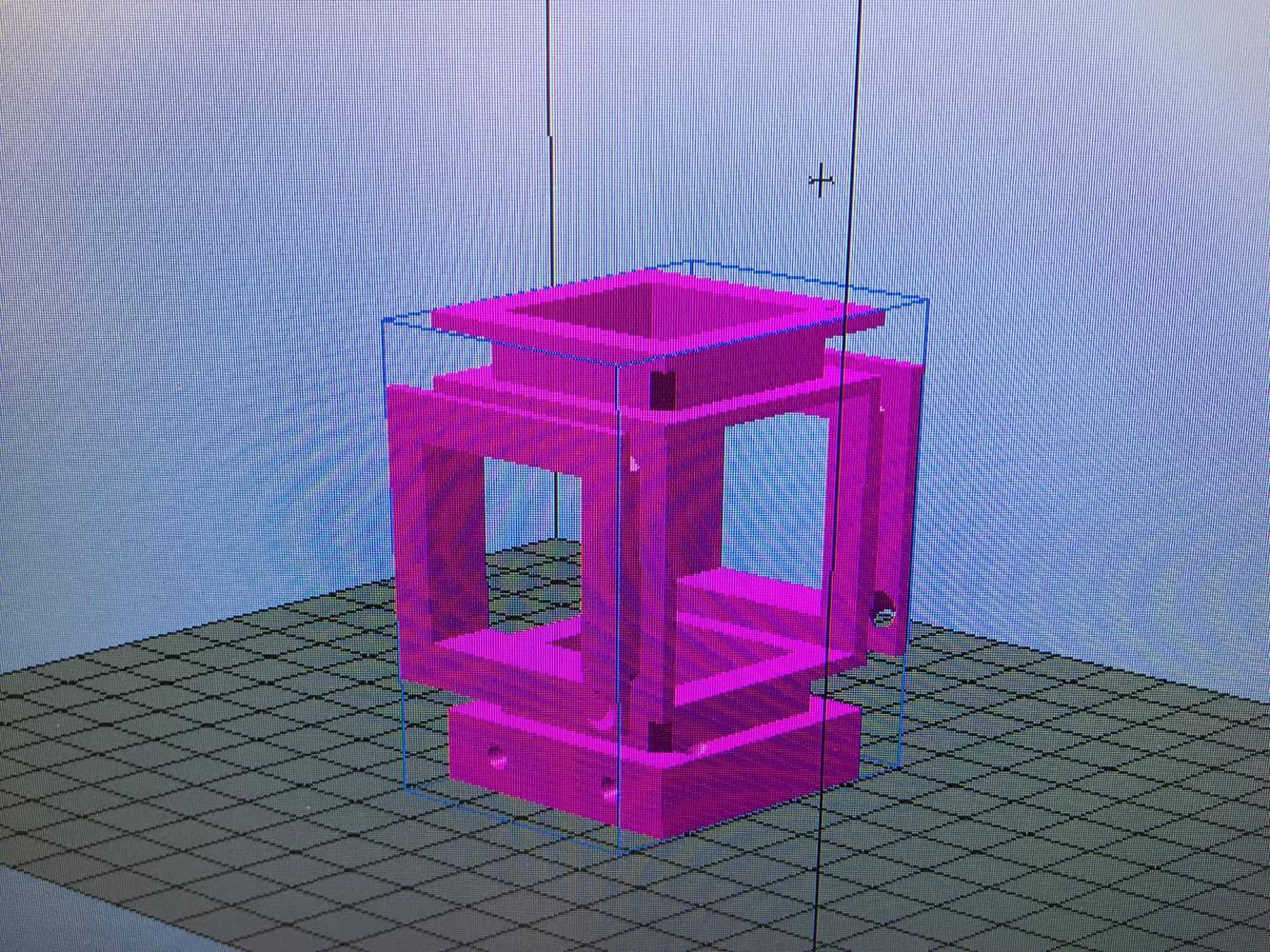
※表示された造形物が複数色で表示されている場合は、面が裏になっていたり、オブジェクト内部 に余分な面や線のデータがあるなど、STLファイル自体に何らかのエラーが発生している可能性 があります。そのまま造形する事も可能ですが、うまく造形できない場合があるので、プリント 前 に S T L フ ァ イ ル を チ ェッ ク す る 事 を お す す め し ま す 。
2.Gコード作成タブより「ファイルを開く」ボタンから、USBのSTLデータを選択する。(画像参照)
※表示された造形物が複数色で表示されている場合は、面が裏になっていたり、オブジェクト内部 に余分な面や線のデータがあるなど、STLファイル自体に何らかのエラーが発生している可能性 があります。そのまま造形する事も可能ですが、うまく造形できない場合があるので、プリント 前 に S T L フ ァ イ ル を チ ェッ ク す る 事 を お す す め し ま す 。
2.オブジェクトの位置・方向・大きさを調整する
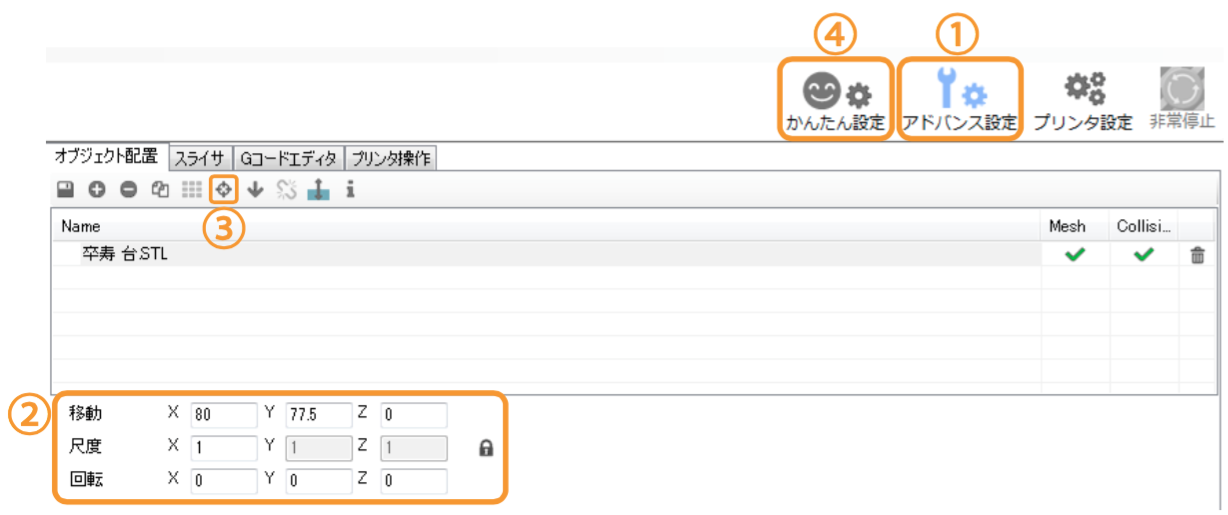
①「アドバンス設定」を開く。
② 位置、尺度、回転などを調整する。
③「オブジェクトを中央に移動」ボタンを押す。
④「かんたん設定」に戻る。
② 位置、尺度、回転などを調整する。
③「オブジェクトを中央に移動」ボタンを押す。
④「かんたん設定」に戻る。
3.印刷品質を選択する。
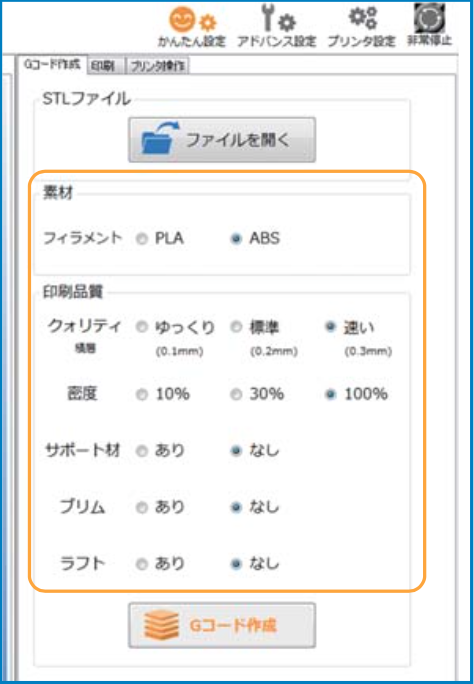
フィラメント:使用するフィラメントの素材を選択する
SCOOVOの場合はPLA推奨。ABSだと綺麗にでない。
ク ォ リ テ ィ : オ ブ ジ ェ クト の プ リ ント 品 質 を 選 択 する
密度 :オブジェクトの密度を選択する
サポート材 :オブジェクトの空間部分を支える補助材をつけるか 選択する
ブリム :オブジェクトをプリントベッドへ固定しやすくするための 補助材を敷くか選択する
ラフト :オブジェクトの転倒防止および反り防止のため、縁を つけるか選択する
ク ォ リ テ ィ : オ ブ ジ ェ クト の プ リ ント 品 質 を 選 択 する
密度 :オブジェクトの密度を選択する
サポート材 :オブジェクトの空間部分を支える補助材をつけるか 選択する
ブリム :オブジェクトをプリントベッドへ固定しやすくするための 補助材を敷くか選択する
ラフト :オブジェクトの転倒防止および反り防止のため、縁を つけるか選択する
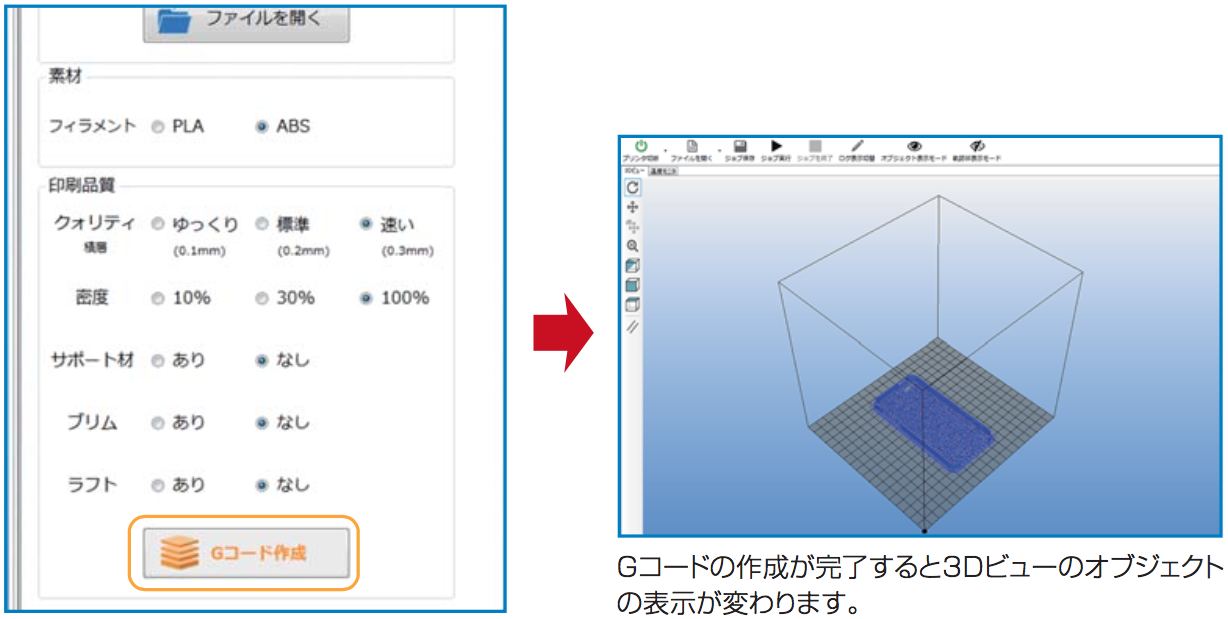
4.Gコード(プリント用データ)を作成する
5.Gコードファイルを保存する
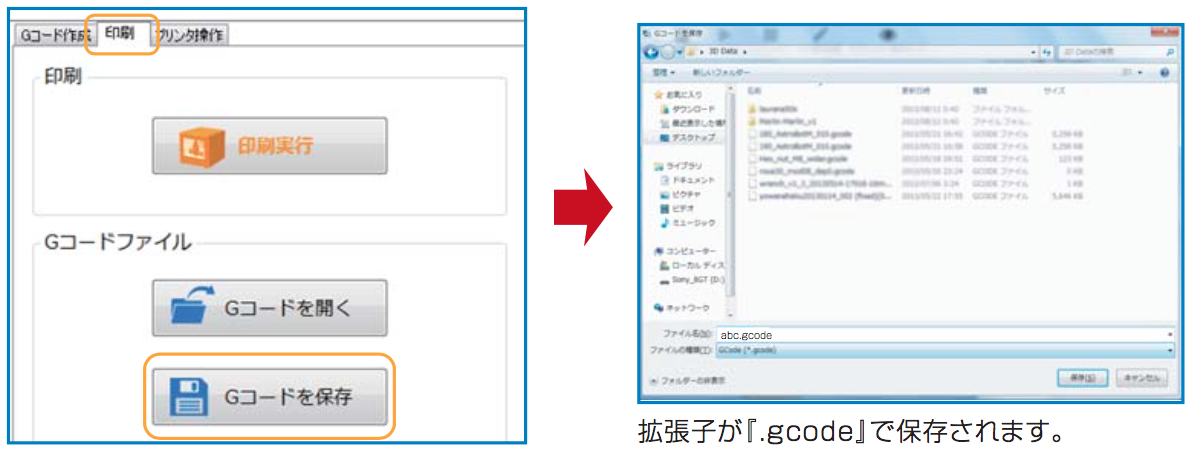
(保存しなくても、出力はできる。)
6.印刷(出力)する
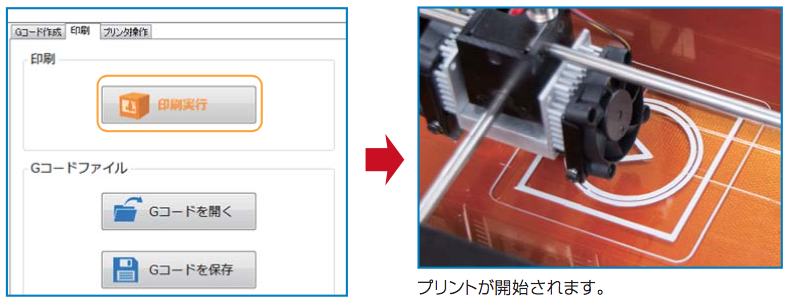
- 『印刷実行』を押す(ノ ズ ル や プ リ ン ト ベ ッ ド の 温 度 が 低 い 場 合 や 、 プ リ ン ト す る オ ブ ジ ェ ク ト に よ っ て は 、『 印 刷 実 行 』 ボ タ ン を押してからプリント開始まで数分かかることがあります。)
- 印刷の最初はフィラメントが出にくいことがあるので、その場合は3Dプリンター背後からフィラメントを押し出してやると良い
ベッドのテープ交換(必要な時のみ)
テープが傷ついている時は、張り替える必要がある。
1.ベッドのガラス板を取り外す
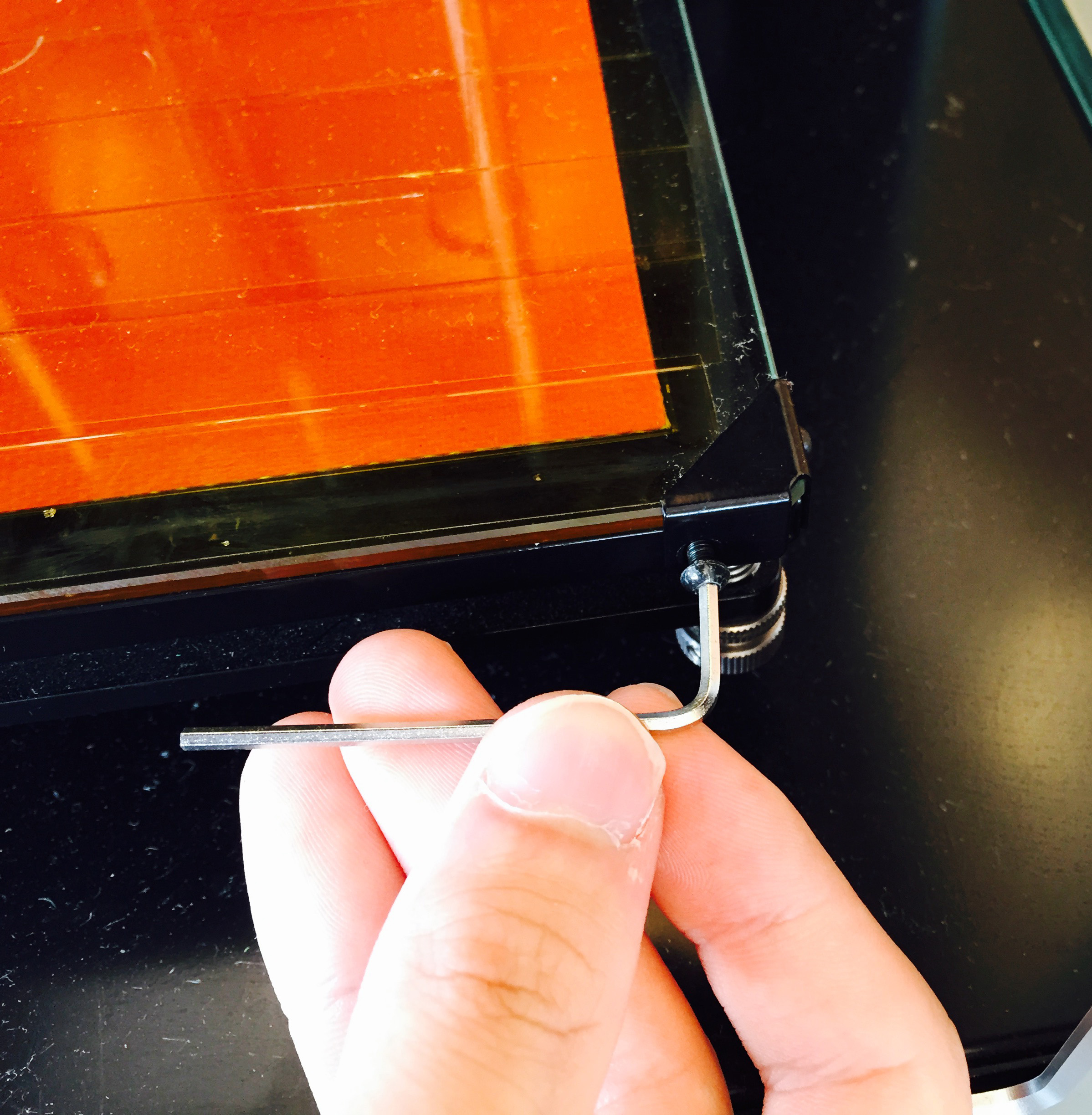
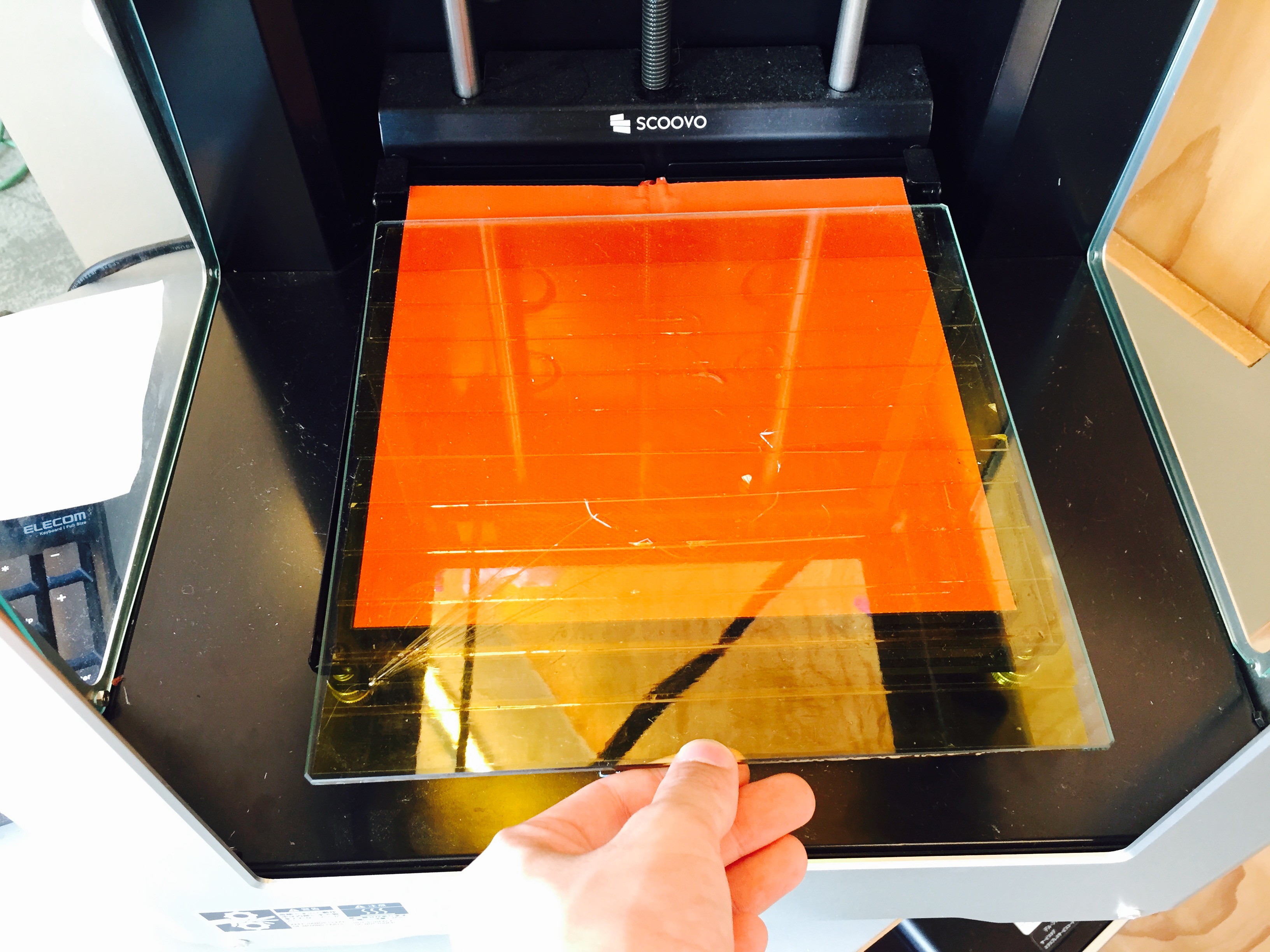
- ガラス板を固定している黒い金具(手前側のみ)を、六角レンチで取り外す。
- ガラス板をスライドして引き出す。
2.貼ってあるテープを剥がす
3.新しいテープを貼る

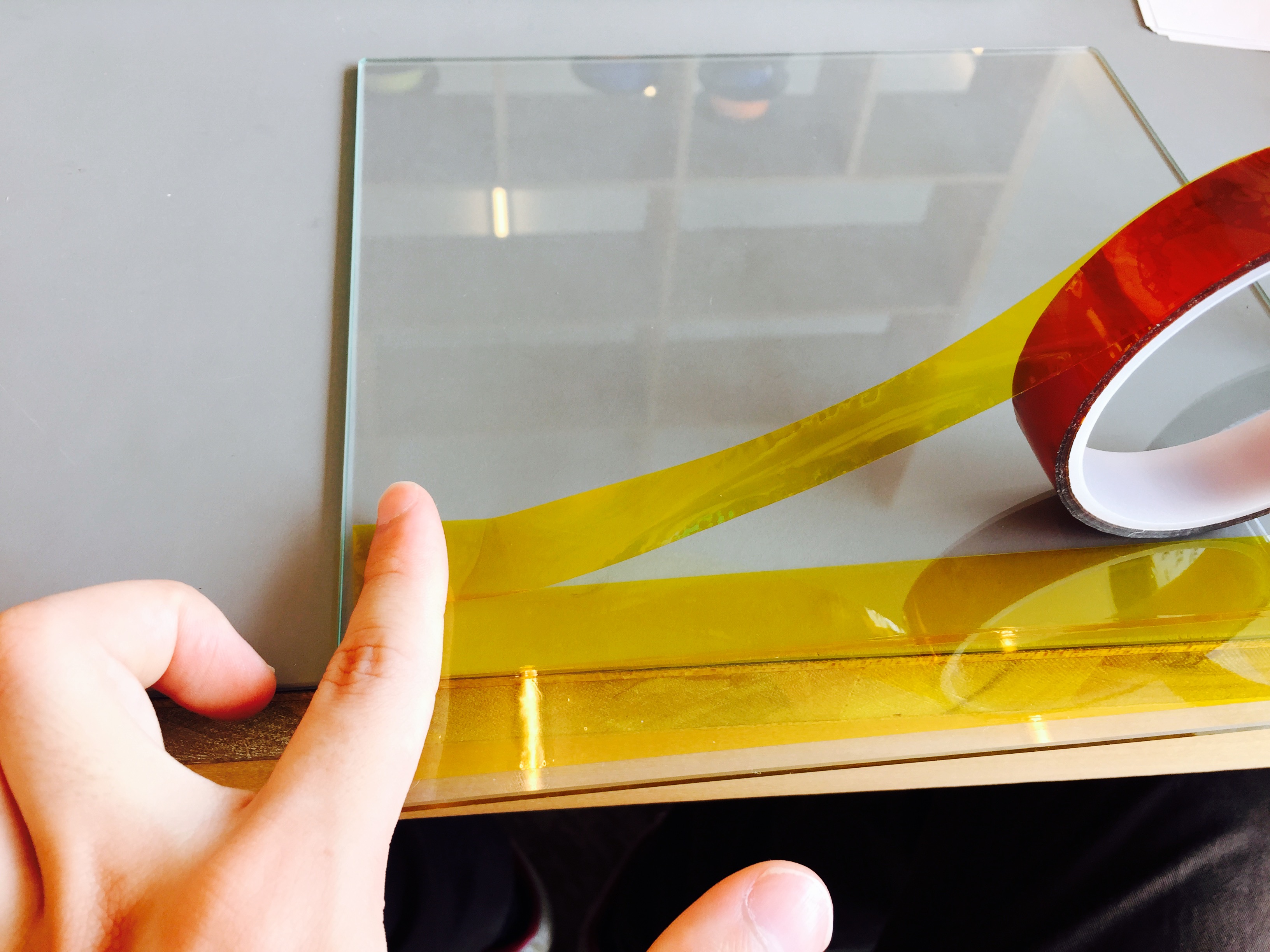
- ガラス板表面が汚れていたら、きれいにする。(養生テープなどでホコリをとる)
- 気泡が入らないようにテープを貼る。(二枚目の写真のように、指の腹で端のほうから順に貼っていくと上手くいく)
4.ガラス板を元に戻す
データ読み込めない時
データ不具合あり
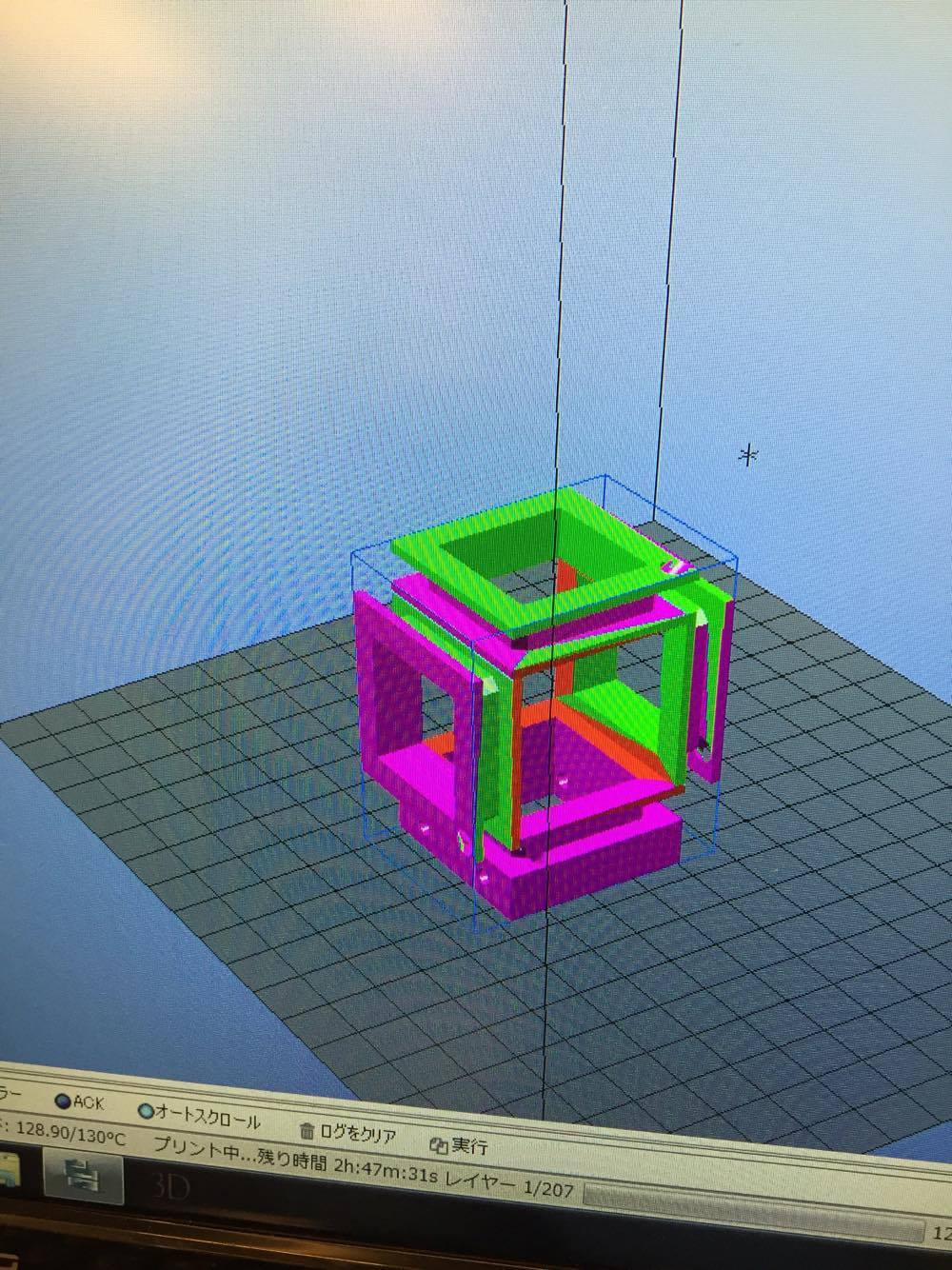
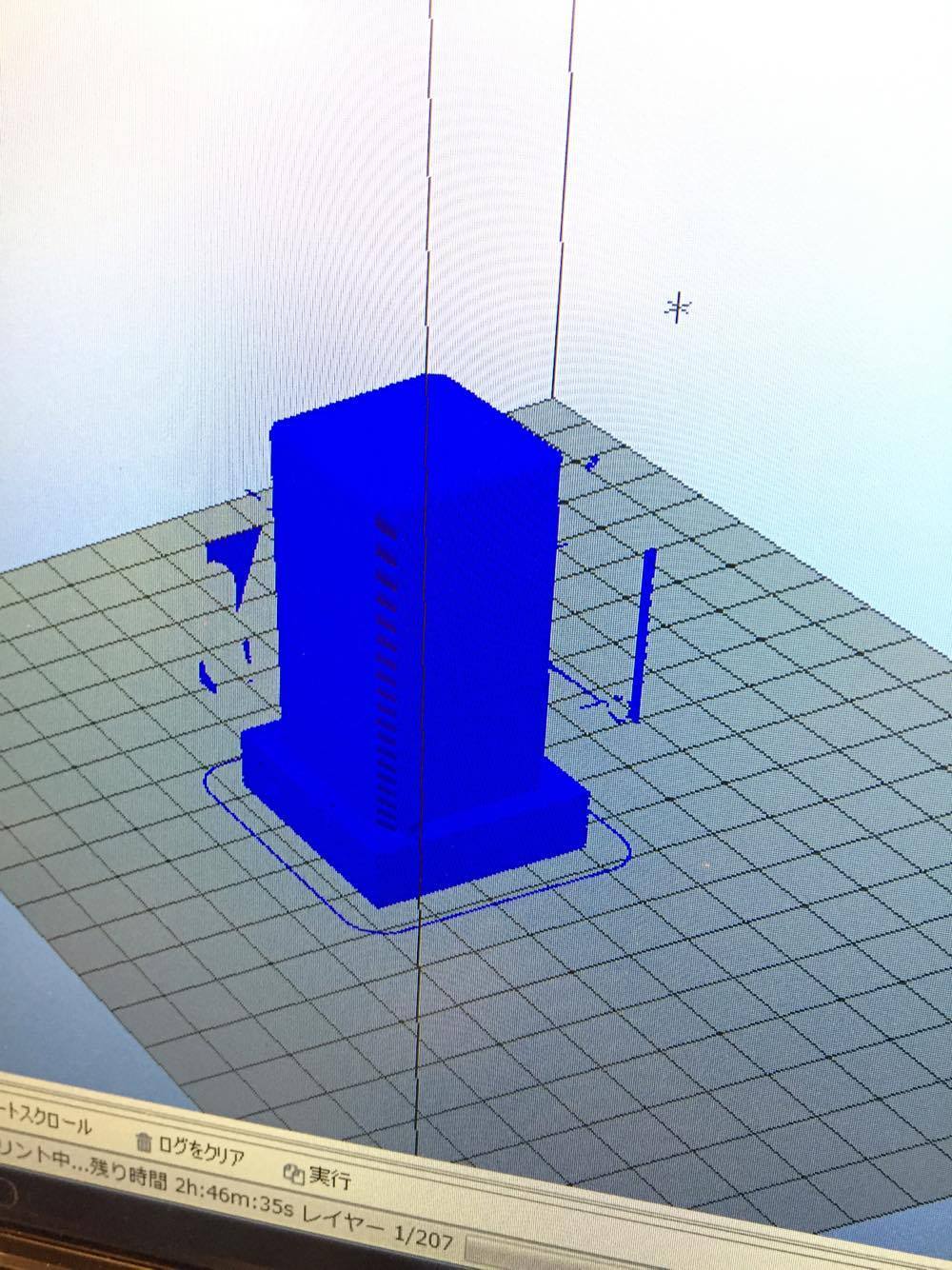
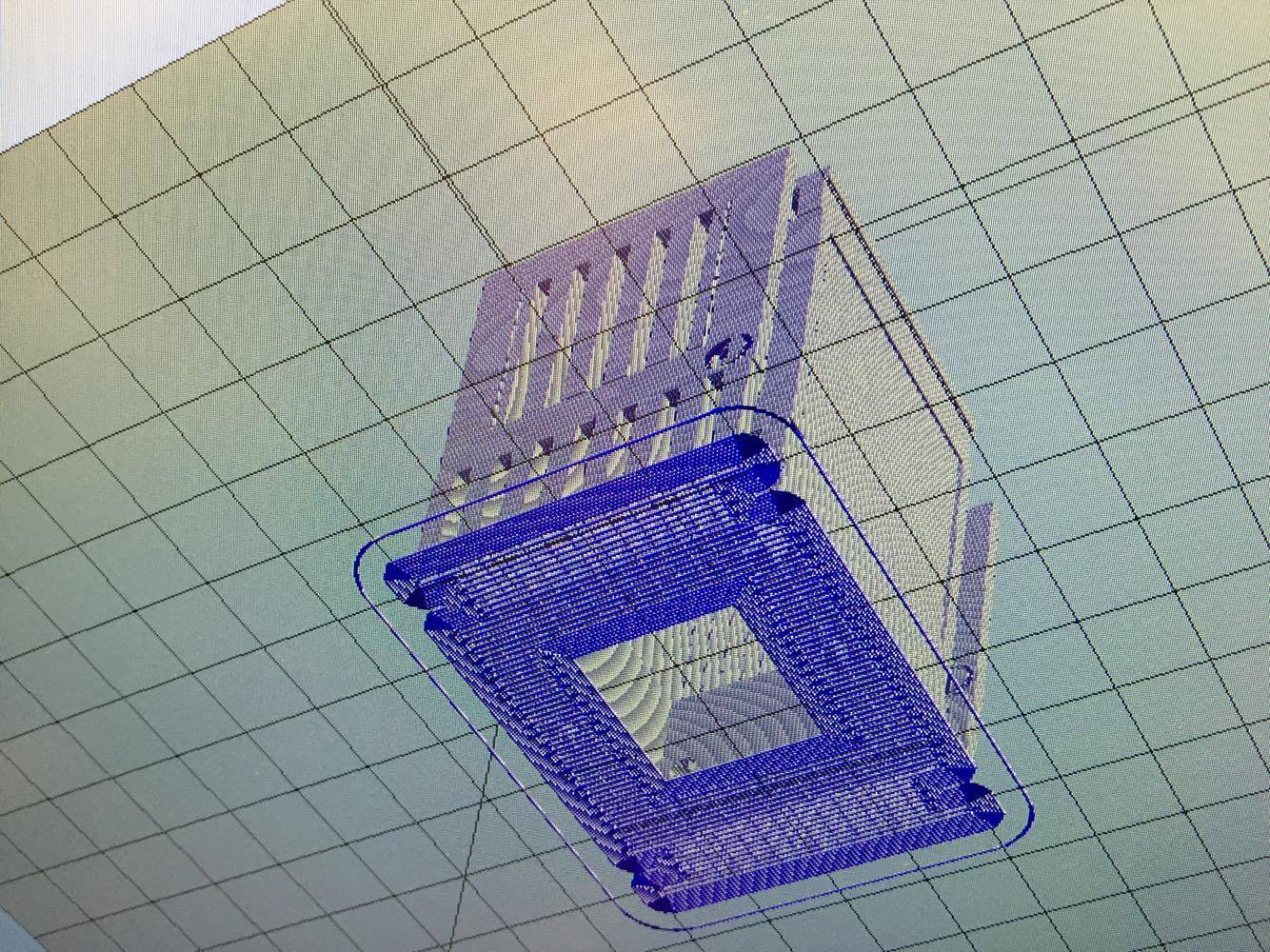
データの色が何色も混じっている場合、Gコード作成した時にデータ通りの形にならない可能性がある。写真のように、バラバラになっている。
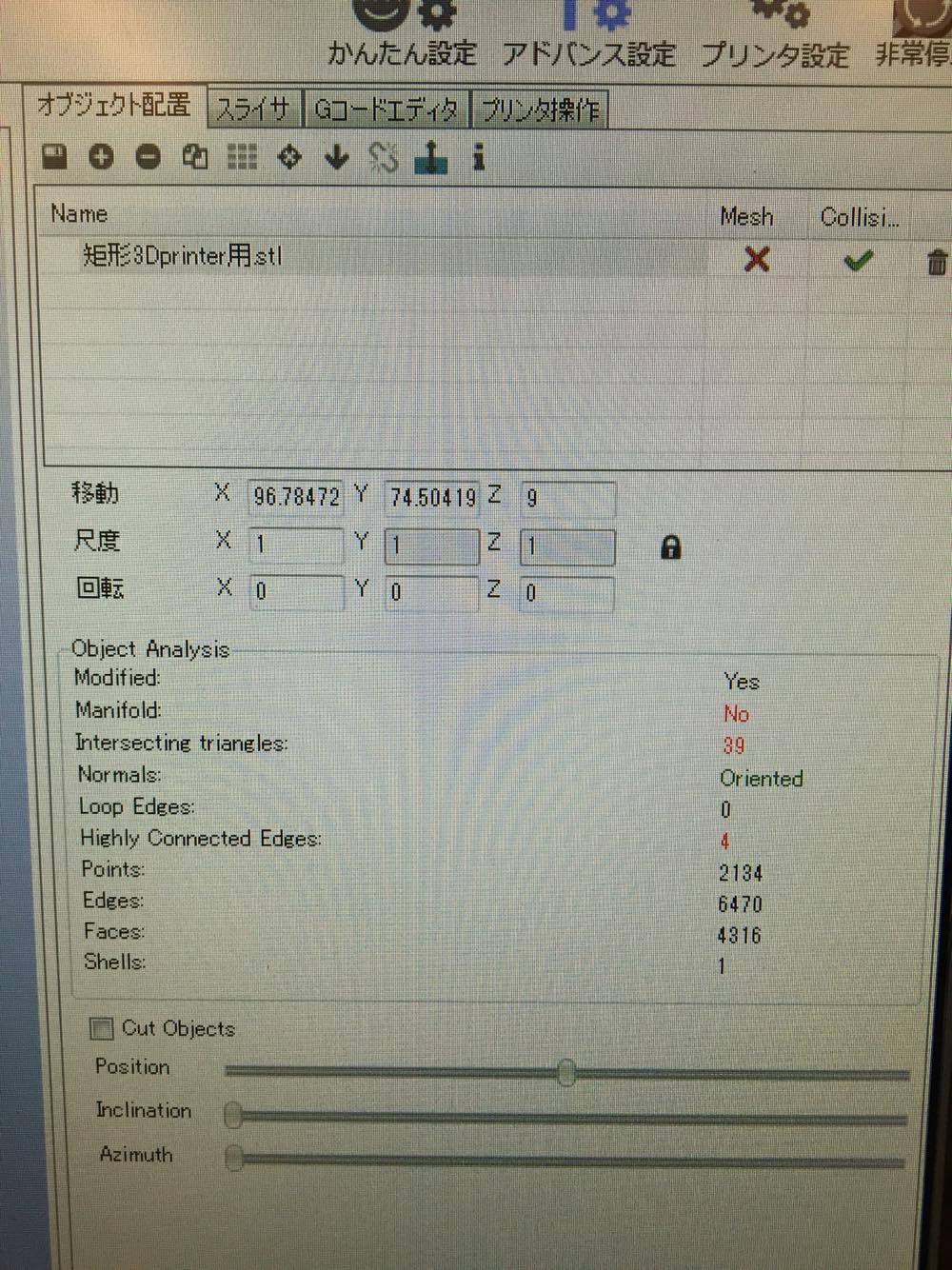
アドバンス設定でも確認する。赤文字はエラーなので、データに不具合がある。
PLAとABSの違い
3Dプリンタのフィラメントには、PLAとABSという種類があります。
PLAとABSのそれぞれ目的にあわせてフィラメントを変えていきます。※SCOOVOの場合は、ABSだと綺麗に出力されないのでPLAを推奨
PLA(ポリ乳酸)
温度: 180~200℃(エクストルーダ) / 60℃以上(プリントベッド)
性能: PLAは溶けるとくっつきやすく、伸びやすい。ほとんど収縮することが無いので、ベッドから浮いたり、割れ・歪みがない。造形後の加工ができない。(塗装やすりがけなど)
強度: ABSに比べるとやや脆い。一部欠けたり割れたりすることが多い。
匂い: 甘い
いつ使うか:主にプロトタイプ。何か試作したいとき、どういう形状かみたいとき。生分解性なので、リサイクルできる。
使うべきでない:60℃以上になるものを入れるような場合は、変形する。また、耐久性が必要なものも、破損してしまう可能性がある。
使うべきでない:60℃以上になるものを入れるような場合は、変形する。また、耐久性が必要なものも、破損してしまう可能性がある。
ABS(アクリロニトリル・ブタジエン・スチレン)
温度: 210℃~240℃(エクストルーダ) / 80℃以上(プリントベッド)
性能: ABSは冷えると縮む。反りやすい。アセトン処理ができるので、ツヤと光沢がだせる。積層面をなめらかになる。造形後の加工(塗装ややすりがけ)など可能。
強度: 圧力をかけても、柔軟性があるので折れることなく曲がる。耐熱性・耐衝撃性・柔軟性がある。
匂い: 有害そうなにおい。
いつ使うか:落としたりする可能性のあるもの。強度を求められるもの。熱い環境で使うもの。
使うべきでない:スマホのケースの様に、底面の表面積が多いもの。加工中に沿ってしまう。
使うべきでない:スマホのケースの様に、底面の表面積が多いもの。加工中に沿ってしまう。
3Dプリンタの調整
データ出力の前に、プリントベッドを平行に調整する必要がある。
※出力してみて、上手くフィラメントがでないときのみ調整。
毎回調整する必要はない。
1

- 専用PCと3Dプリンタの電源を入れる。(3Dプリンタの電源は裏にある)
- 「SCOOVO Studio」というソフトを起動する。
- 画面左上のボタンでプリンタと接続する。
- 「プリンタ操作」タブを開く。
- ホットエンドとプリントベッドが待機状態で、温度が下がっていることを確認する。
- ベッド下の四隅のアジャストスクリューを回し、プリントベッドを下げる。(画像参照)
2
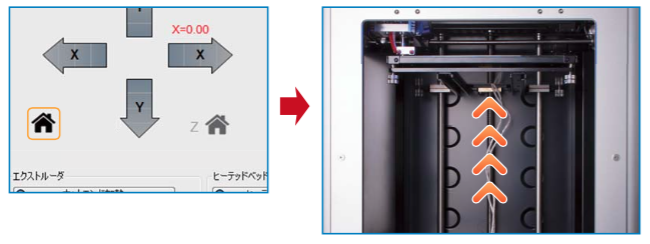
エクストルーダヘッドとプリントベッドをホームポジションに移動させる。
3
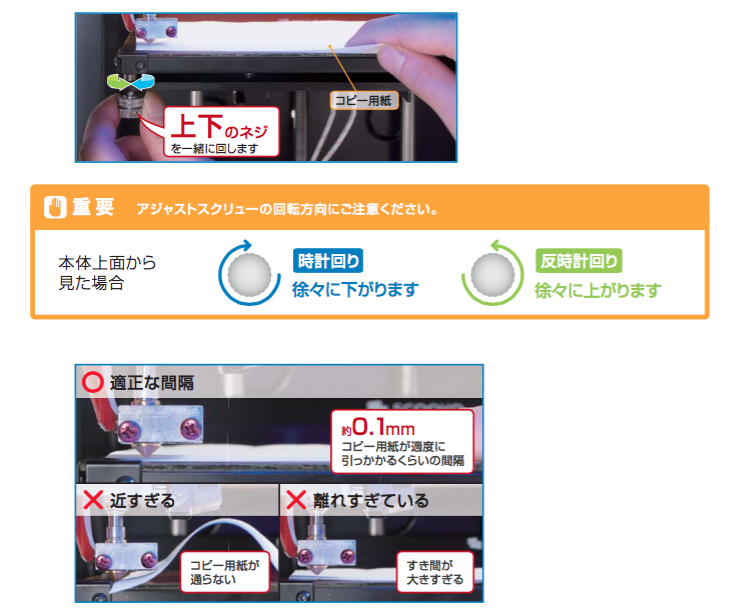
ア ジ ャ ス ト ス ク リ ュ ー を 回 し 、プ リ ン ト ベ ッ ド と ノ ズ ル の 間 隔 を 調 整 する。
4
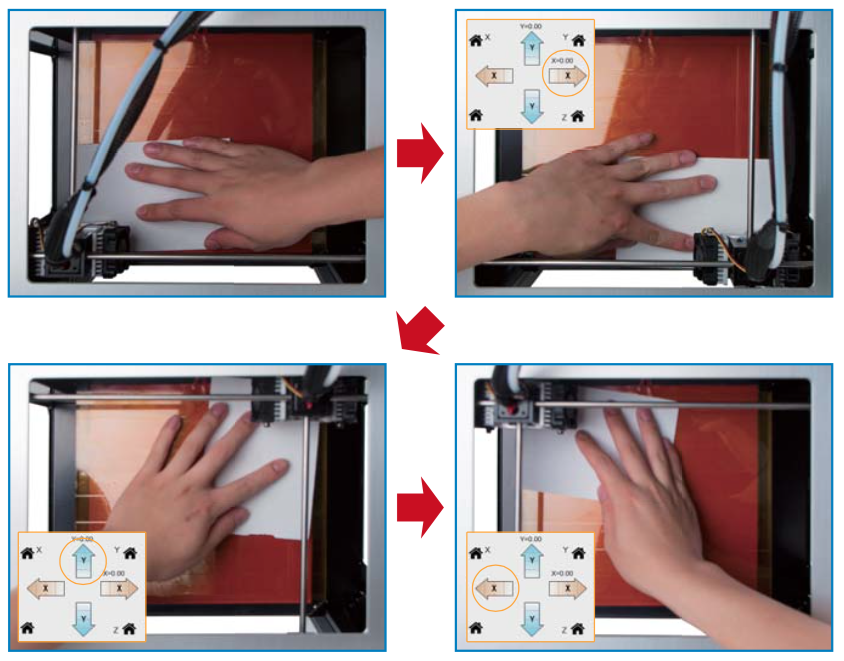
エ ク ス ト ル ー ダ ヘ ッ ド を 動 か し な が ら 、プ リ ン ト ベ ッ ド 四 隅 の 間 隔 を 調 整 する。
5
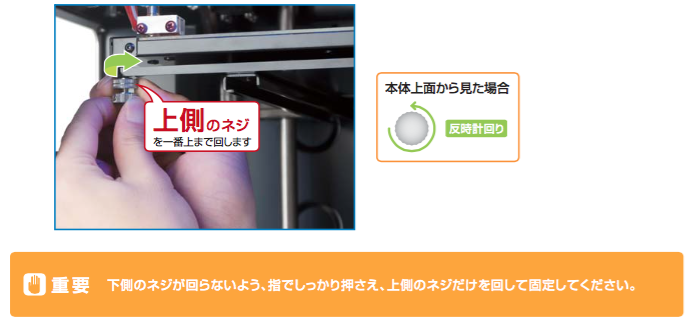
適正な間隔に調整できたら、プリントベッドの高さをロックする。
Z軸の調整が必要な時


左の星はZ軸調整前
右の星はZ軸調整後
写真のように表面が粗く、綺麗に積層されていない時にZ軸を調整する。
調整するだけで、同じものでもここまで差がでる。
また、出力中のエクストルーダの温度によって表面の粗さも変わってくるので、温度も確認してみる。
綺麗に印刷するための工夫
ブリム・ラフト・スカート
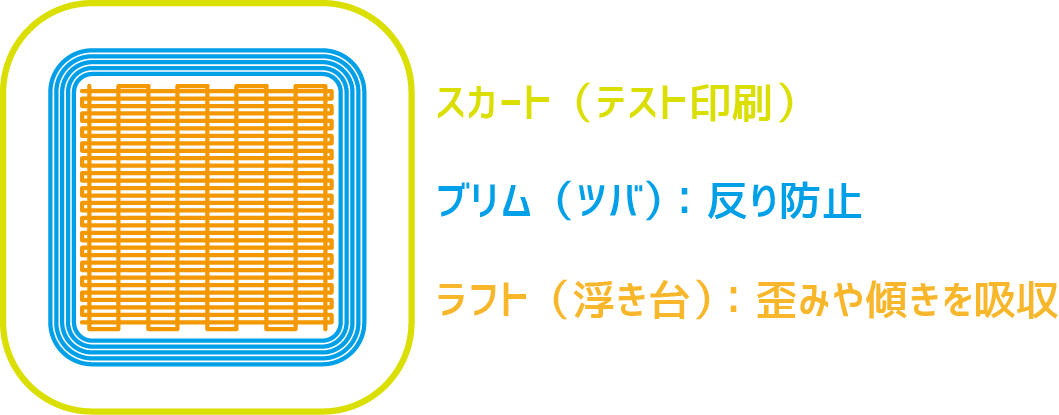
ブリム:ツバ。造形物の外枠に沿って何重にも出力し、面積を広くする部分のこと。反り防止の為につける。
ラフト:浮き台。ベッドに綺麗に付着させたい時につける。印刷後は手でとれる。出力が終わってすぐだと剥がれやすい。
スカート:テスト印刷。造形物の周りを一周する。