始める前に
※わからないことがある場合はスタッフさんに尋ねましょう!安全第一!
このレシピはFabLabHiratsukaの環境に最適化されています。
Illustratorでの製図
切り出したいデータを作成します。
ここではFab常設のパソコンを使用して進めていきます。
2-2.新規ドキュメントの作成
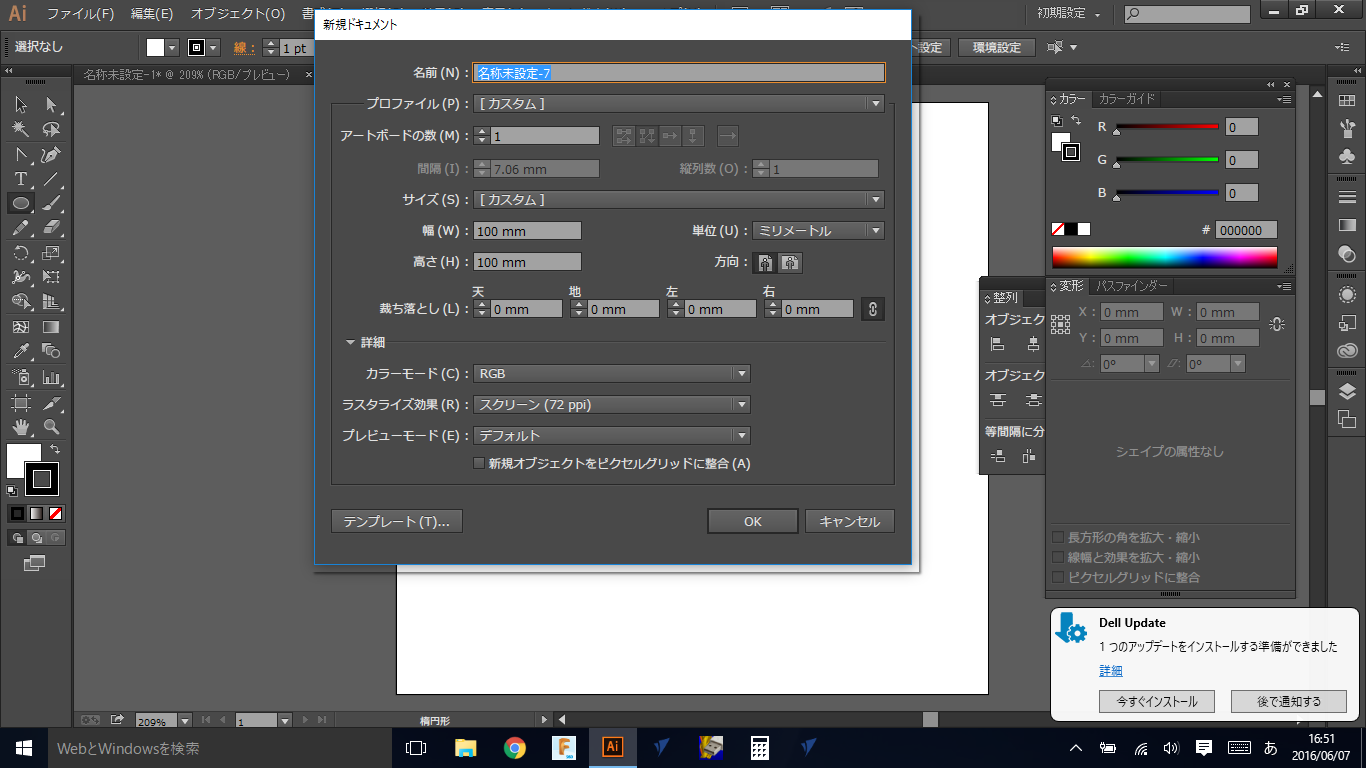
左上の"ファイル"→"新規"を押し、新規ドキュメントを作成します。
そして数値を設定し"OK"を押します。
2-3.切り出したい形を作図する
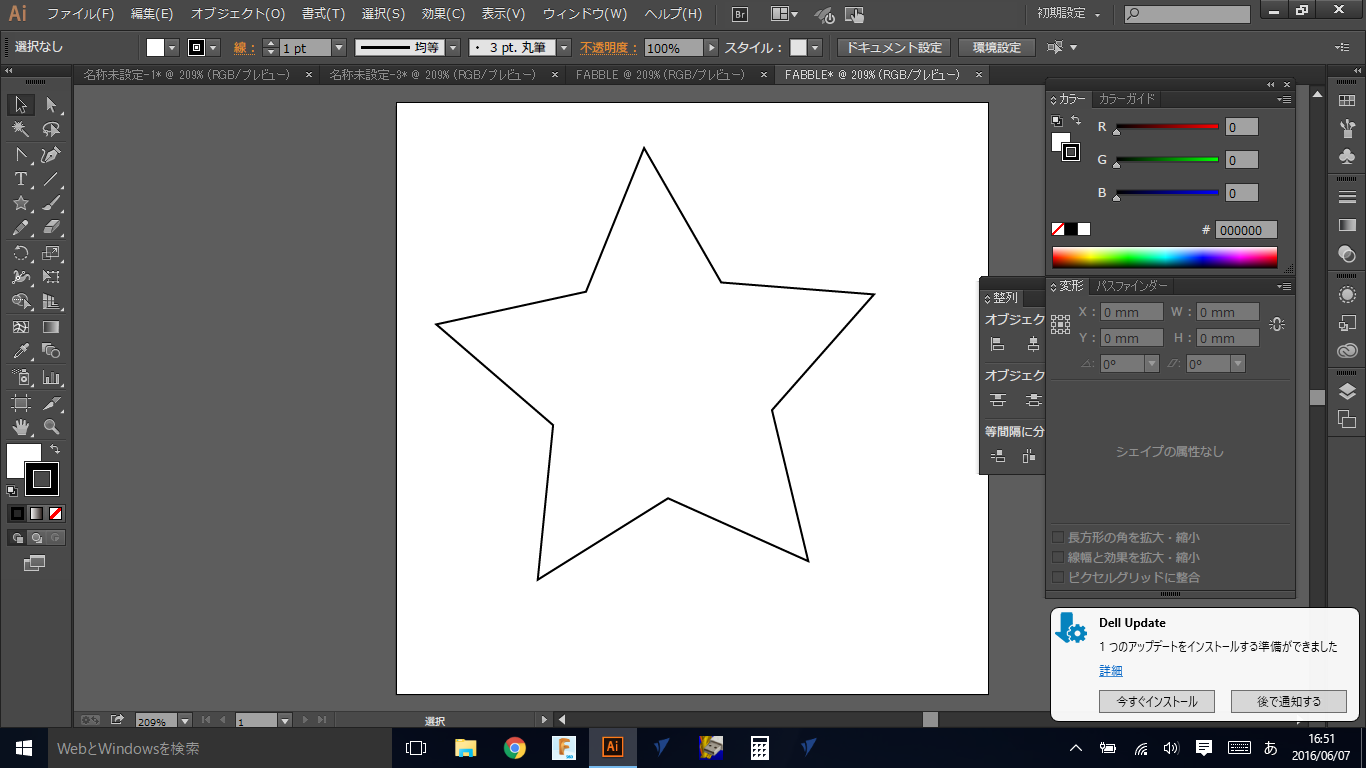
自由に作図します。
ここでは星型のデータを作成しています。
2-4.AI形式で保存する
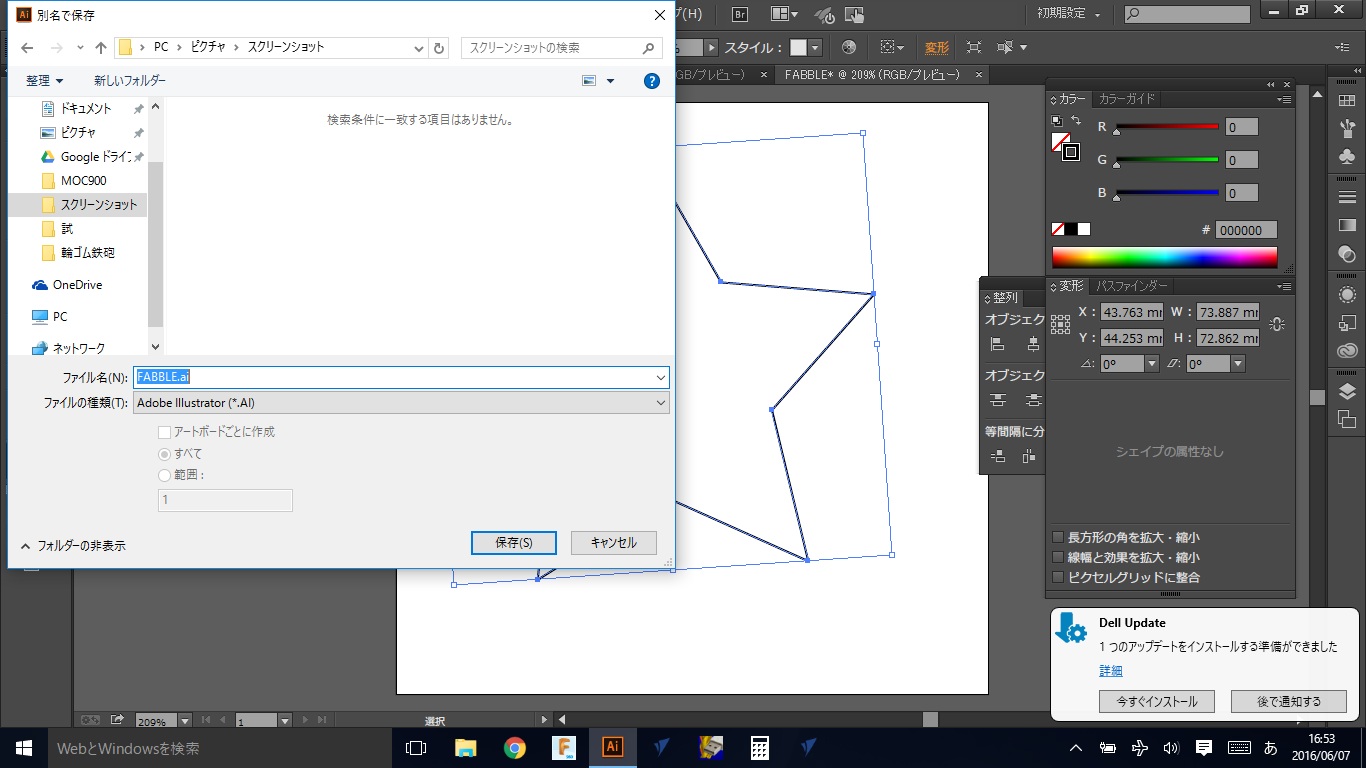
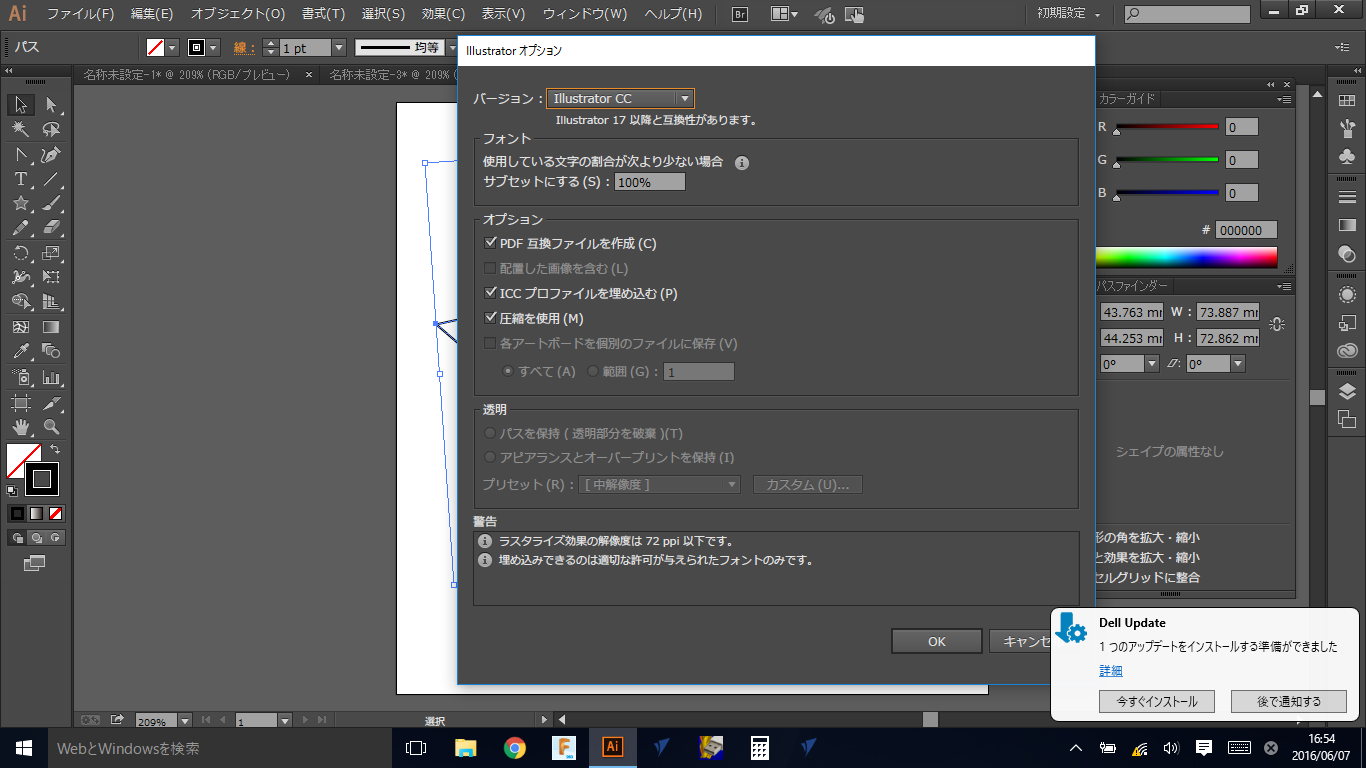
左上の"ファイル"→"別名で保存"を押します。
ファイル名は好きな名前を、ファイルの種類は「Adobe Illustrator (*.AI)」を選択します。
下の"保存"を押した後、次に出てくるウインドウの"OK"を押します。
(作成したデータ)
V Carve ProでGコード生成
製図したデータをMOC900で切り出せるようにGコードへ変換します。
3-2.新規ドキュメントの作成
左上の"ファイル"→"新規"を押し、新規ドキュメントを作成します。
3-3.ジョブセットアップ
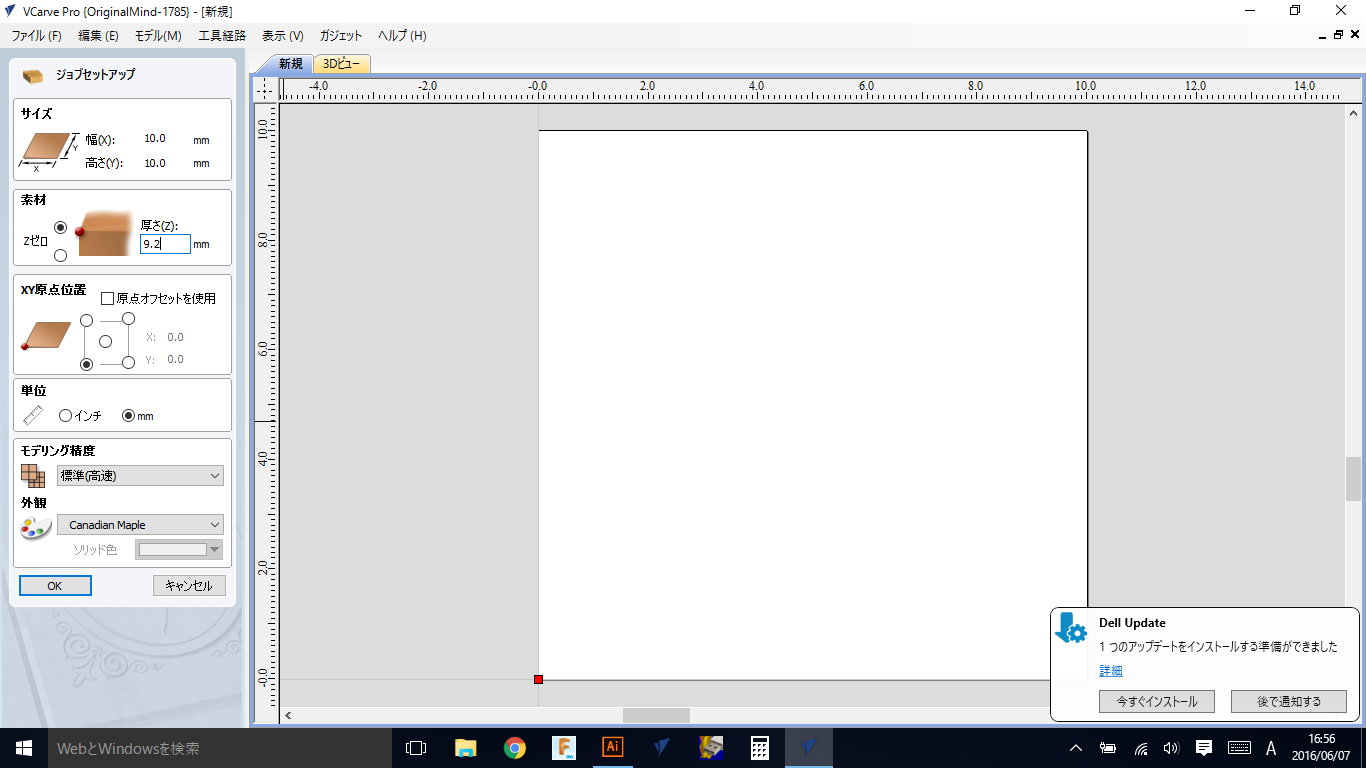
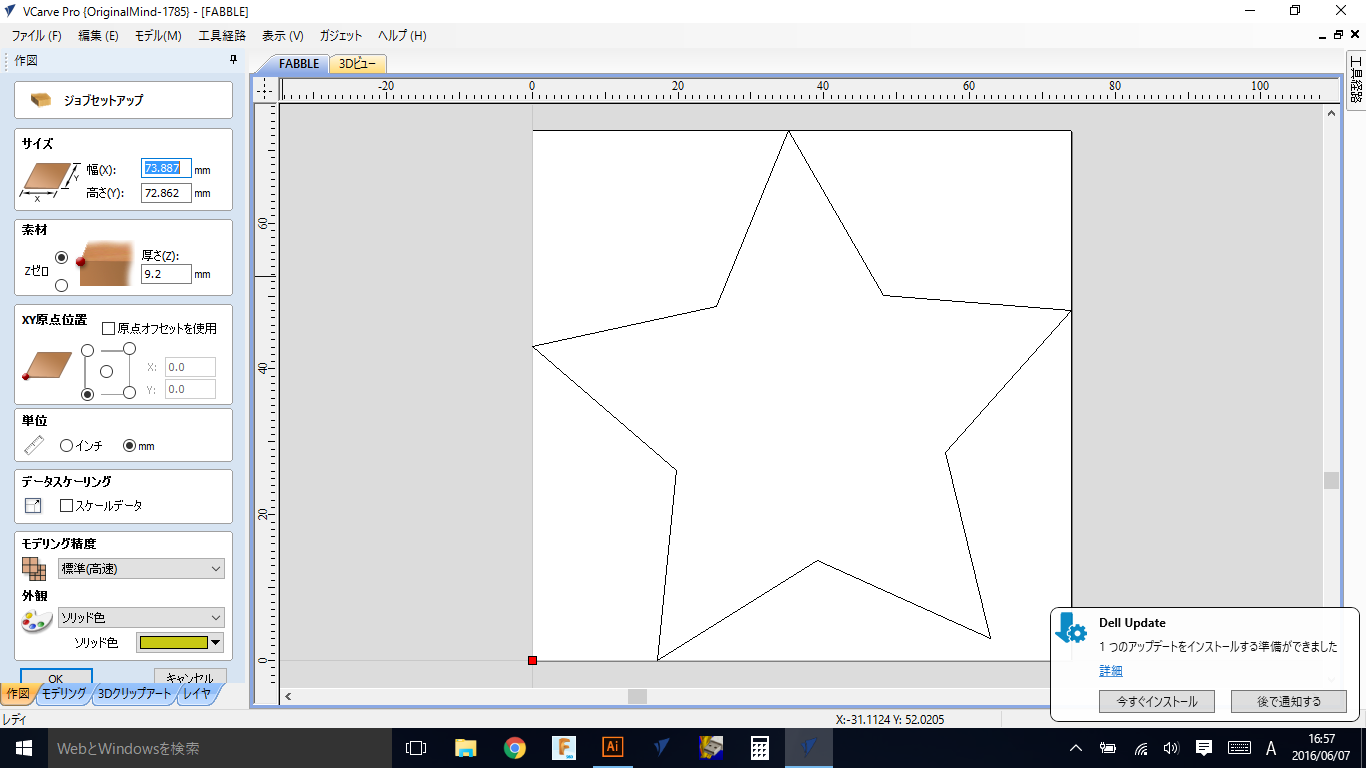
右の図を参考に設定します。
素材のZゼロは"上"にチェック、厚さには切り出したい素材の厚さを計測し入力します。ここでは9.2mmと入力しています。
XY原点位置は"左下"にチェック。
単位は"mm"にチェック。
その他は変更しません。
設定し終わったら"OK"を押します。
3-4.AIファイルを開く
左側のメニューのファイル操作から"開く"を押します。
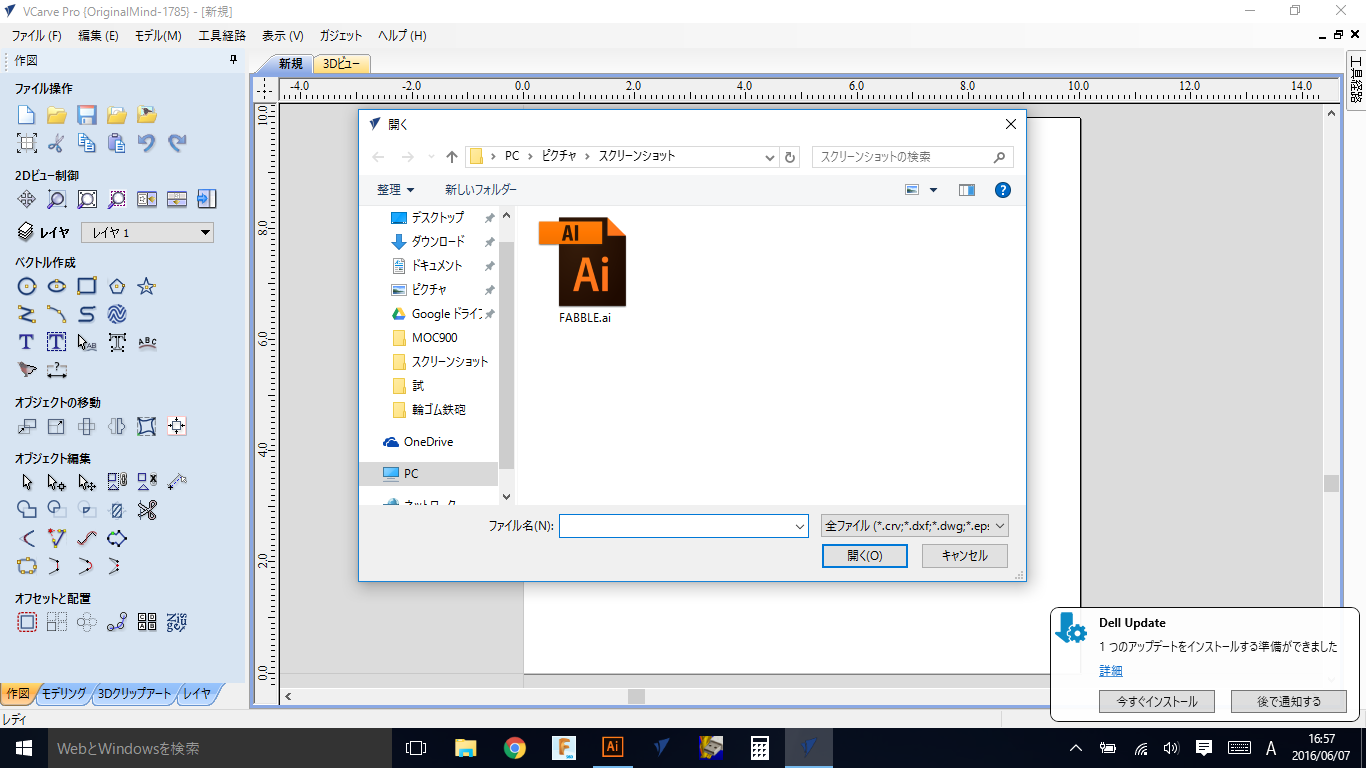
そして、先ほど作ったAIファイル(FABLLE.ai)を選択し"開く"を押します。
3-5.読み込み完了
正しく読み込みされていれば右の図のようになります。
(補足)大きさを変えたい場合
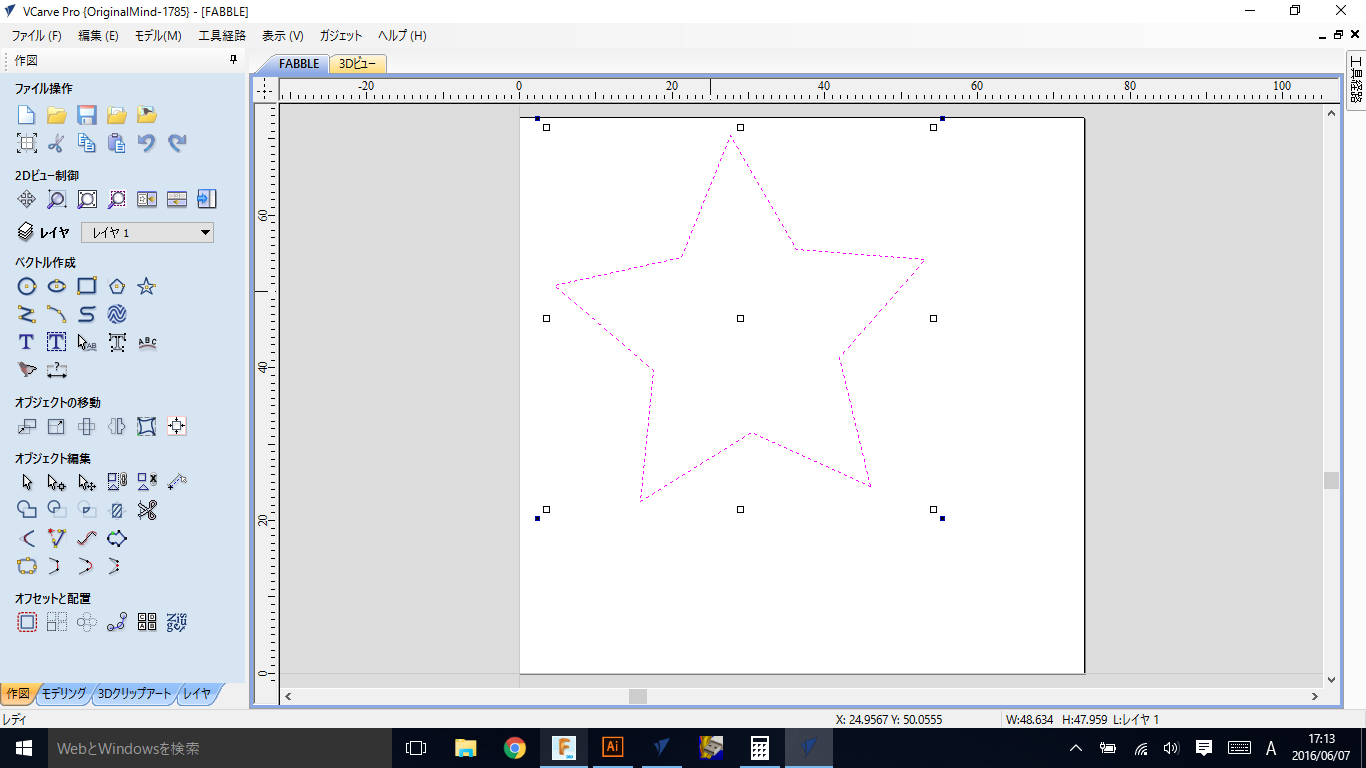
黒線の上にカーソルを置きダブルクリックします。
すると四角が現れるので引っ張ることでサイズ変更ができます。
3-6.工具経路の設定
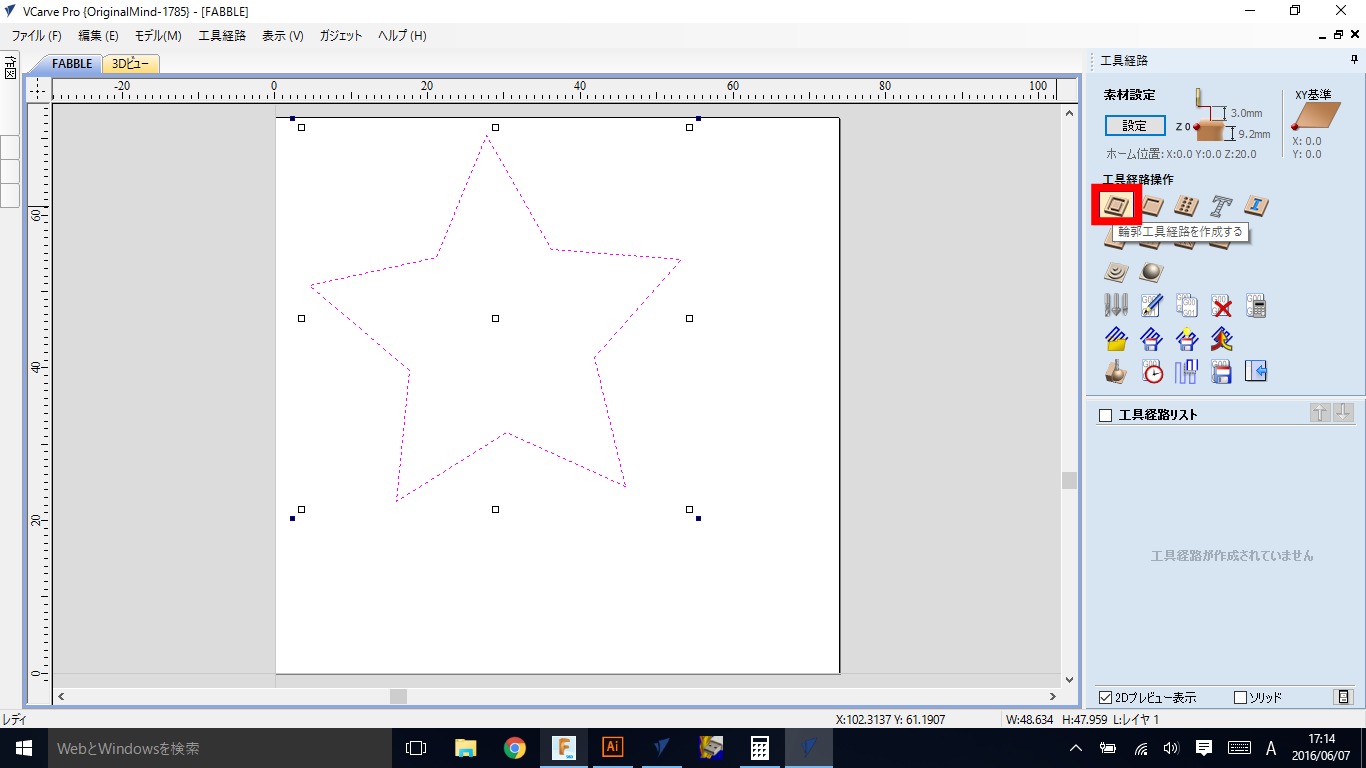
続いて工具経路の設定を行います。
右端に"工具経路"というボタンがあるので押します。
その中の"輪郭工具経路を作成する"を押します。
3-7.工具経路の設定続き
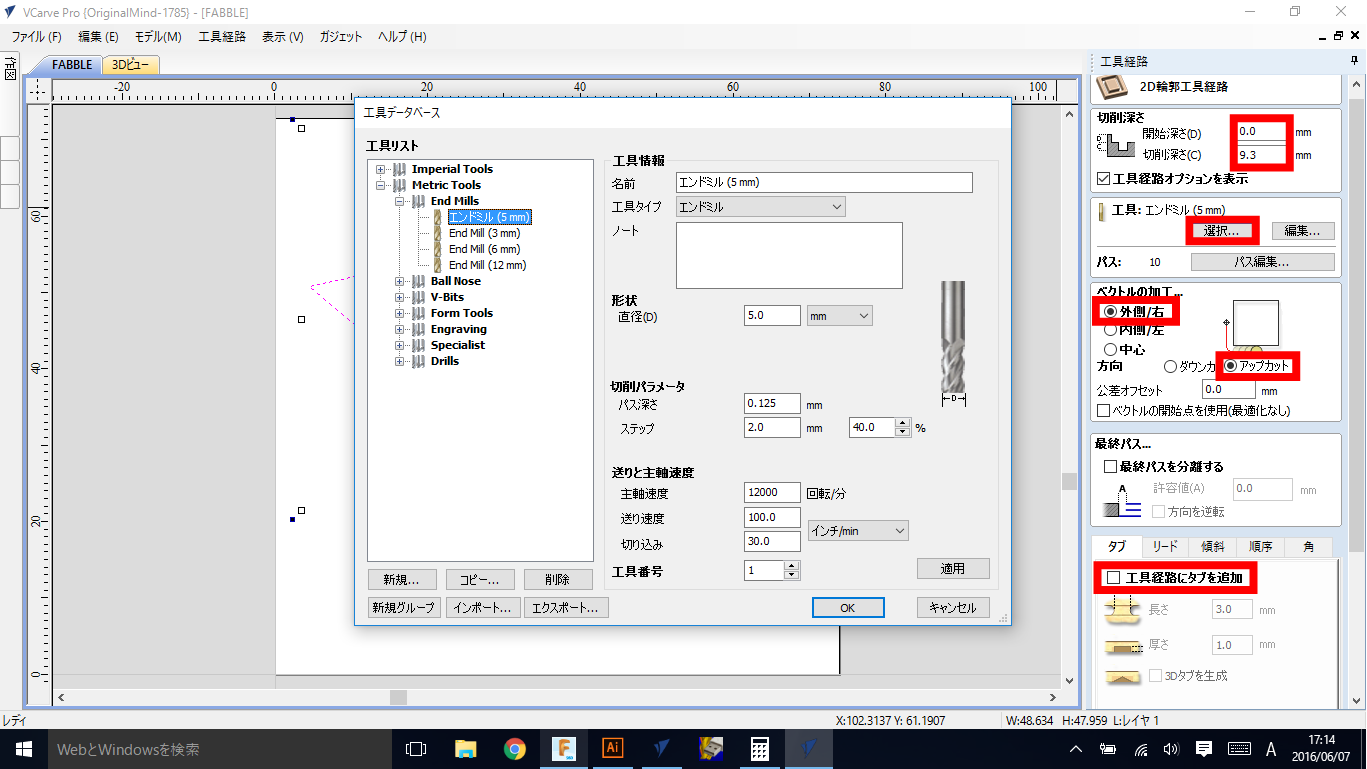
右の図を参考に設定します。
切削深さは素材の厚さ+0.1mmにします。
工具はお好きなものを選びます。ここでは直径5mmのエンドミル(2SP-5)を使用します。
※工具情報はあくまでも施設での値です。素材によって数値が変わるので注意が必要です。
ベクトルの加工は"外側/右"、"アップカット"を選択します。
3-8.工具経路の設定続き
"タブ"の中の"工具経路にタブを追加"にチェックを入れる。
長さは"3.0mm"、厚さは"1.0mm"にします。
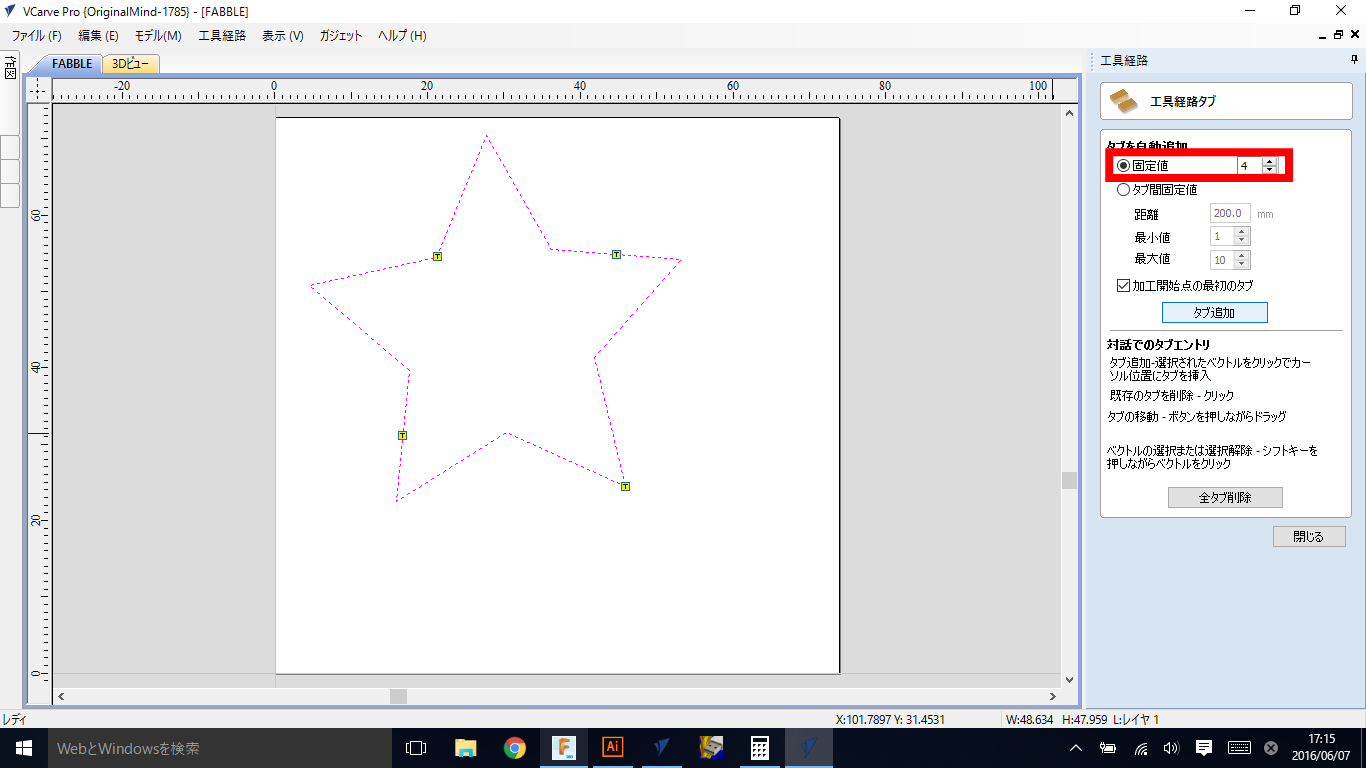
続いて"タブ編集"を押します。
"タブを自動追加"の固定値を"4"にします。
そして"タブ追加"を押し、"閉じる"を押します。
3-9.経路の計算
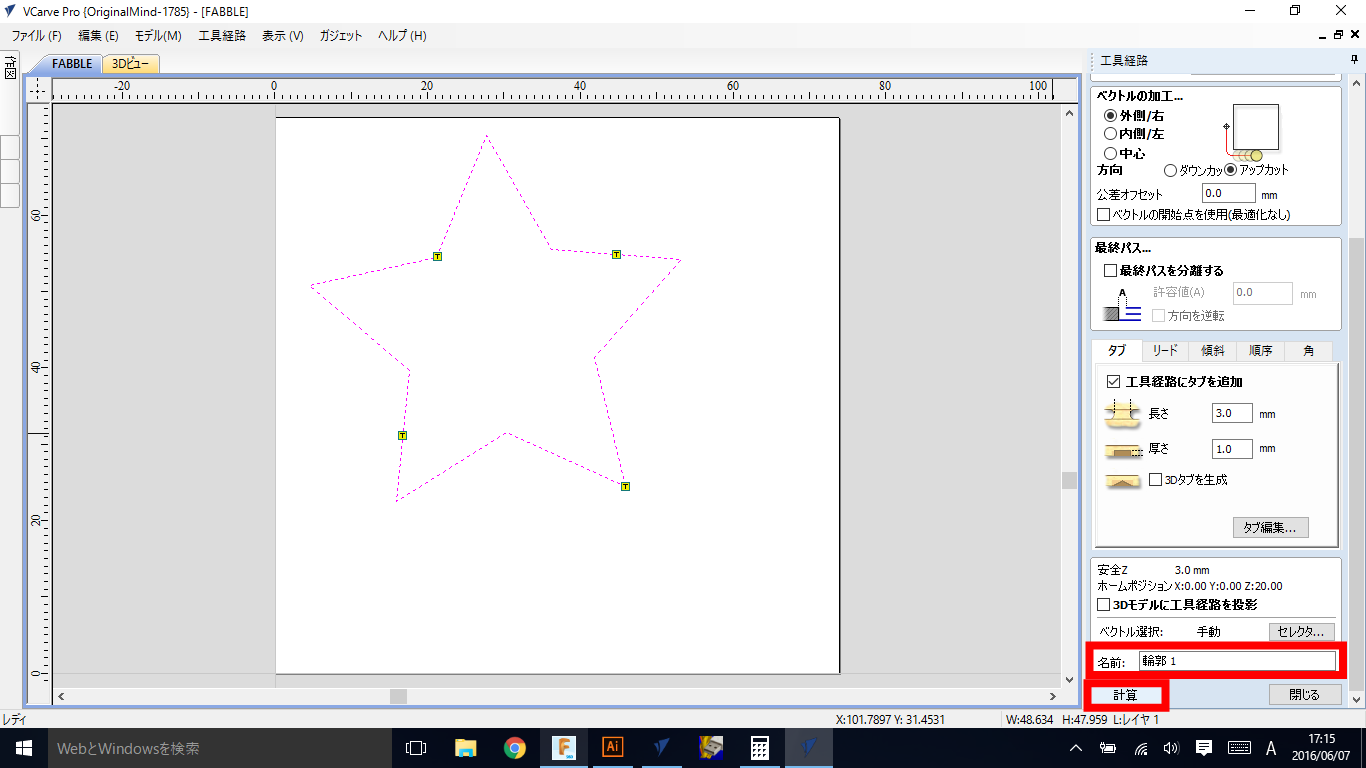
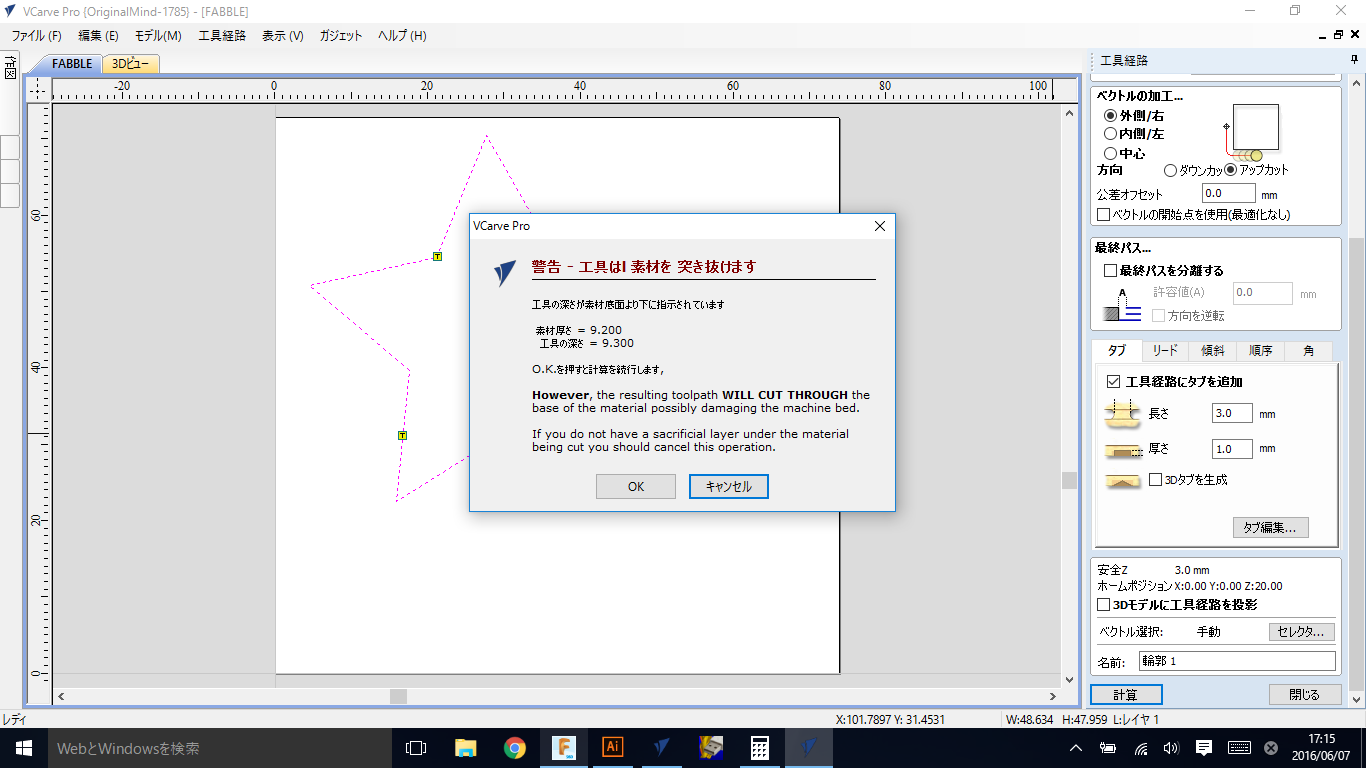
工具経路の下端の名前を憶えておき、"計算"ボタンを押します。
すると警告が出るので"OK"を押します。
※警告が出ない場合素材を切り抜くことができません。設定を見直しましょう。
3-10.経路プレビュー
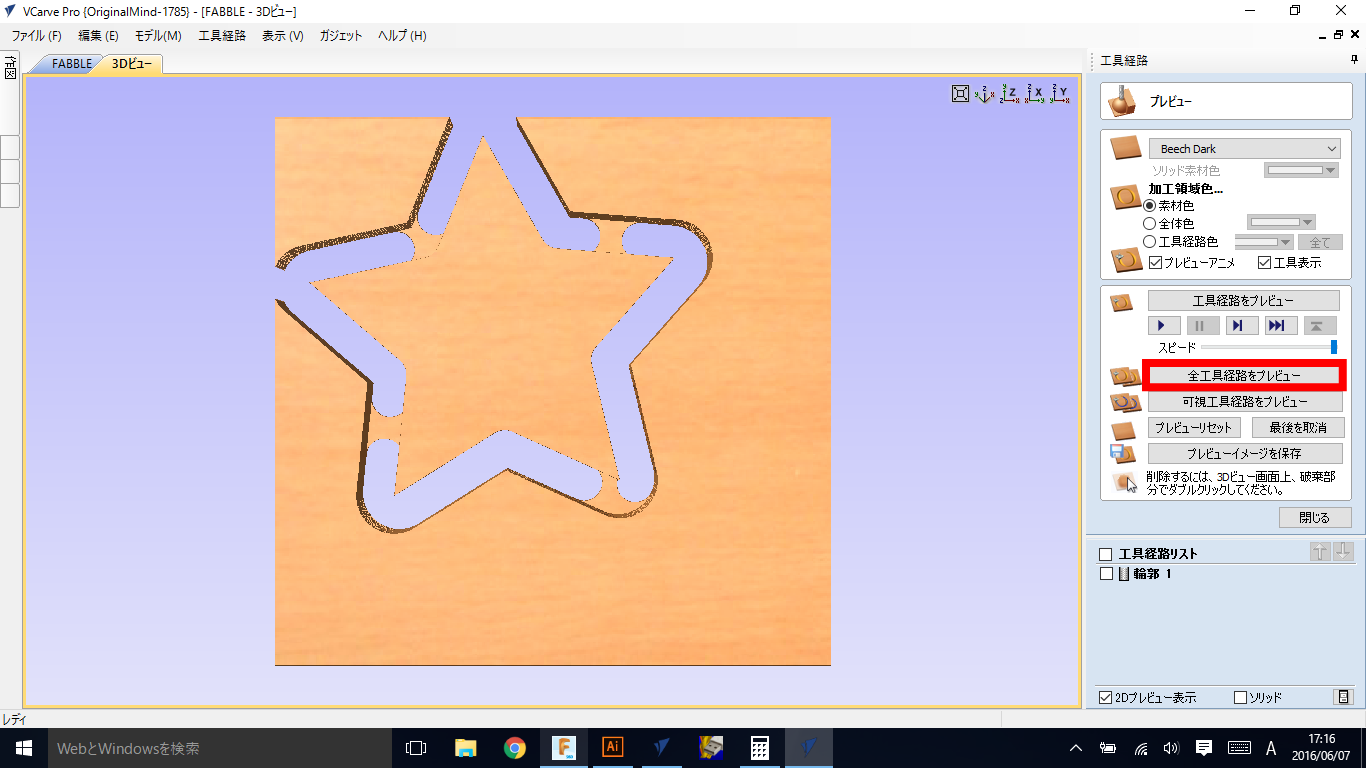
プレビューの画面で"全工具経路をプレビュー"を押します。
すると左側の3Dビューで実際の切削イメージを見ることができます。
この時正しく切削されているか確認しましょう。
3-11.工具経路保存
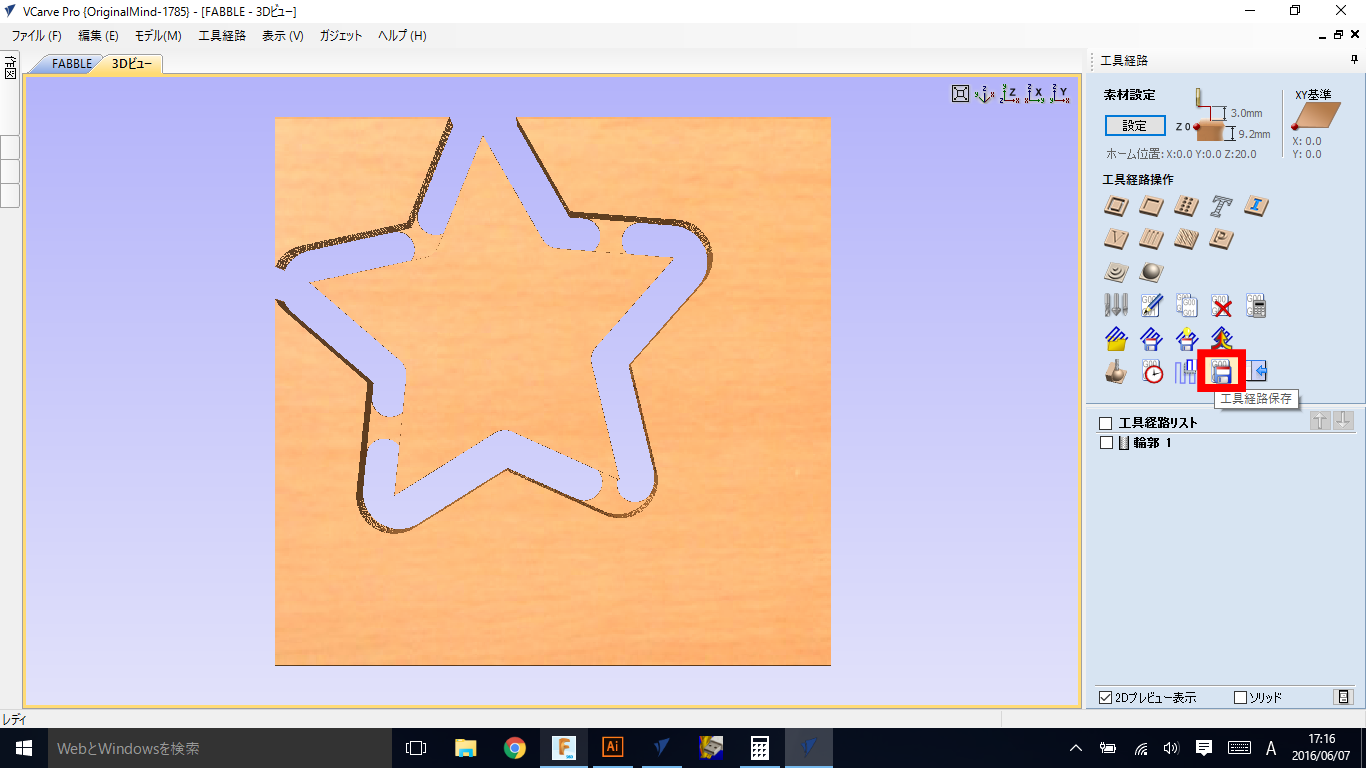
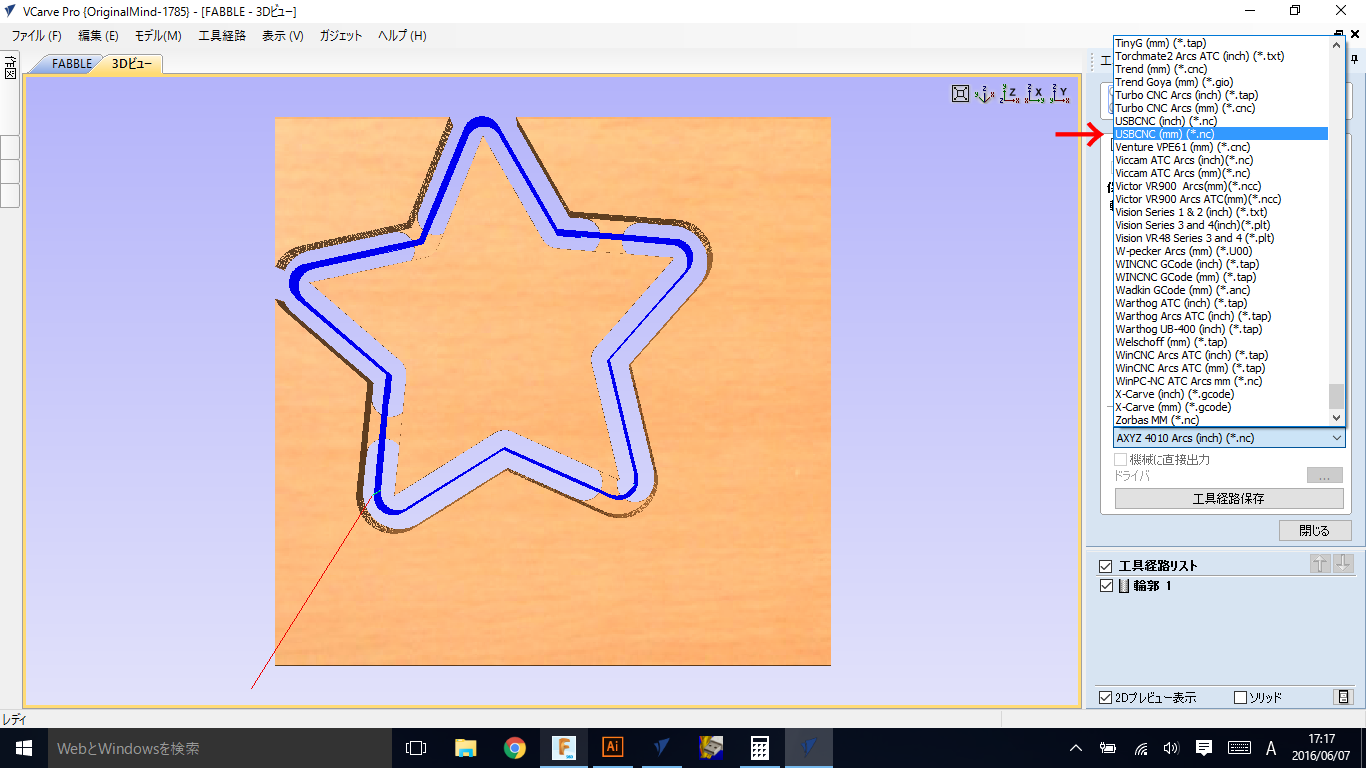
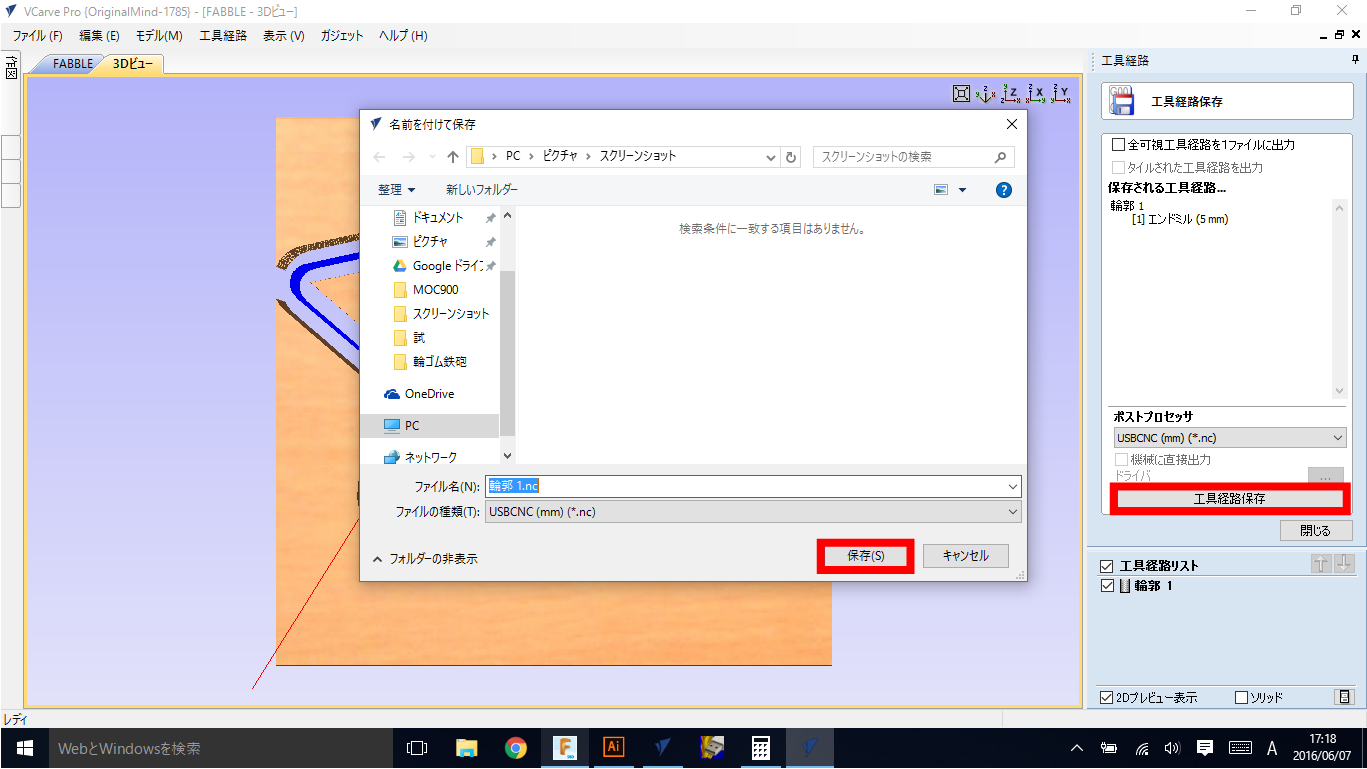
"工具経路保存"のボタンを押します。
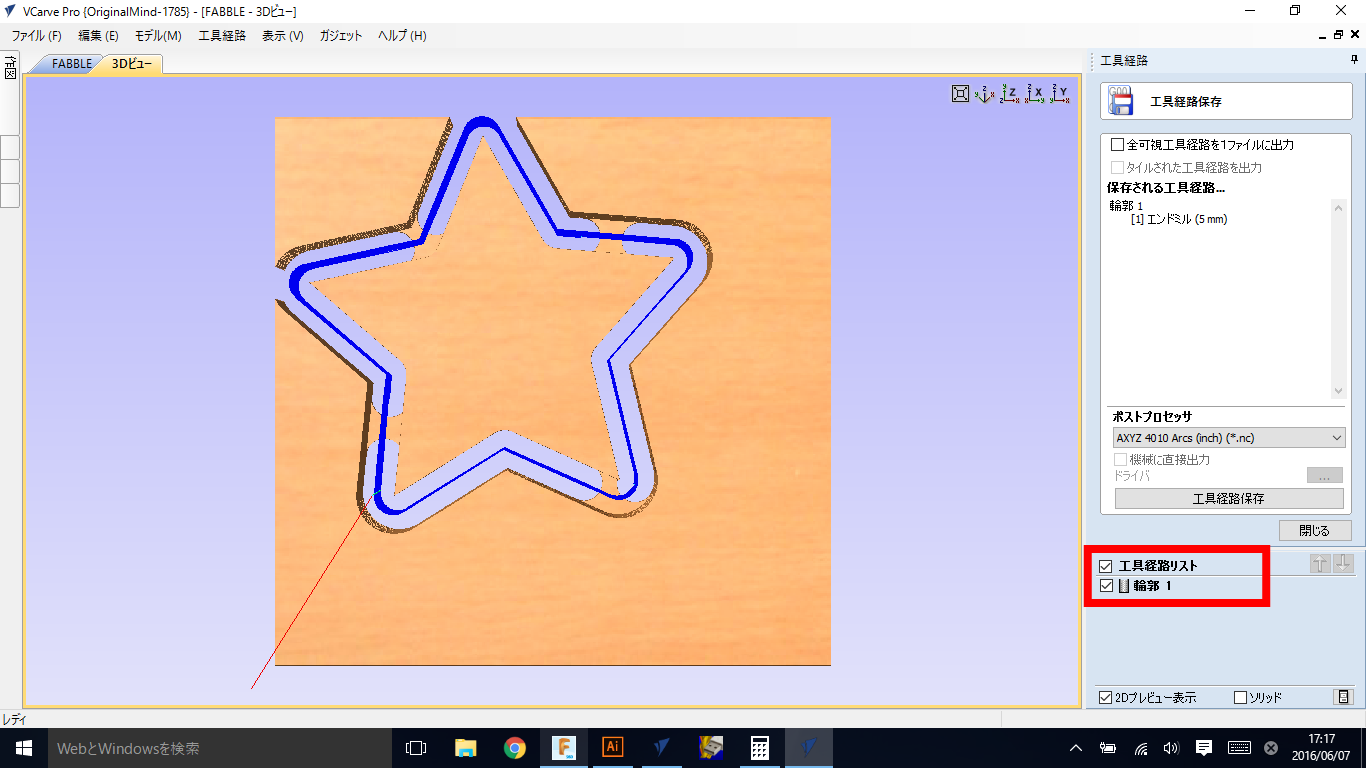
下側にある"工具経路リスト"と"先ほど計算した経路"にチェックを入れます。
その後"ポストプロセッサ"を"USBCNC(mm)(*.nc)"へ変更します。
そして"工具経路保存"を押し、名前をつけ保存します。
(作成したデータ)

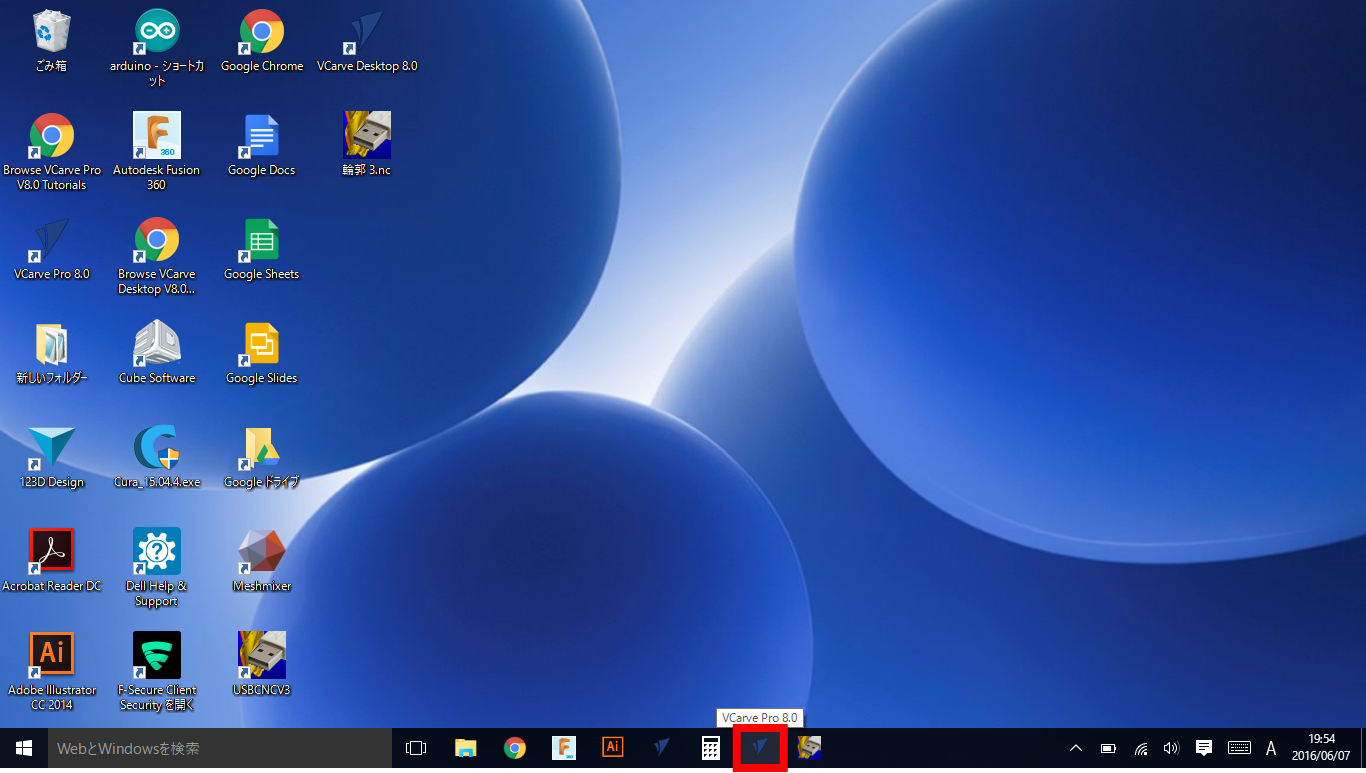
4-2.USBCNCV3を開く
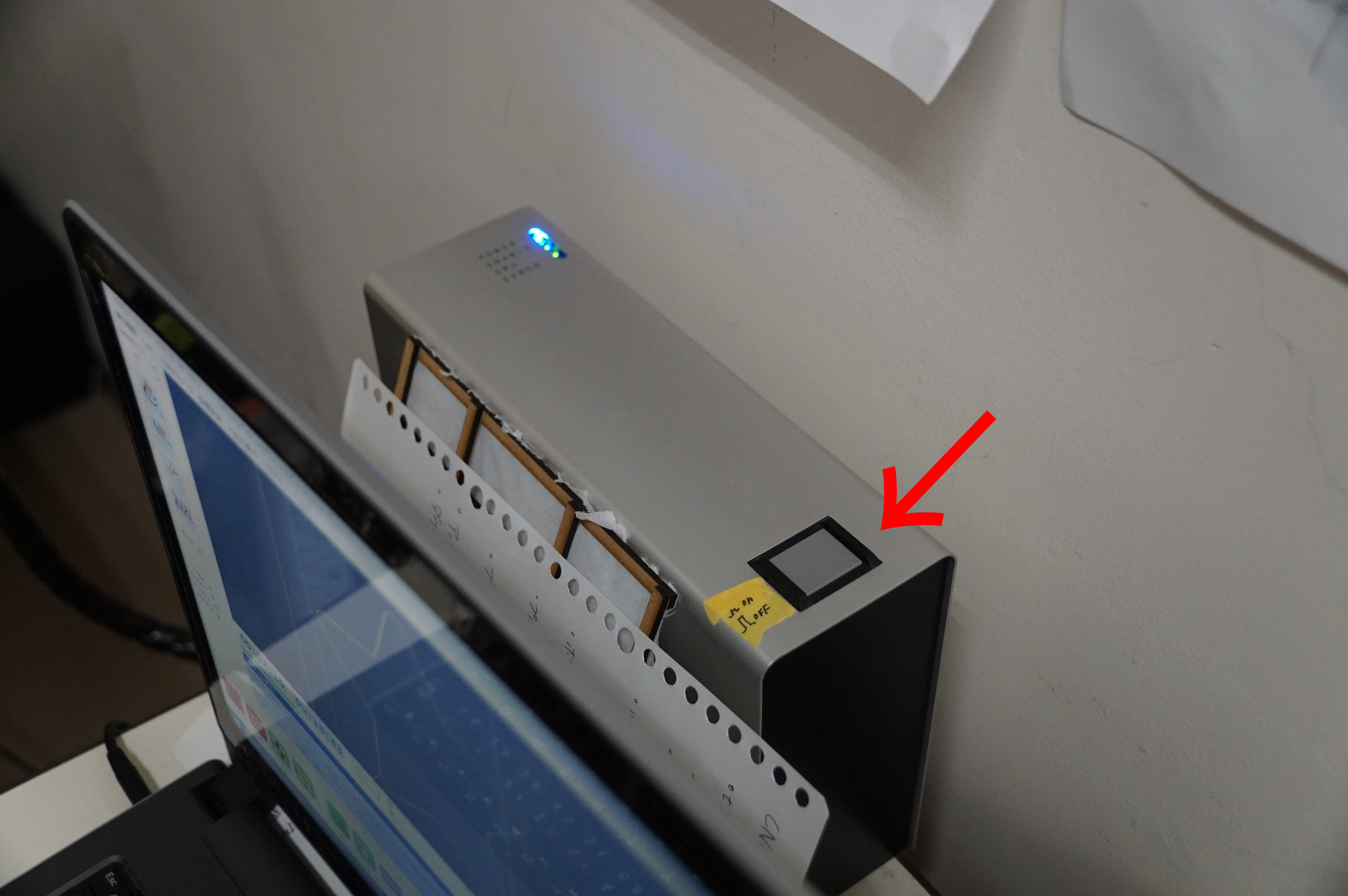
PC裏のボタンを押しMOC900の電源を付け、その後USBCNCV3を開きます。
USBCNCV3はデスクトップの下、スタートバーにあります。
4-3.ncファイルを開く
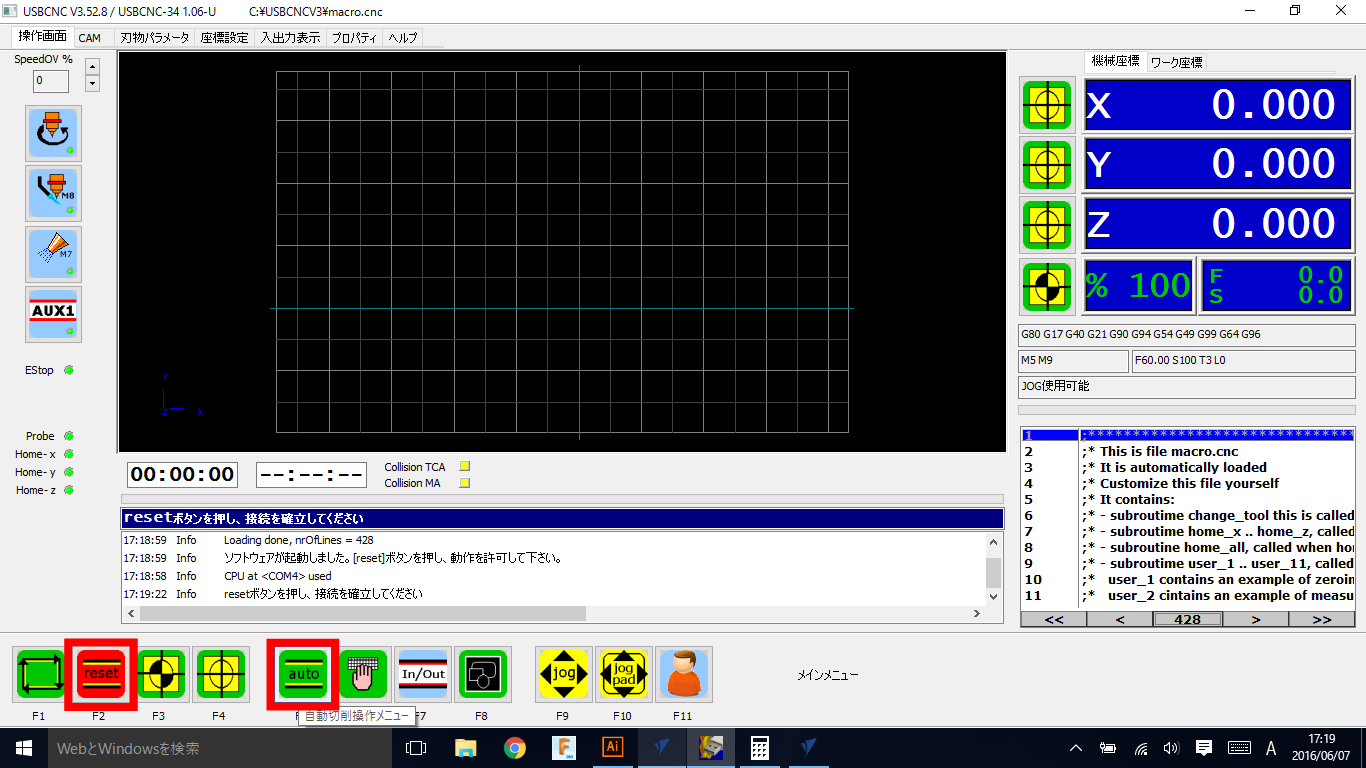
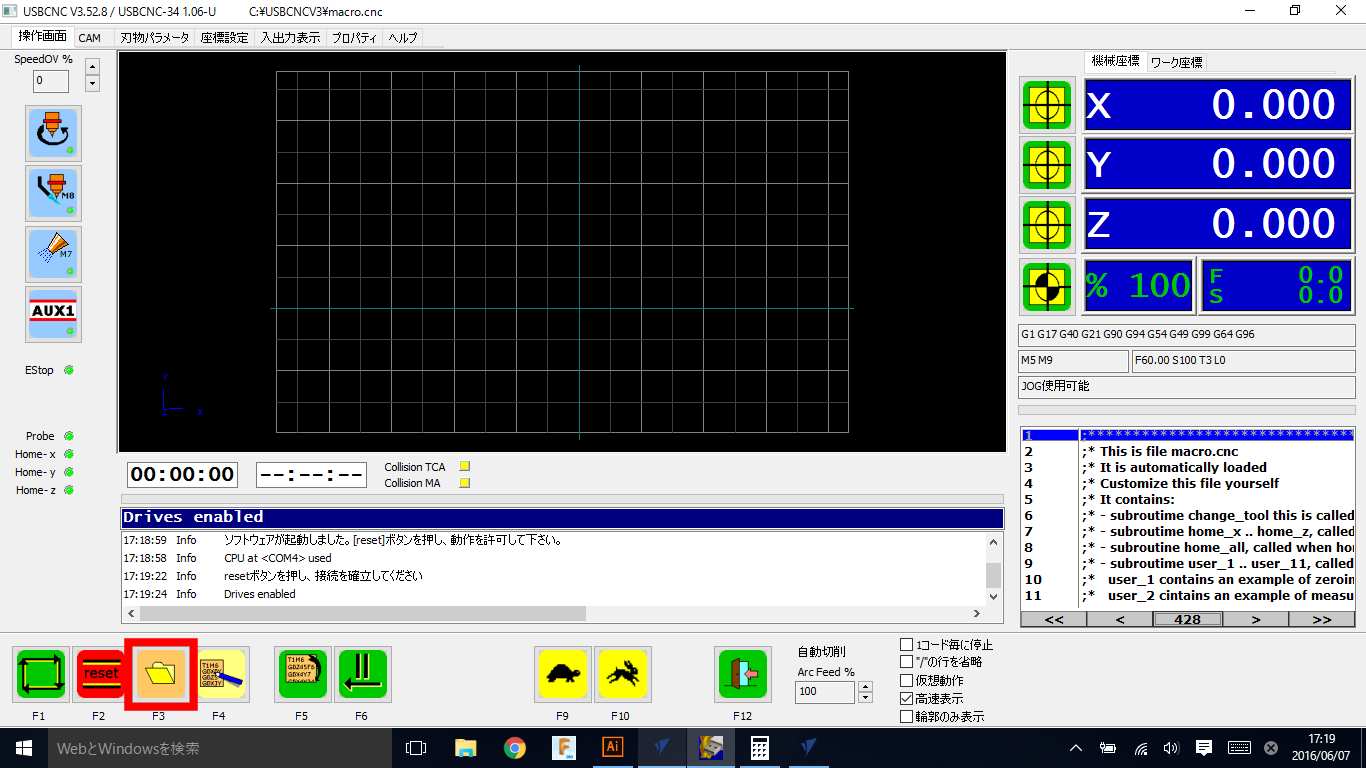
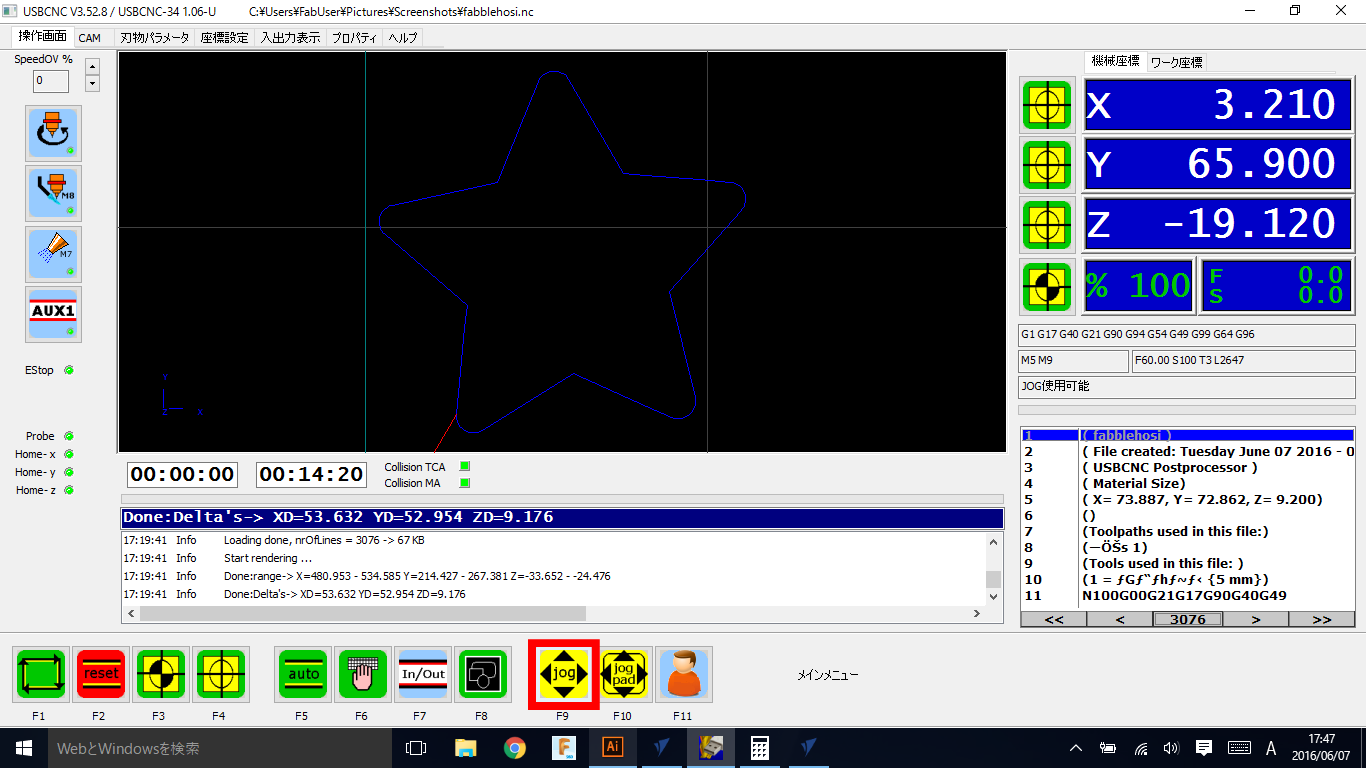
下端のメニューバーから左から二番目の"reset"ボタンを押します。
左から五番目の"auto"押し、左から三番目の"フォルダマーク"を押します。
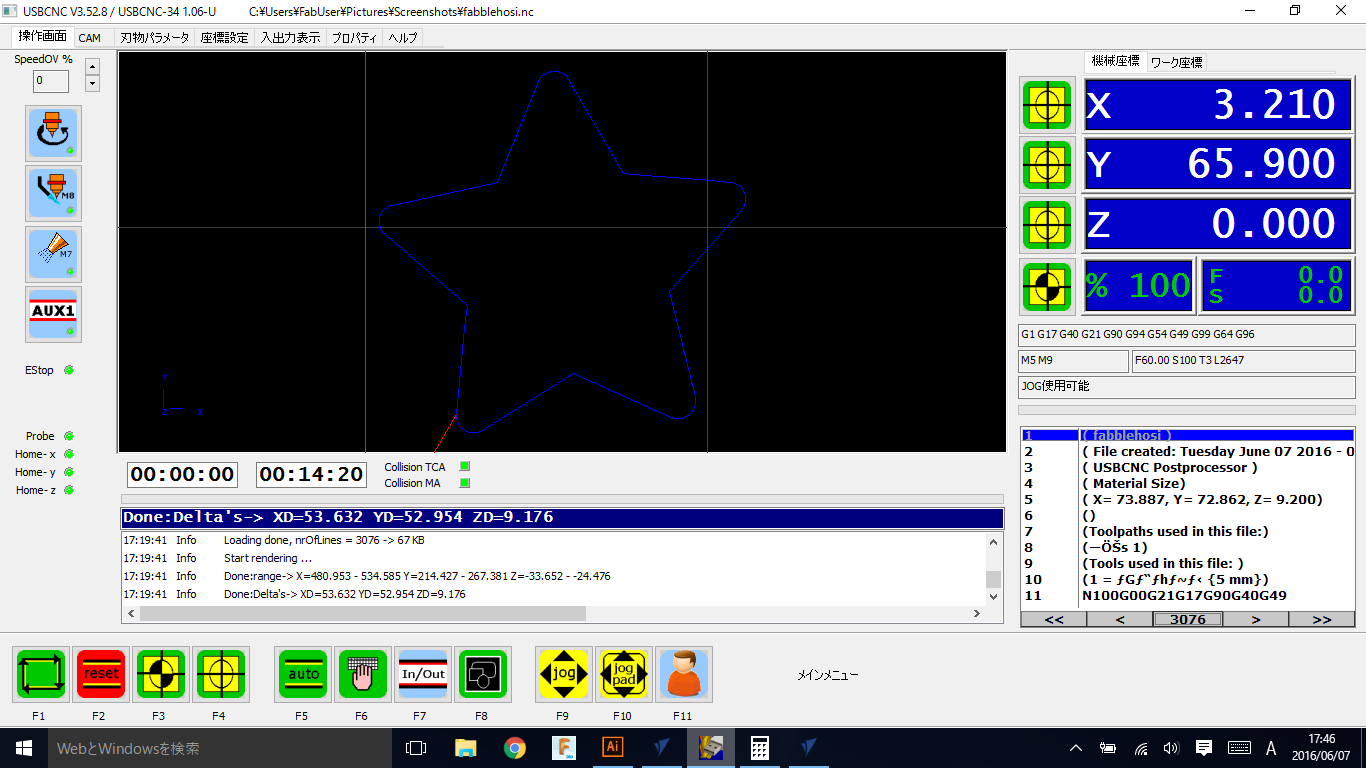
そして先ほど作ったncファイルを選択し開きます。
正しく読み込めた場合、3番目の図のようになります。
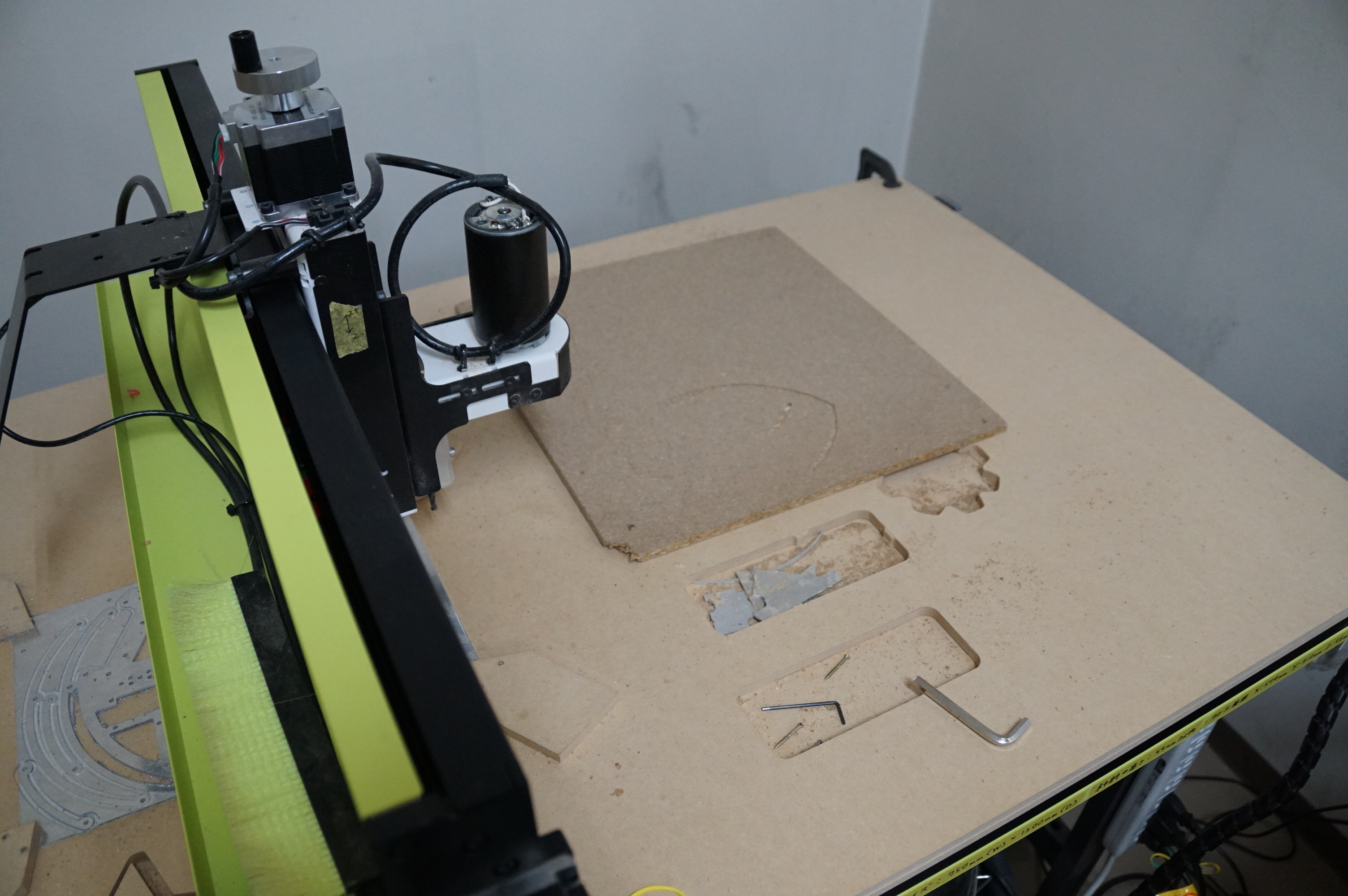
4-4.原点合わせ(X,Y軸)
刃物の位置を材料の切り出したい左下へ合わせます。
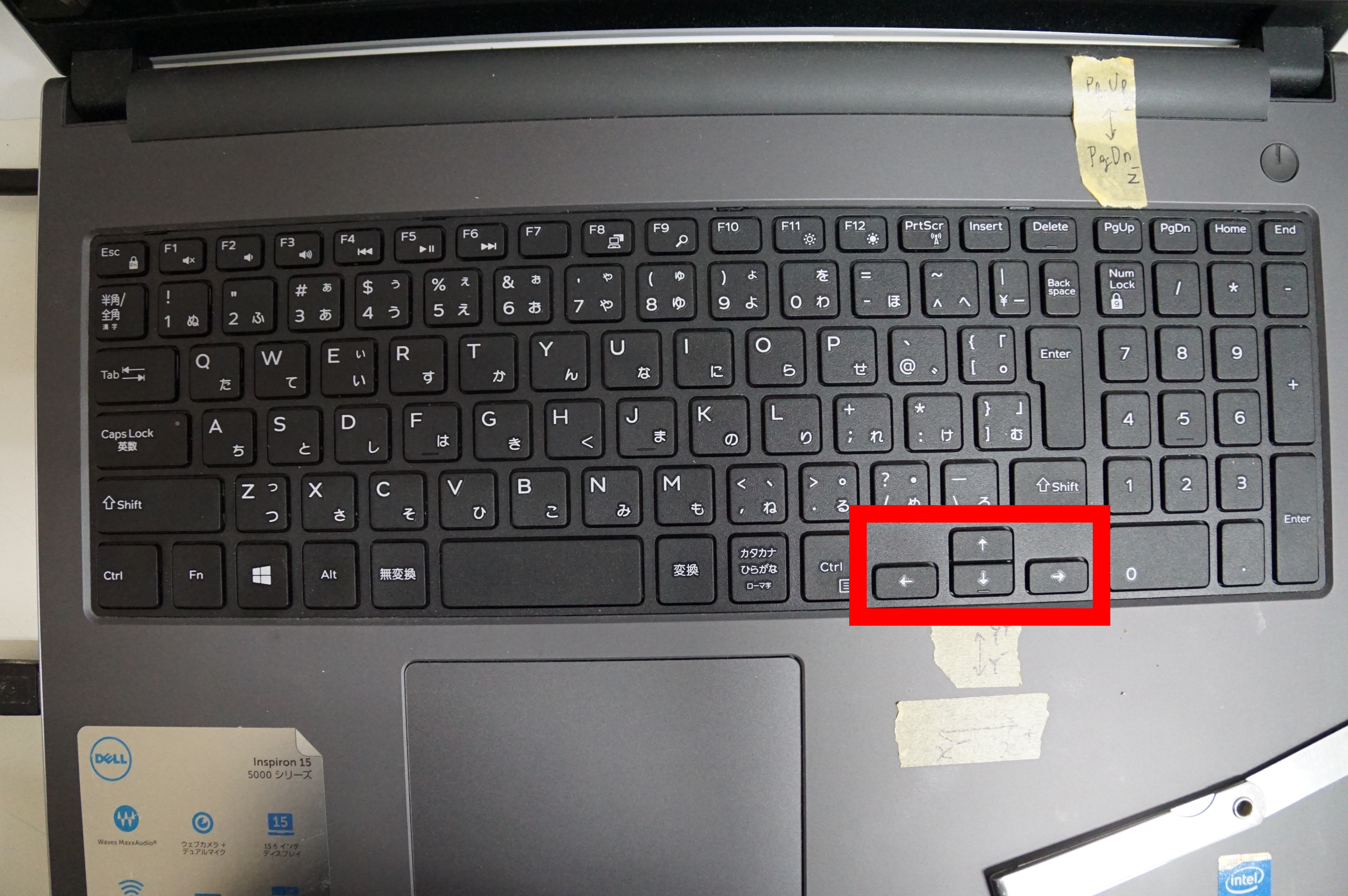
PCキーボードの十字キーで動かすことができます。X軸は横キー、Y軸は縦キーです。
先ほど作ったデータは左下が原点なので、「材料の切り出したい範囲の左下」へ「ドリルのX,Y軸」を合わせます。
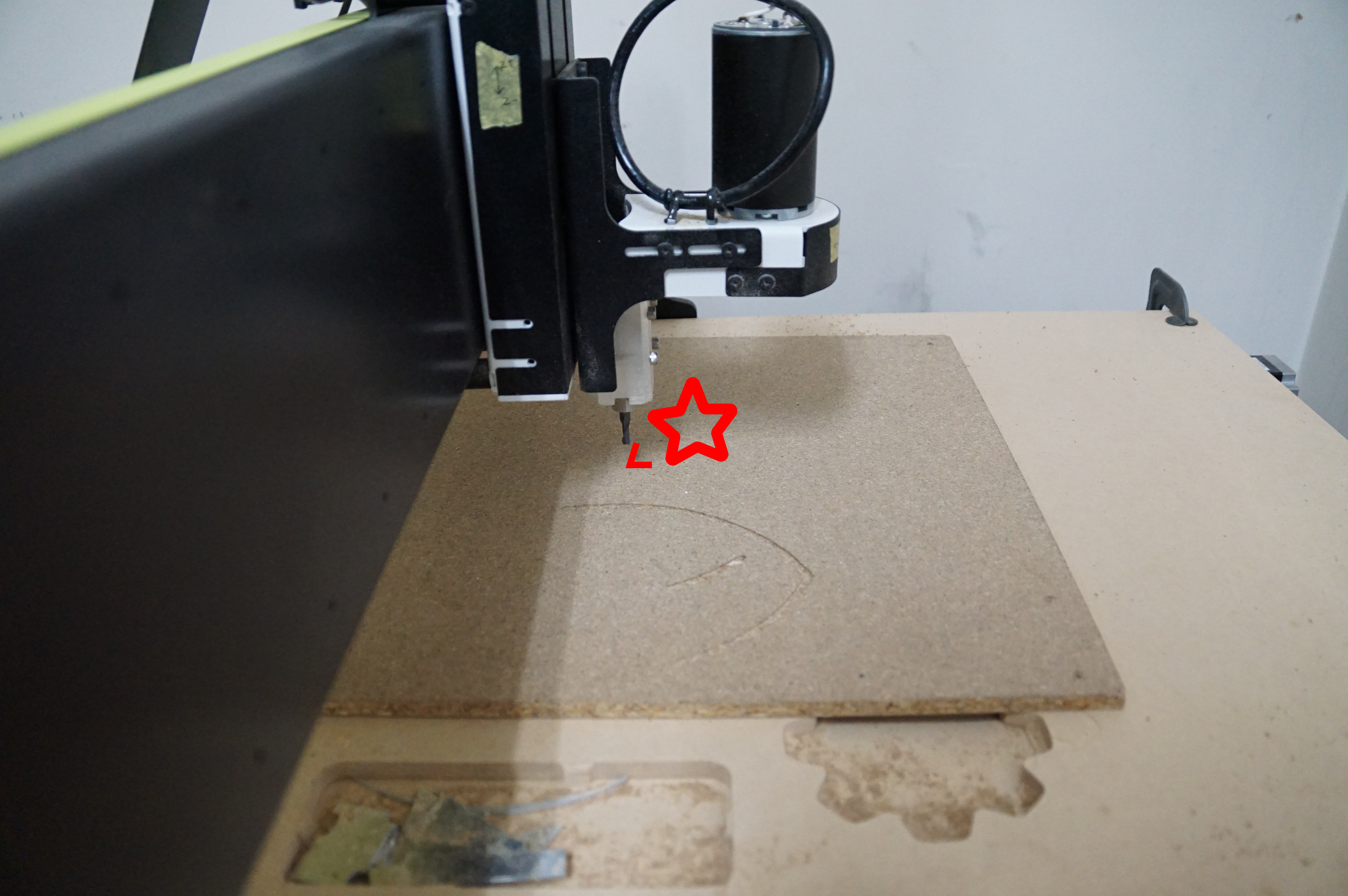
4-5.原点合わせ(Z軸)


Z軸を材料の表面へつかない程度に近づけます。
Z軸はPgUp/PgDnキーで動かせます。
そして0.3mmのすきまゲージが通る高さまで近づけます。
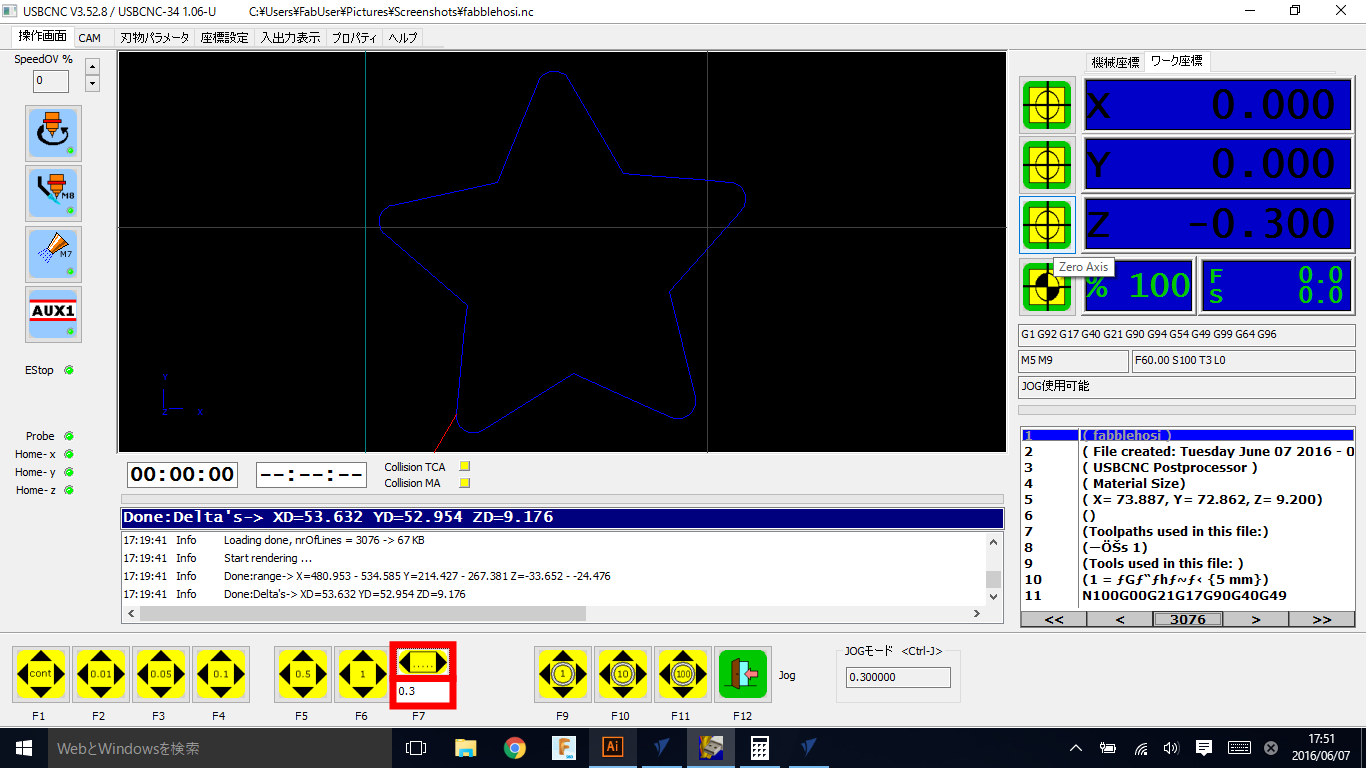
その後、USBCNCV3へ戻り、右から三番目の"jog"ボタンを押します。
その中の左から七番目の数値を"0.3"にし、すぐ上のボタンを押します。
この状態でキーボードの"PgDn"キーを一回だけ押します。
これで原点調整は終わりです。
※切削を始める前に
予想と違う怪しい動きをしていたり、一気に削っていたりした場合は緊急停止をしましょう!
〜緊急停止の仕方〜
- 作動している状態でメニューバーの一番左のボタンを押す。
- PC裏のボタンを押す。
- escapeキーを押す。
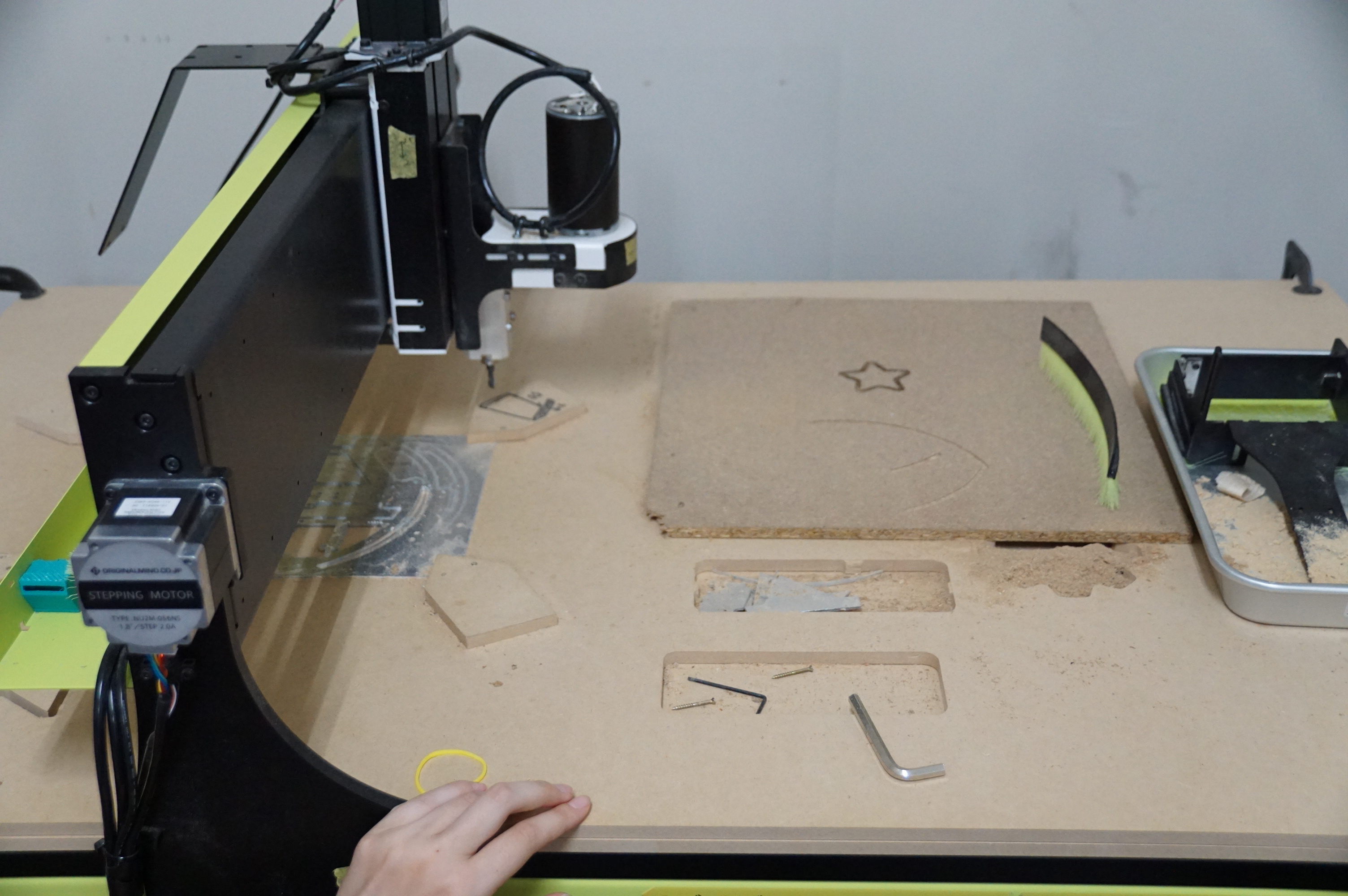
4-6.切削開始
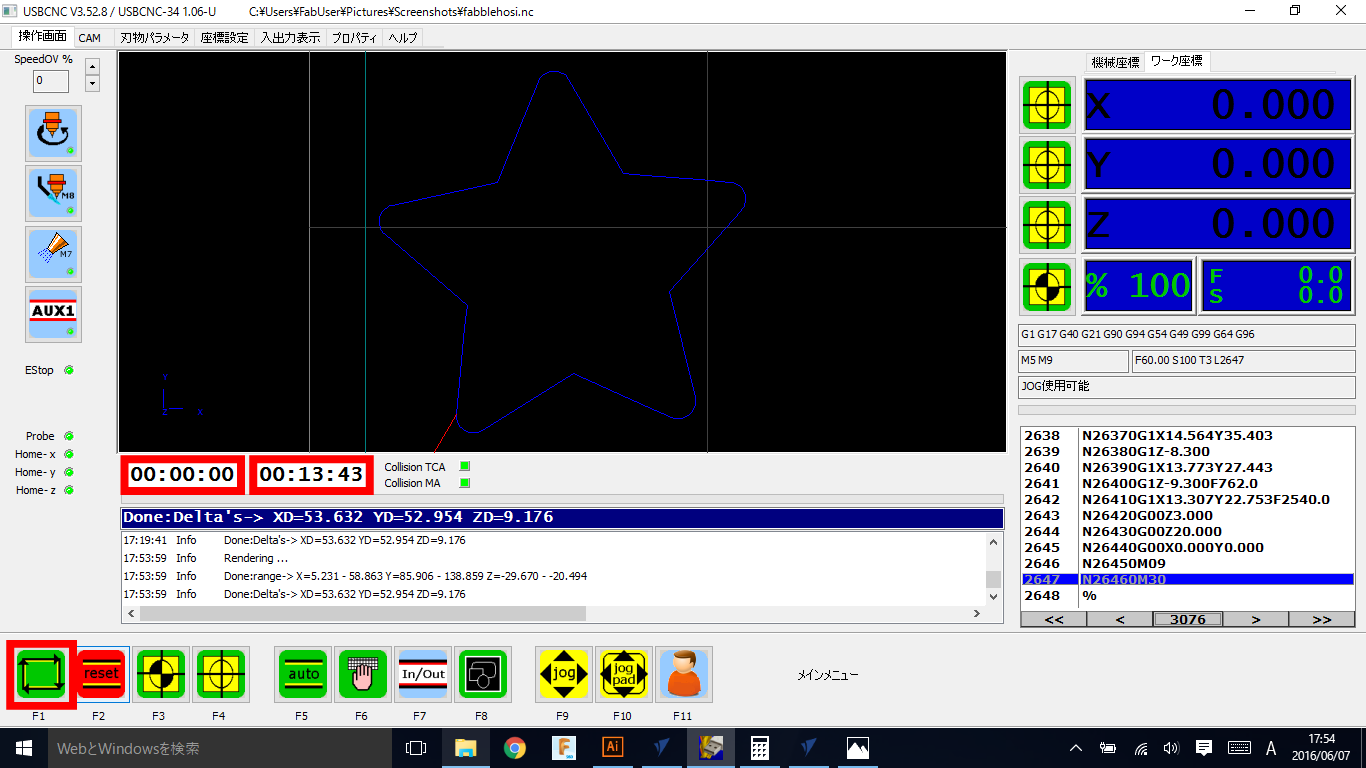
メニューバーの一番左のボタンを押すと切削が始まります。
画面中頃の時間表示は左が"経過時間"、右が"予想完了時間"となっています。



4-8.切り取り

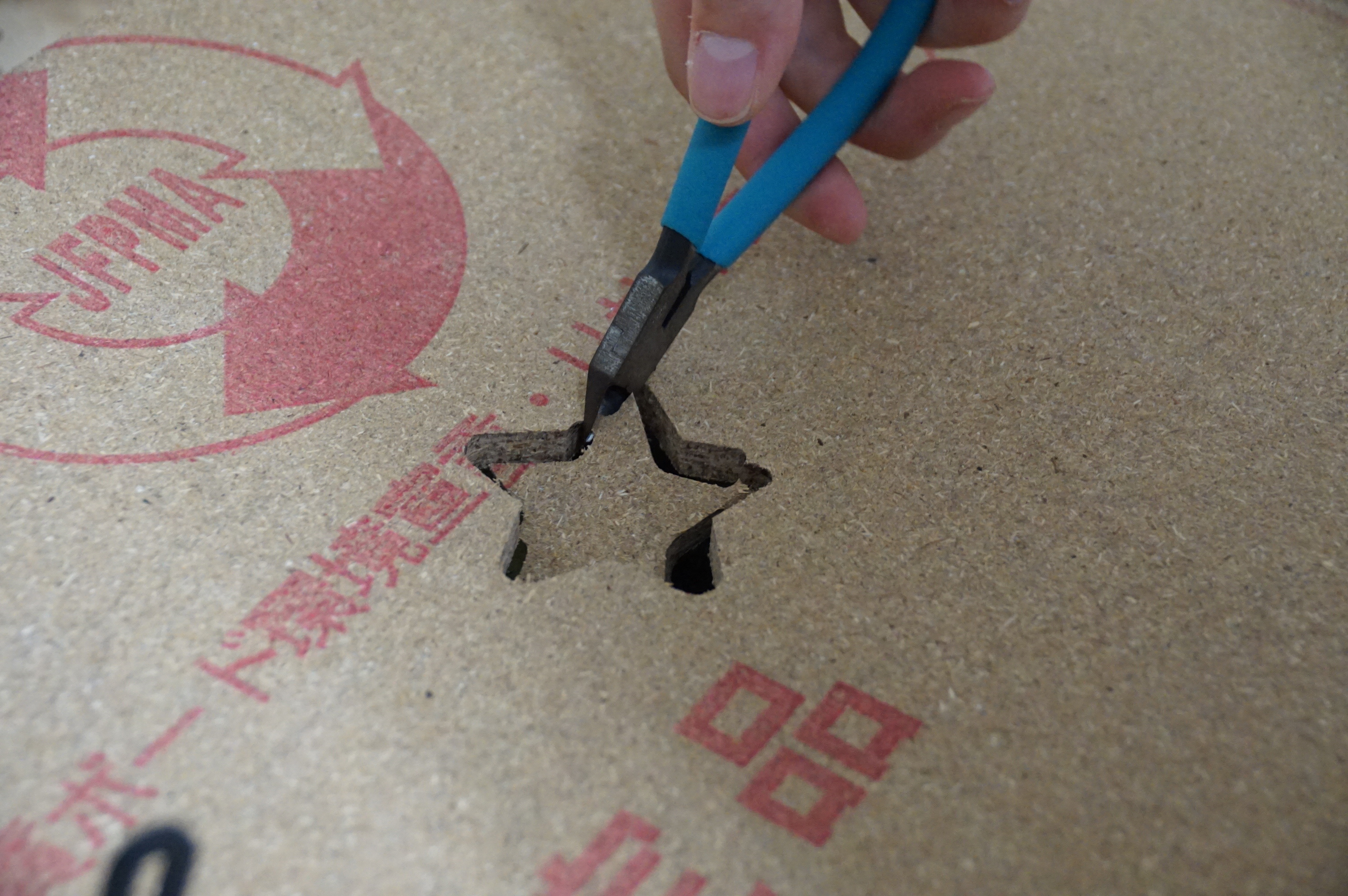
固定していた材料を外し、ニッパー等でタブを切り取ります。
4-9.後片付け
各ソフトを閉じてMOC900の電源を切ります。