(空飛ぶもの作りたい...!)


本当はフィラメントリサーチ→アイデア出しをしようと考えたのだが、先にアイデアが思いついてしまったので、とりあえず頭の片隅に置いとく。
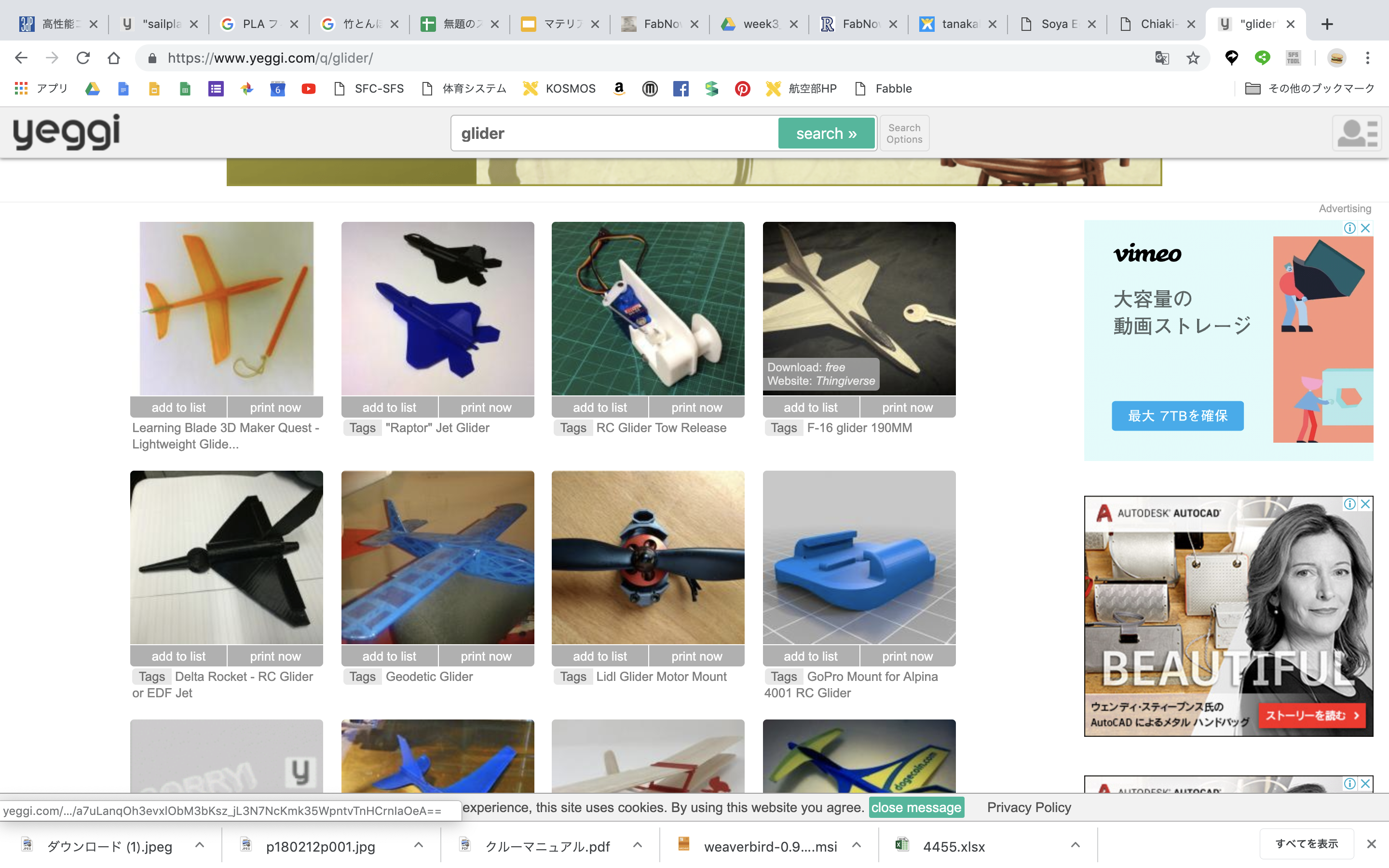
(データ結構ある)
作れるが実際飛ばないで終わらない未来しか見えないし、どうやって比較するのかわからないからやめたい。が、竹とんぼとかならできるんじゃない...?とも思う。
比較対象は?
竹とんぼにした場合の比較対象を考えてみる。
・重量(軽いといい)
・耐水性(水含んじゃうと飛ばない、鳥の羽も撥水性)
・柔軟性(固すぎると衝撃を吸収しないが、柔らかすぎると空気抵抗に耐えないのでは)
・衝撃の吸収(竹とんぼは必ず下に落ちるので、落ちた時の衝撃の吸収を調べる)
・外見の荒さ(直に触ることが多いので、手を傷つけない素材)
・耐破損性(どのくらいの力が加わったら折れるのか)
そしてどれが一番飛ぶのか
竹とんぼを作る!

フィラメントリサーチ中に、作りたいものと比較対象ができた。これで進めていこうと思う。
フィラメントリサーチ
さっそくフィラメントリサーチ!
そこから使いたいフィラメントを挙げ、その特徴を比較しやすいモデルを考えようと思う。
参考はマテリアルライブラリを主体に使わせていただいた。
※...と思っていたら、リサーチ中にアイデアが出来た。
PLA
【温度】
Extruder:190-230℃
HeatBed:None or 40-50℃
【速度】
40-120mm/sec
【特徴】
・一般的に使用されるフィラメント
・ヒートベッドがなくても印刷できる
・大きい造形物の際は、ソリが発生することがある
・パリッとした印刷感
【使用例】
試作品
【ポイント】
1番身近なフィラメント。比較の際基準になると思うので使いたい。コポリエステルnGen
【温度】
Extruder:220-240℃
HeatBed:75-85℃
【速度】
40-70mm/src
【特徴】
・食器や哺乳瓶などの食用容器の素材(FDA準拠)・耐久性・耐熱性・耐破損性がある
・印刷感はPLAとASBの間くらいの印象
【使用例】
食器や哺乳瓶などの食品用容器
【ポイント】
子供の手でも安全に扱える
耐破損性は落とした時や子供が扱うときにも助かる
LinFlex(札幌立体データサービス)
【温度】
Extruder:220-240℃
HeatBed:20-50℃
【速度】
5-20mm/sec
【特徴】
・国産ポリエステル系エラストマ
・ABSやPLAとの接着性に優れている
・積層痕が比較的きれい。Flex系では印刷がやや容易
・軟式
【使用例】
枕...?(吉岡さんのFabbleにたどり着いた)
【ポイント】
積層痕がきれいなので、突起などが出にくくツルツルしている?
手を傷つけにくいのでは
BambooFill
【温度】
Extruder:190-210℃
HeatBed:50-60℃
【速度】
40-60/sec
【特徴】
・一般的なPLAと同じ方法でよし
・約80%のcolorfabb PLAと、約20%のリサイクル竹繊維から生成された木質系混合フィラメント
・印刷時にいい匂いがする...
・脆く折れやすい
【使用例】
【ポイント】
やっぱり竹とんぼなら竹だろ
ただ折れやすいのは難点...
Willow Flex (Bioinspiration)
【温度】
Extruder:175-185℃
HeatBed:None
【速度】
60-80/sec
【特徴】
・バイオプラスチック弾性フィラメント
・PLAとほぼ同様の環境で印刷可能
・他のフレックス素材と比較し、印刷しやすいがやや固め
【使用例】
【ポイント】
弾性フィラメントなので、衝撃吸収に繋がるのでは?
Fila Flex (Recreus)
【温度】
Extruder:230-245℃
HeatBed:None
【速度】
30-80/sec
【特徴】
・Flex系フィラメント。熱可逆性ポリウレタン
・印刷後はかなり柔らかい
・フィラメントの毎分の引き込む量が多いと屈曲してしまい、遅すぎると液ダレによるダマになりやすく、調節・印刷が難しい
【使用例】
【ポイント】
柔らかいのは衝撃吸収になるのか
ProMatte
【温度】
Extruder:210-240℃
HeatBed:None
【速度】
40-100mm/sec
【特徴】
PLA系フィラメント
マットな質感の印刷。積層痕も比較的目立たない。少しヤスリをかけるだけで良い
従来のPLAフィラメントよりも30%軽量
PLAの弱点である耐久性を克服
【使用例】
ドローンなど
【ポイント】
触り心地がいい・軽い・耐久性の3つが揃った天才
PolyFlex
【温度】
Extruder:220-235℃
HeatBed:必要としないが、BuildTak(プリント用シート)の使用を推奨。
【速度】
30-60mm/S
【特徴】
・弾性フィラメント!
・良好な弾性と大きな破断伸びを特徴としており、全く新しい応用範囲の可能性を要した素材
【使用例】
・衣類
・靴
・ウェアラブル器具の外装
・義肢
・その他、軟性素材を必要とする環境
・靴
・ウェアラブル器具の外装
・義肢
・その他、軟性素材を必要とする環境
【ポイント】
値段も良心的で手を出せそう
Crystal Flex
【温度】
Extruder:230-260℃
HeatBed:80-100°C
【速度】
40-120mm/sec
【特徴】
・強度、弾力性、柔軟性に優れ、ポリカーボネートと同等の透明度で表面光沢が非常に高い
・高度な反発力と屈曲性(ショア硬さ63D)を有しており、白濁するストレスマークを発生させずに230%程度まで曲げることができる
・吸水率はABSの30%
【使用例】
【ポイント】
弾力性・柔軟性
反発力・屈折性 良い
NinjaFlex
【温度】
Extruder:190-220℃
HeatBed:None
【速度】
30-60mm/sec
【特徴】
・Flex系フィラメント
・印刷後もかなり柔らかい
・調整が整うと安定的な印刷が可能
【使用例】
【ポイント】
弾力性・柔軟性
反発力・屈折性 良い
PET+
【温度】
Extruder:220-270℃
HeatBed:60-70°C
【速度】
30-40mm/sec
【特徴】
・優れた耐熱性。ABSのように急激に炎上したり、PLAのように夏の車の中で溶けたりもしない。
・耐水性があるので湿気に強く、保管が楽。ABSやナイロンなどは密封容器に入れて長期保存しないと空気中の水分を吸収して3Dプリンタの詰まりの原因になることがない。
【使用例】
【ポイント】
PLAっぽい、作りやすい?
調査方法
衝撃吸収
衝撃吸収というが、一体どうすればわかるのか...と思って探していたらこの調査結果が見つかった
どこの化学班かはわからないが、少し参考にしたいと思う。
・厚み大事
・
重量
秤で重さを計る
これは簡単
触り心地
五段階評価にして、触りごごち良さを評価してもらう
飛行距離
飛んだ距離を測る
耐破損性
どのくらいの力が加わったら壊れるのか
モデリング
早速竹とんぼのモデリングをしていこうと思う
事前調査
すでに竹とんぼをモデリングして実際に飛ばした人がいたので、参考にしてみる
・羽の厚み0.7mm
・直径180mm幅20mm重さわずか3g
・傾斜が20度が最も良く高さ5mを越える
・パイプは直径6mm厚み0.2mm
一旦これで作ってみる
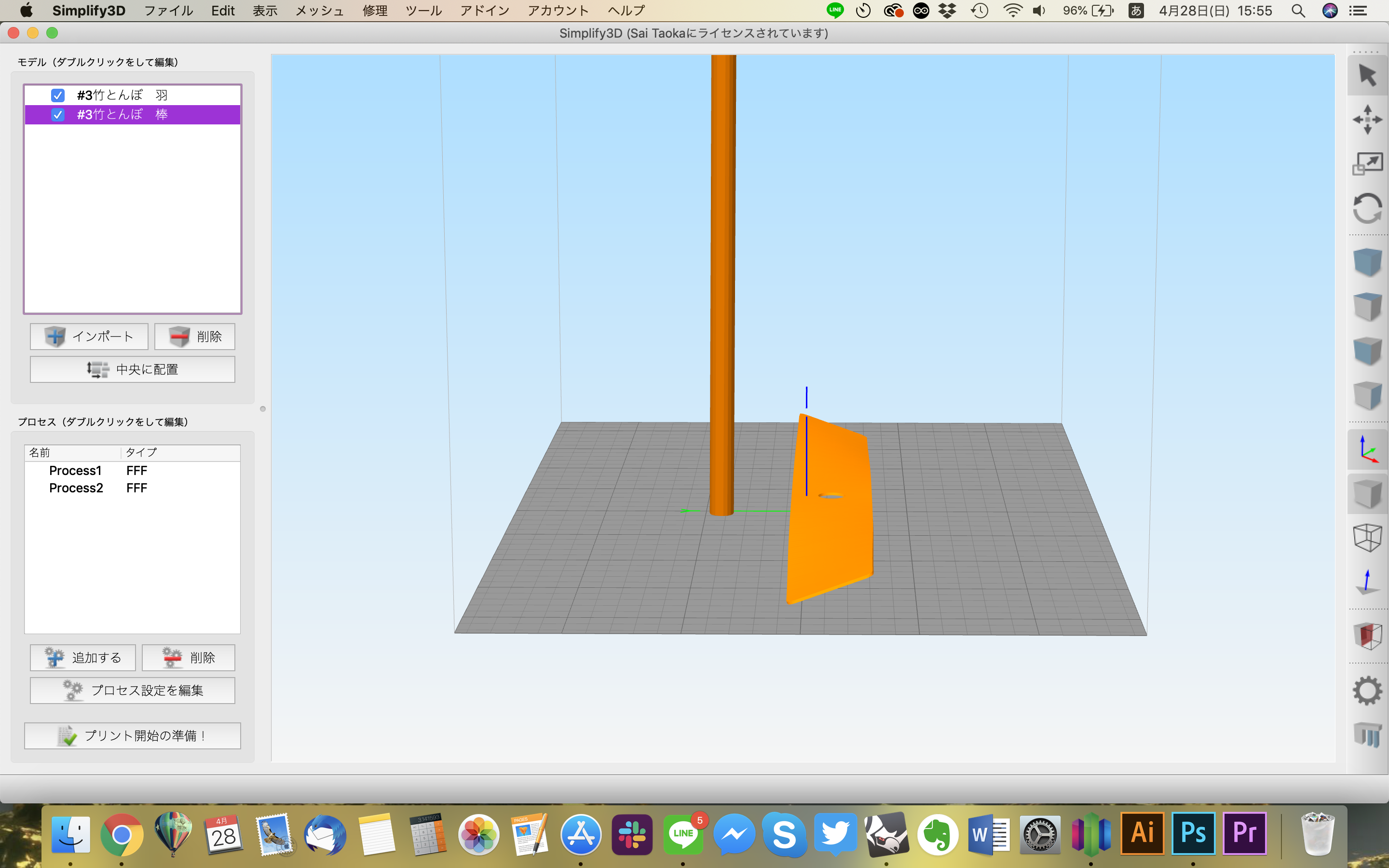
できた
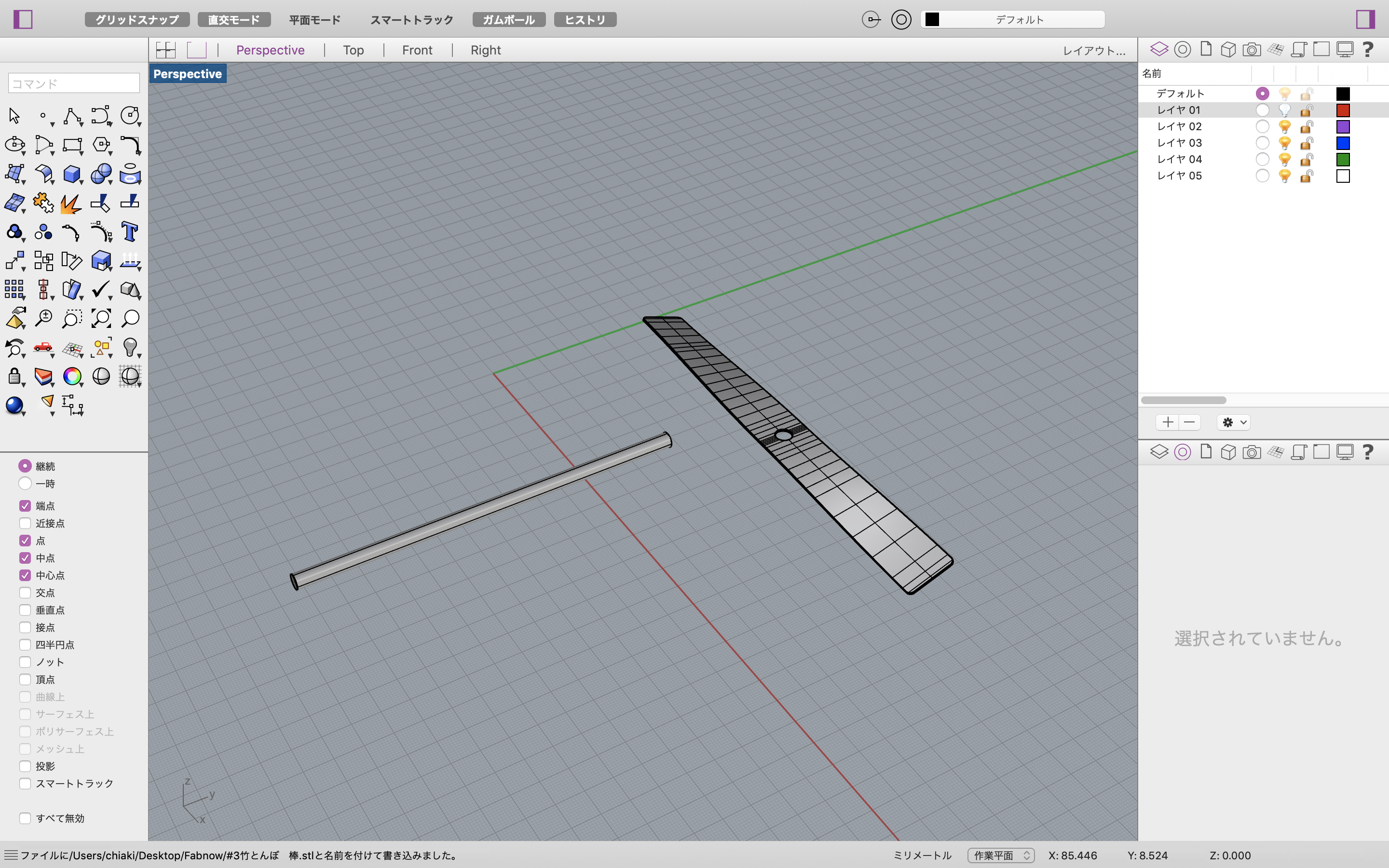
こんな感じ
羽:
rectangle(高さ20mm幅180mm)でラウンドカーブつけた
20度角度つけてtwist
棒:
pipeで半径3mm、高さ180mm
出力
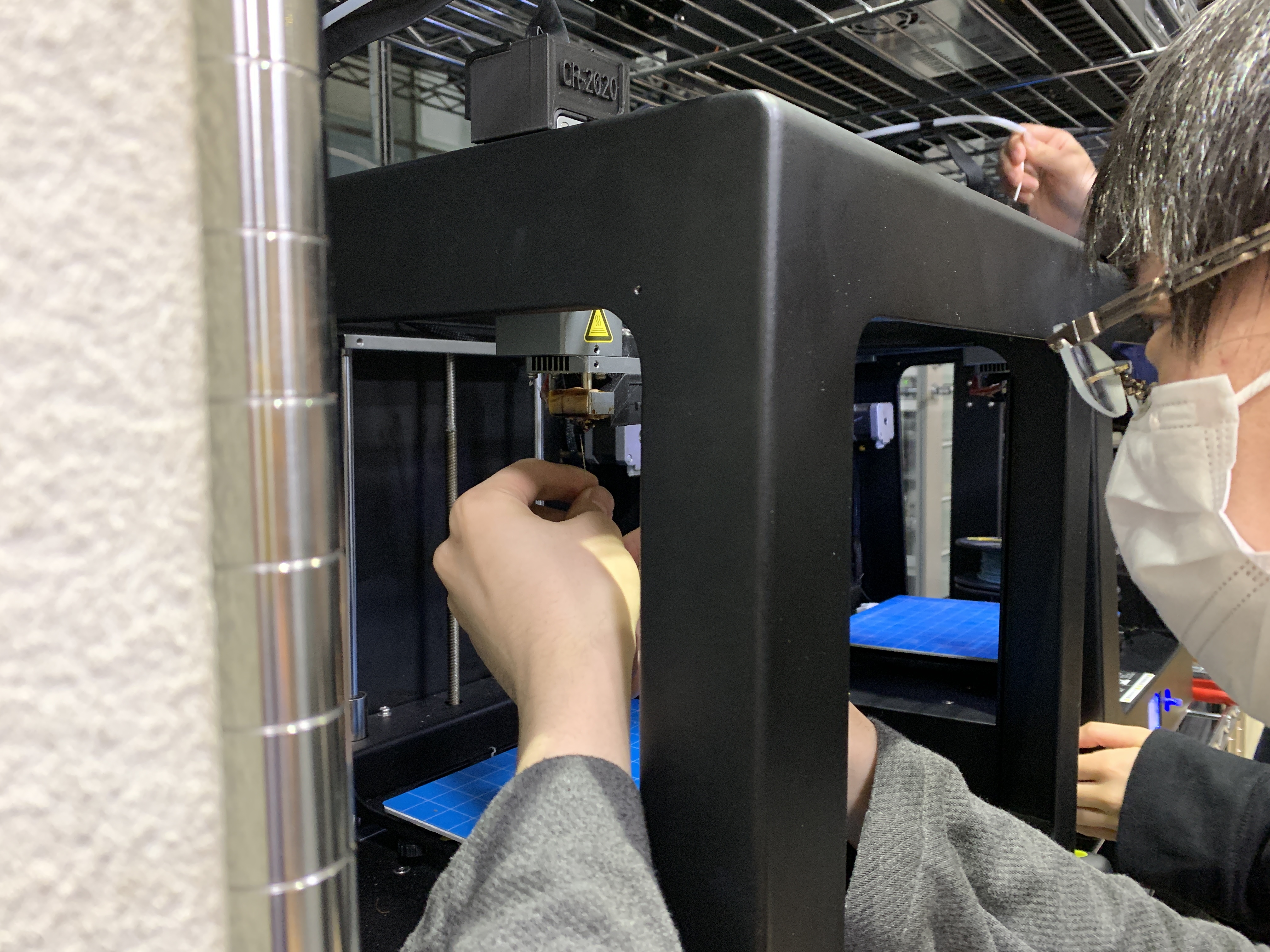
やってきました3Dプリンター
台座調節
今回使ったのは黒のPLA
フィラメントのloadまではスムーズにできたが...出力を始めても全然進まない
ということで台座の調節をした
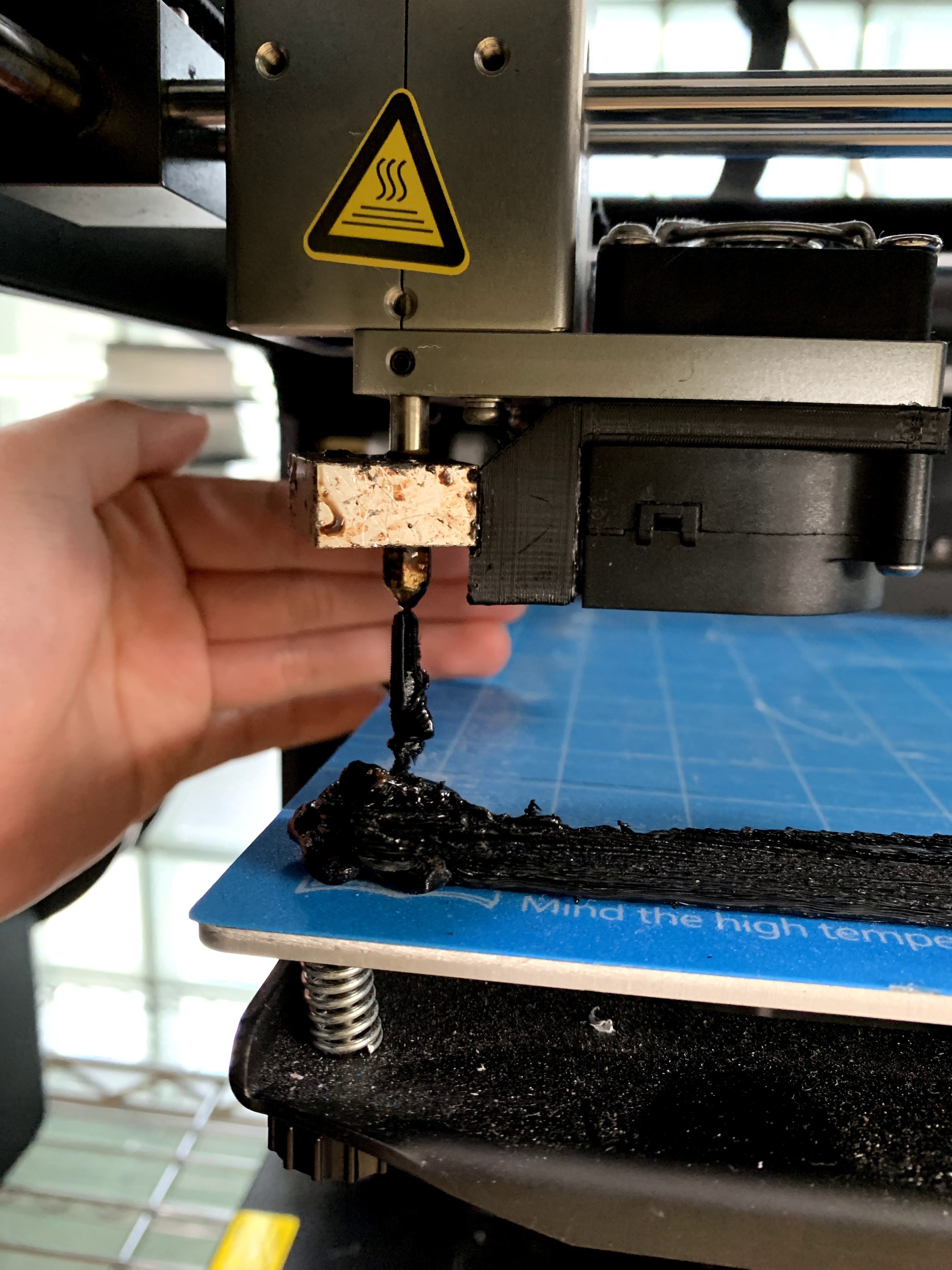
出力...?
他人のデータを出力。焦った
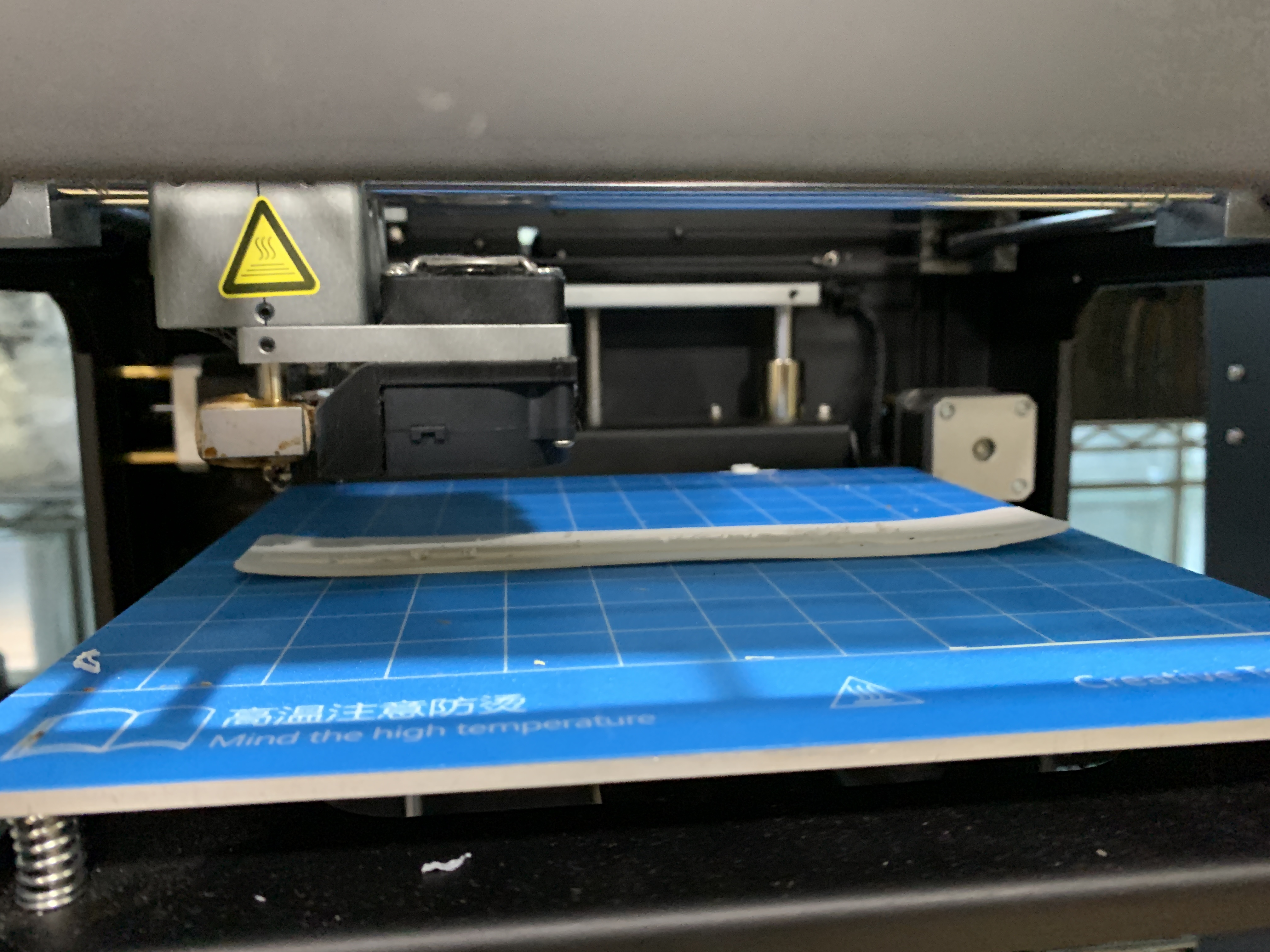
ちゃんと出力1回目
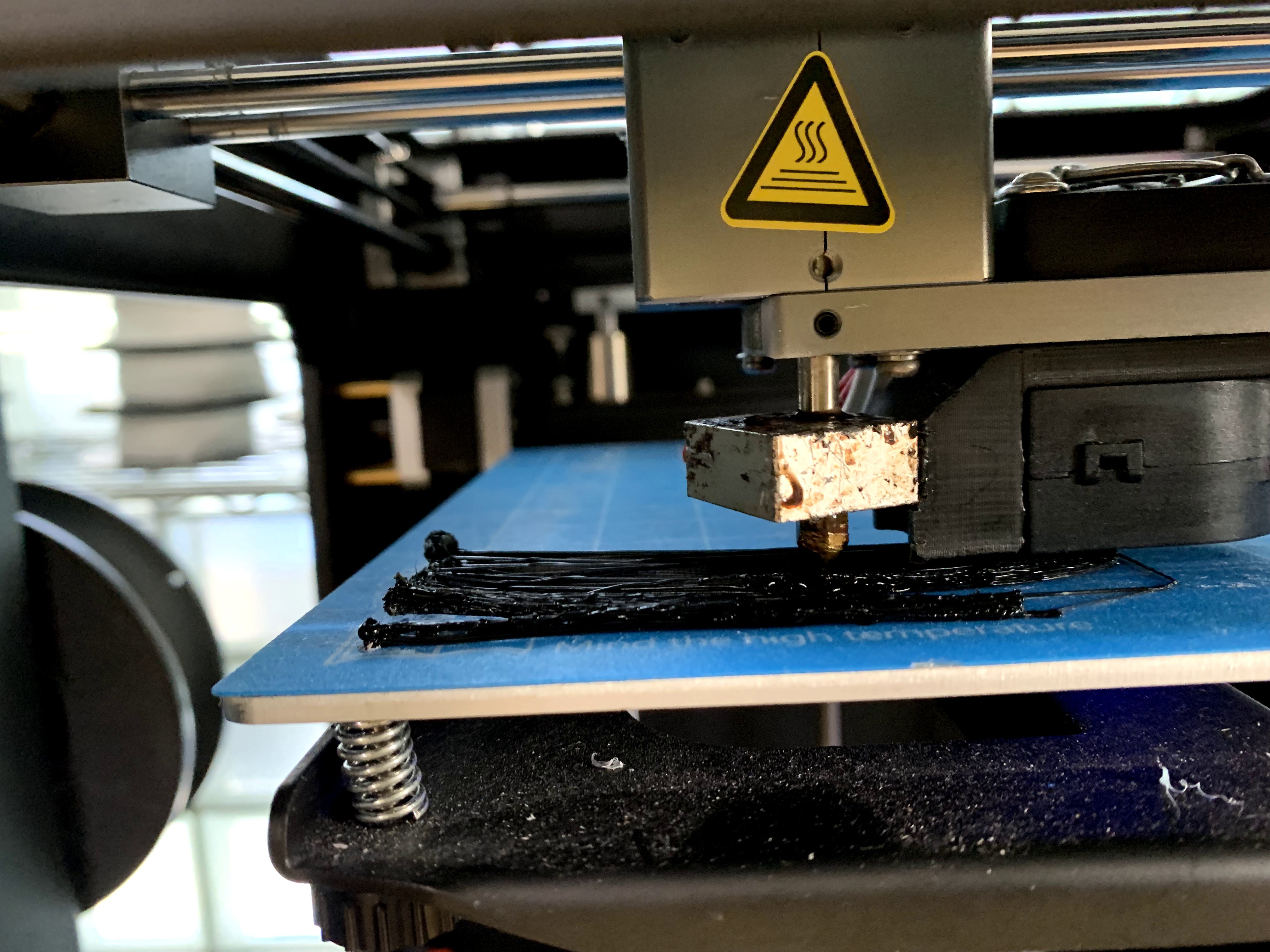
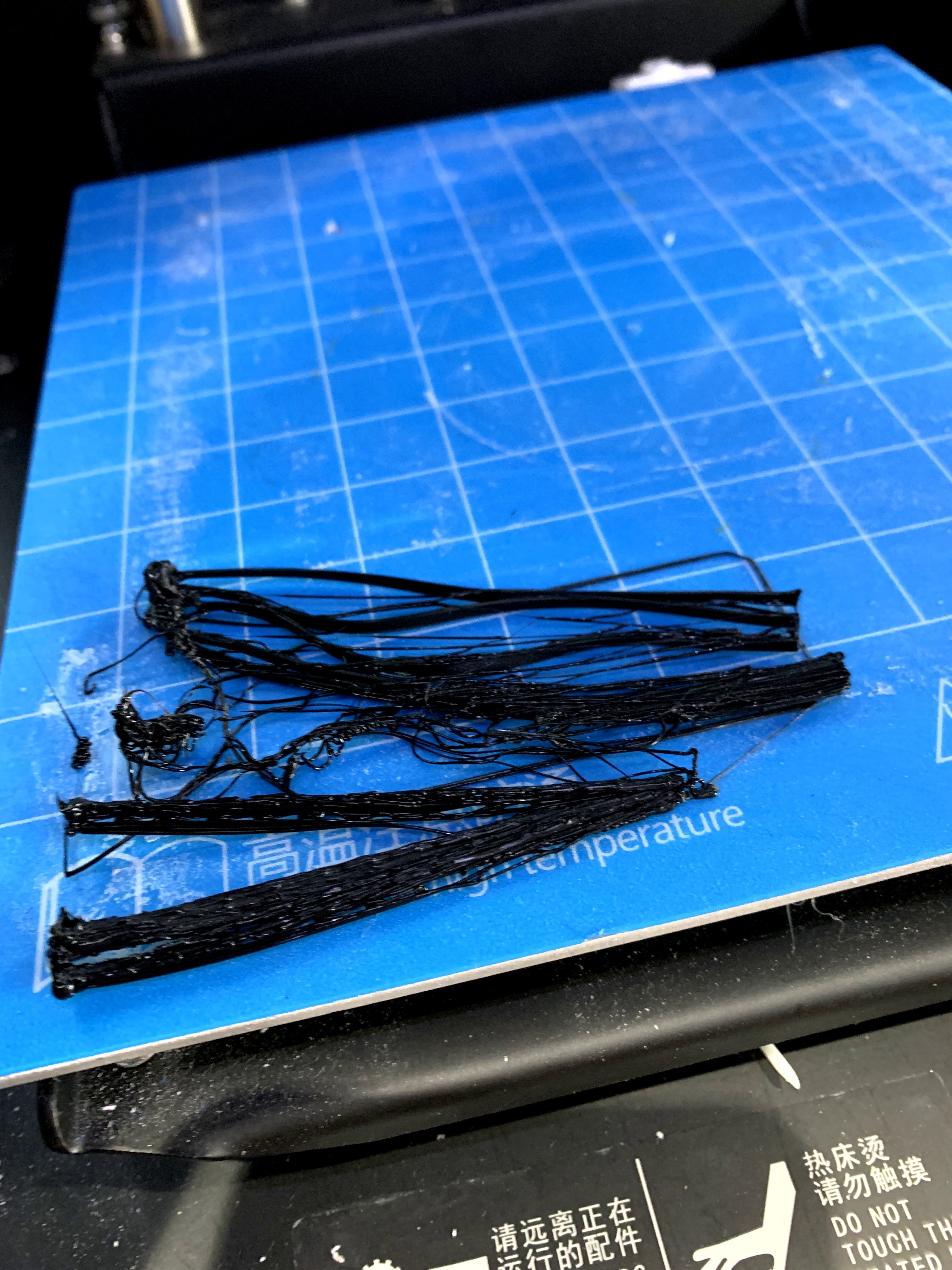
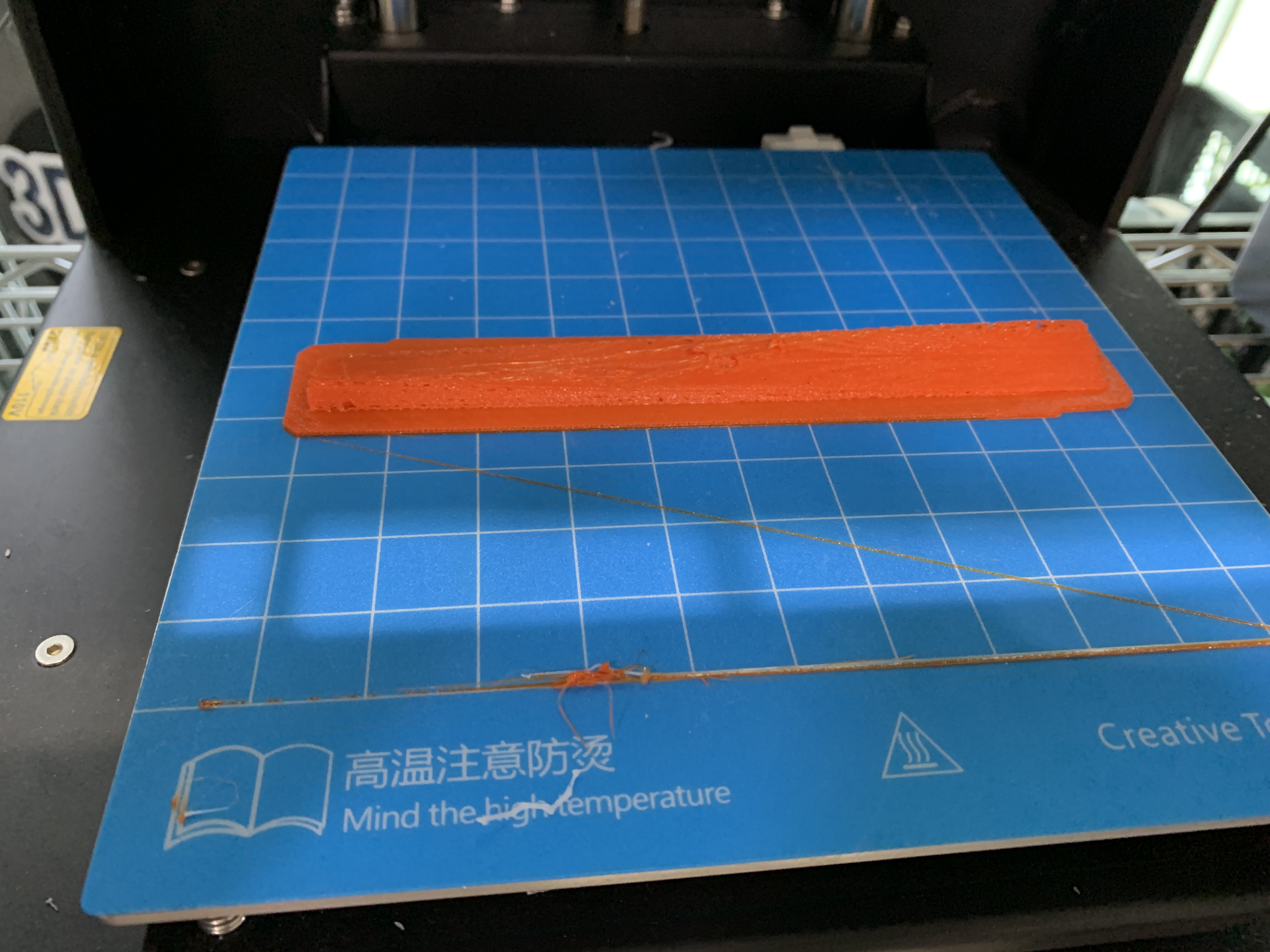
出たものの、ベッドにちゃんとくっつかない。
端だからあまり暖かくないのか?
無残な姿に。さよなら竹とんぼ
スタートの位置を変える
スタートの位置を、「時間が一番かからないところ」から「X=0,Y=0」のとこに変更した
しかし変わらず。また同じ感じ
名倉さんに助けてもらう
名倉さんに助けてもらい、サポートや置き方を変えた(立てた)
そもそも棒は細いし丸いし、羽の部分も薄いので、出力がしにくい
比較するのは羽の部分なので、もしこれで棒がうまく出なかったら、棒だけは統一して竹(本物)でもいいのかもしれない
棒をやめた
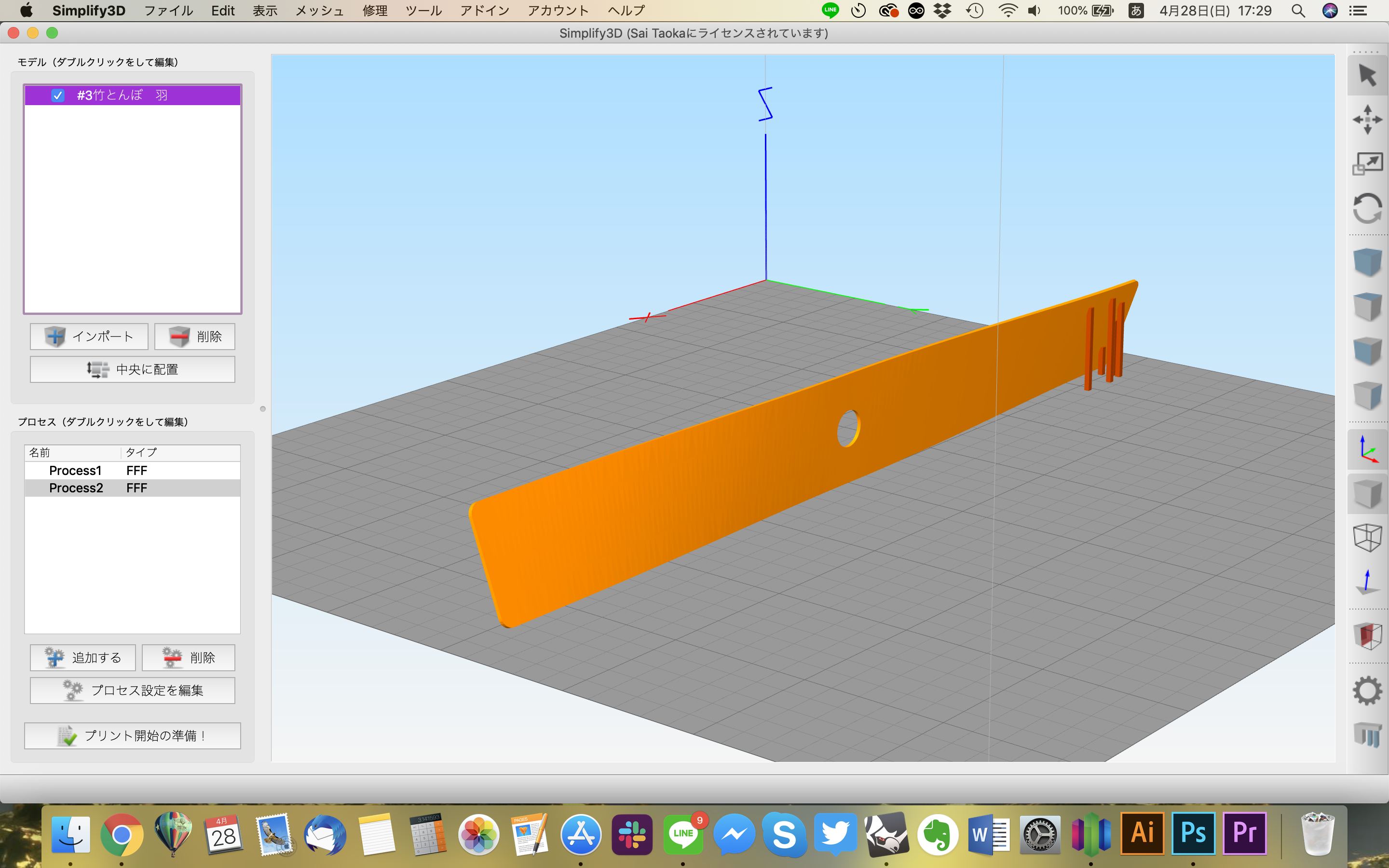
棒は竹串で作り、羽の部分を変更することにした(調査対象が増えてしまうため)
出力方法を立てるのに変えた(サポートは自分で取り付けた)
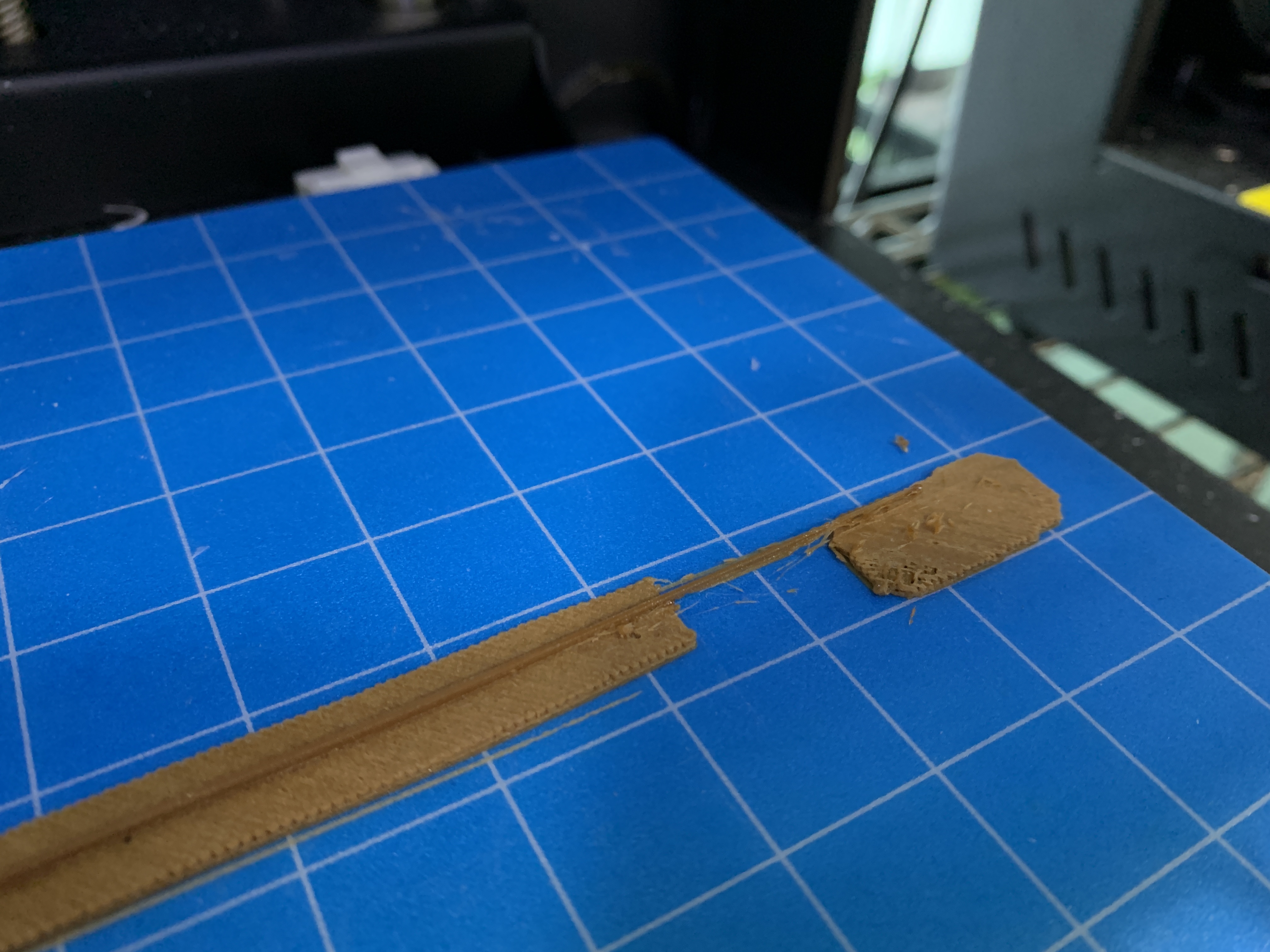
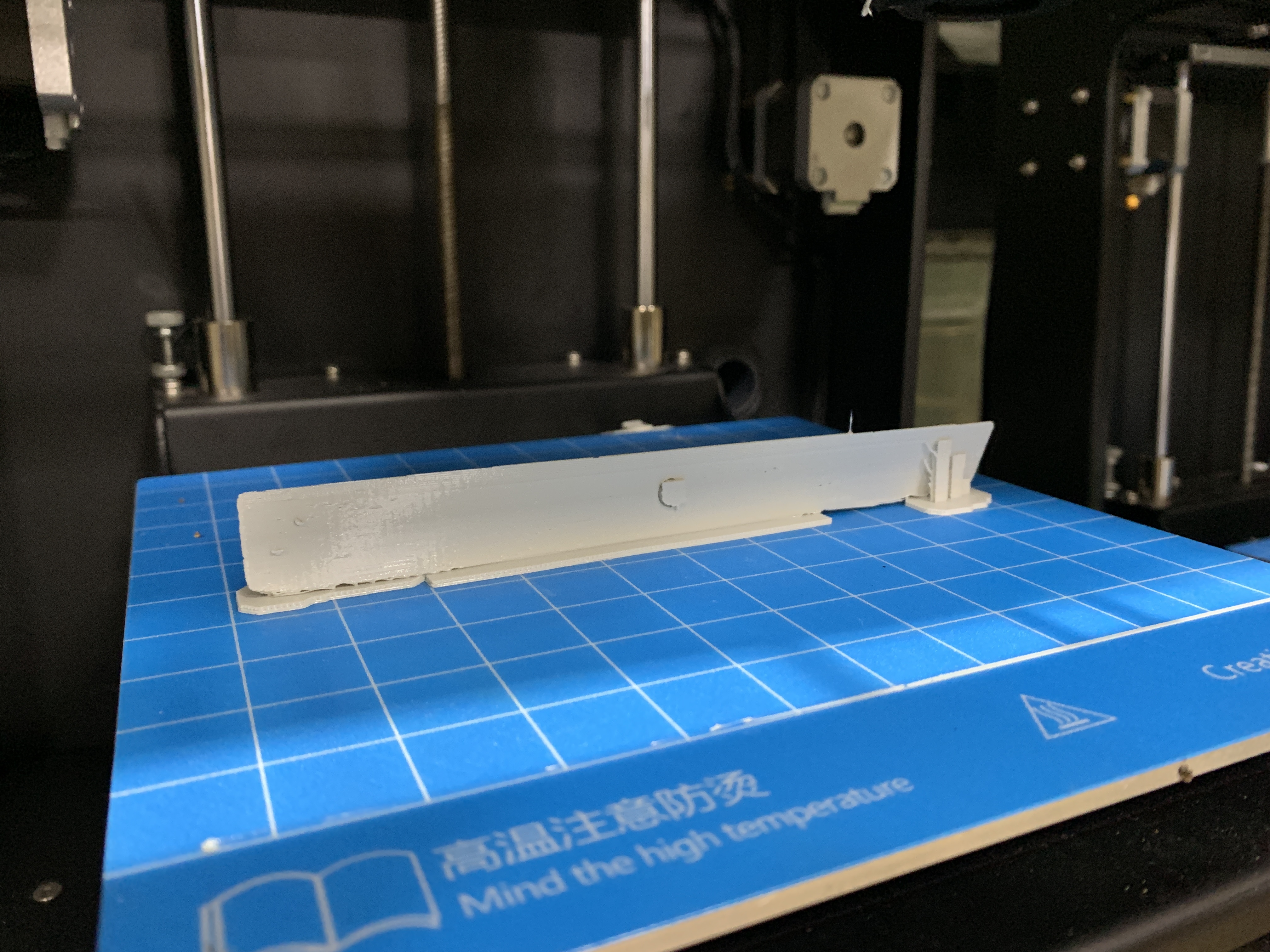
うまくいかないぞ
ベッドを調節しても、左側が盛り上がってしまう...
そこで名倉さんに助けてもらってFFFファイルを手に入れた!
神
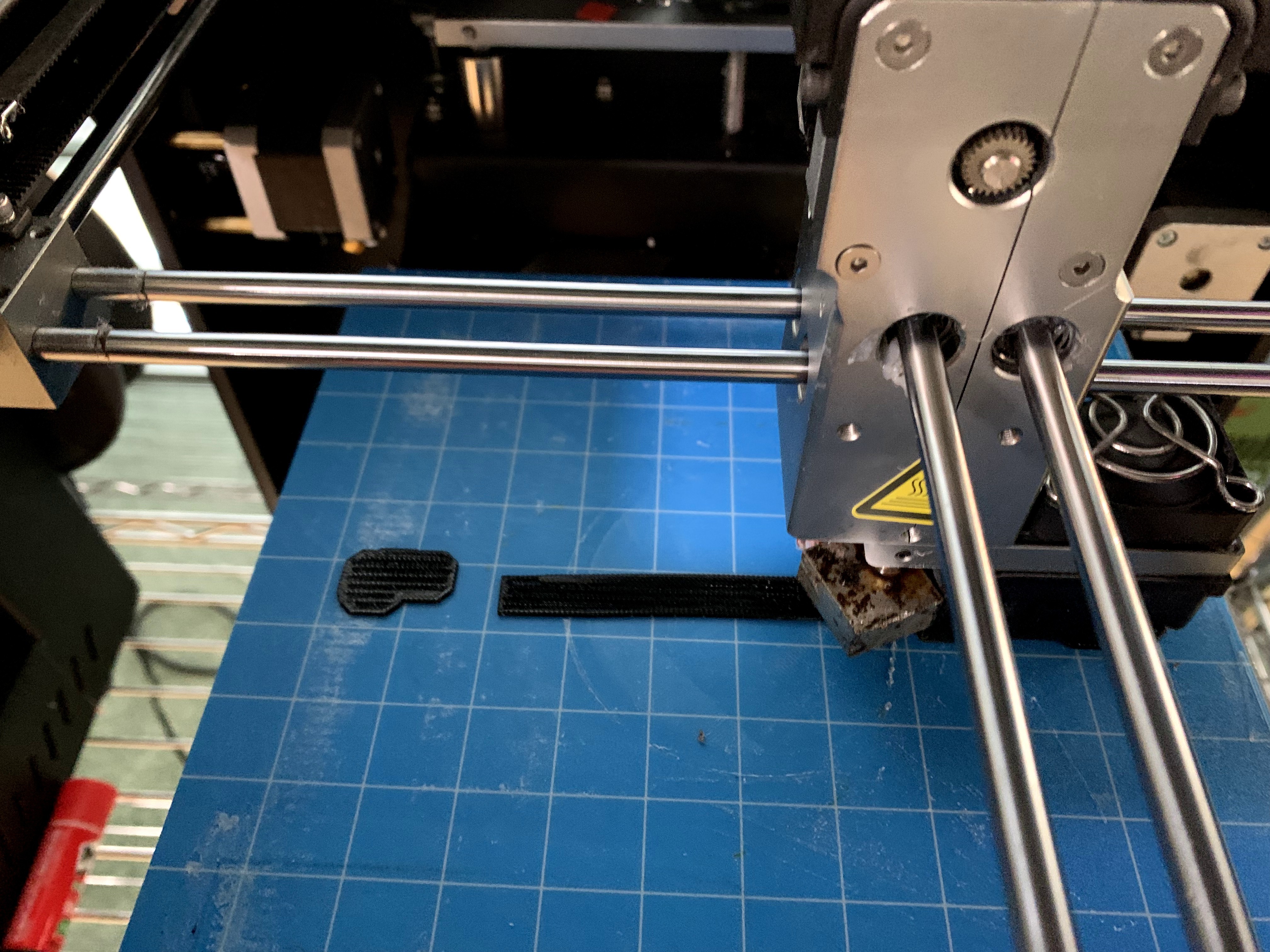

神でした
綺麗にできた!

判断の時には棒は竹串にしようと思うが、とりあえず棒も出力した
飛んだ!
ちゃんと回転して飛んだ!
ただ、羽の部分の穴が大きかったので、もう一度穴を小さくして作り直してみようと思う。
フィラメントが届いた

購入したのは
・竹素材フィラメント「BambooFill」(竹とんぼだから)
・高性能コポリエステルフィラメント「nGen」(手触りよし)
・世界最軽量フィラメント「Pefasus PP Ultralight」(重さ比較)
・元の形状を記憶する弾性フィラメント「FlexFill」(衝撃吸収)
追加で
追加でPLA、そして研究室にあったNinjaFlex(弾力すごい)を使用しようと思う。
早速印刷!
1つずつ印刷していこうと思う。
gcodeは基本名倉さんからもらったFFFファイルを元に制作したのを使い、個々の設定は3Dプリンターの方で温度や速度を変えた。
PLA
設定
名倉さんからもらったFFFファイル使用。特に変更することなし
出来た
綺麗に出来た。しっかり飛んだ。
もう一回作った
最初のは横向きに出力していて汚かったので、縦で出力し直した。
NinjaFlex
設定
これを参考にする
温度:ノズル240℃ ベッド30℃
スピード:20mm/sec
レイヤー層:0.2mm
失敗
最初はよかったんだけど...
立てた状態で出力したけど、柔らかいからうまくいかなかったのだと思う。
次は横向きで出力してみる。
成功
一晩寝かせて、朝行ったら出来てた。やったー
ただ、端の方は少し荒くなっていて汚かった。
つらい

サポートが大変そう、頑張る
サポート取り

ニッパーだと切れなかったが、ハサミだとサクサク切れる。
前言撤回

何がサクサク切れるだ。めちゃめちゃむずい。私がキレそう。
ゴム状なので、パリパリサポートが取れず、伸びてしまう。サポートはもう少し少ない方がよかったのだろうが、うまくいかない可能性の方が高い気がしたのでまあ仕方がない...
しんどい

しんどすぎる。こんなにサポートを恨んだことはない。辛い。
とりあえずこの状態で飛ばしたら飛んだ。ただPLAより飛行時間は短い。
BambooFill
NinjaFlexは柔らかいので立ててやるとうまくいかないけど、Bamboofillは硬いから立ててやっても大丈夫かもと思い立てて出力してみる。
設定
温度:ノズル210℃ ベッド60℃
スピード:40mm/sec
レイヤー層:0.2mm
設定変更
ところどころ出てなさそうなとこがあったので、
温度:ノズル220℃
スピード:30mm/sec
に変更した
中止
サポートがうまくいかなかったので、横に倒してやることにした。
2回目
設定は
温度:ノズル210℃ ベッド60℃
スピード:30mm/sec
レイヤー層:0.2mm
にした。
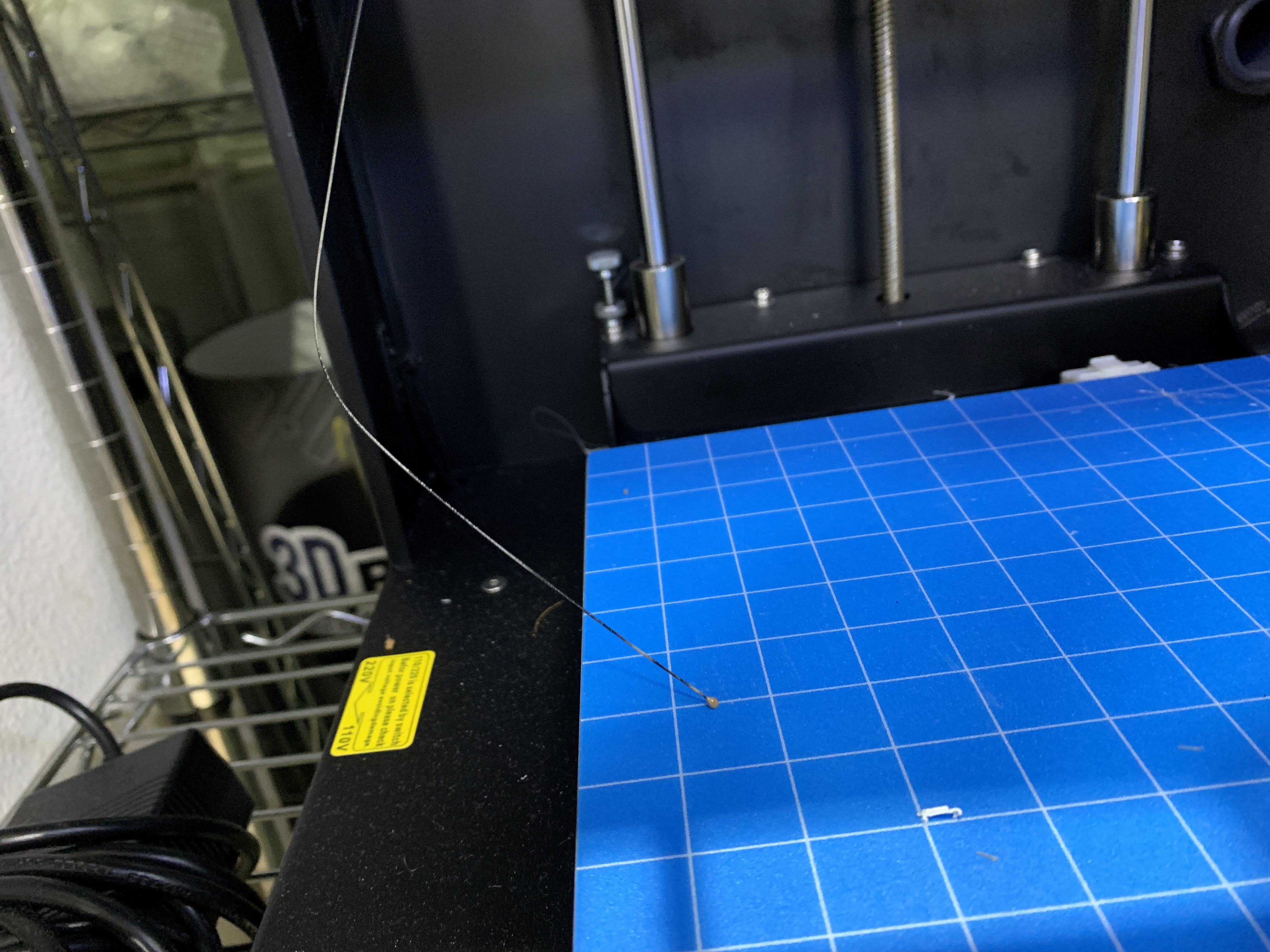
フィラメントが切れる
そのあとも少し失敗して中止にしてたりしたら、フィラメントが切れかけてしまった。
なんとか2本目を続けて入れようと試み、無事成功。緊張した。
出来た

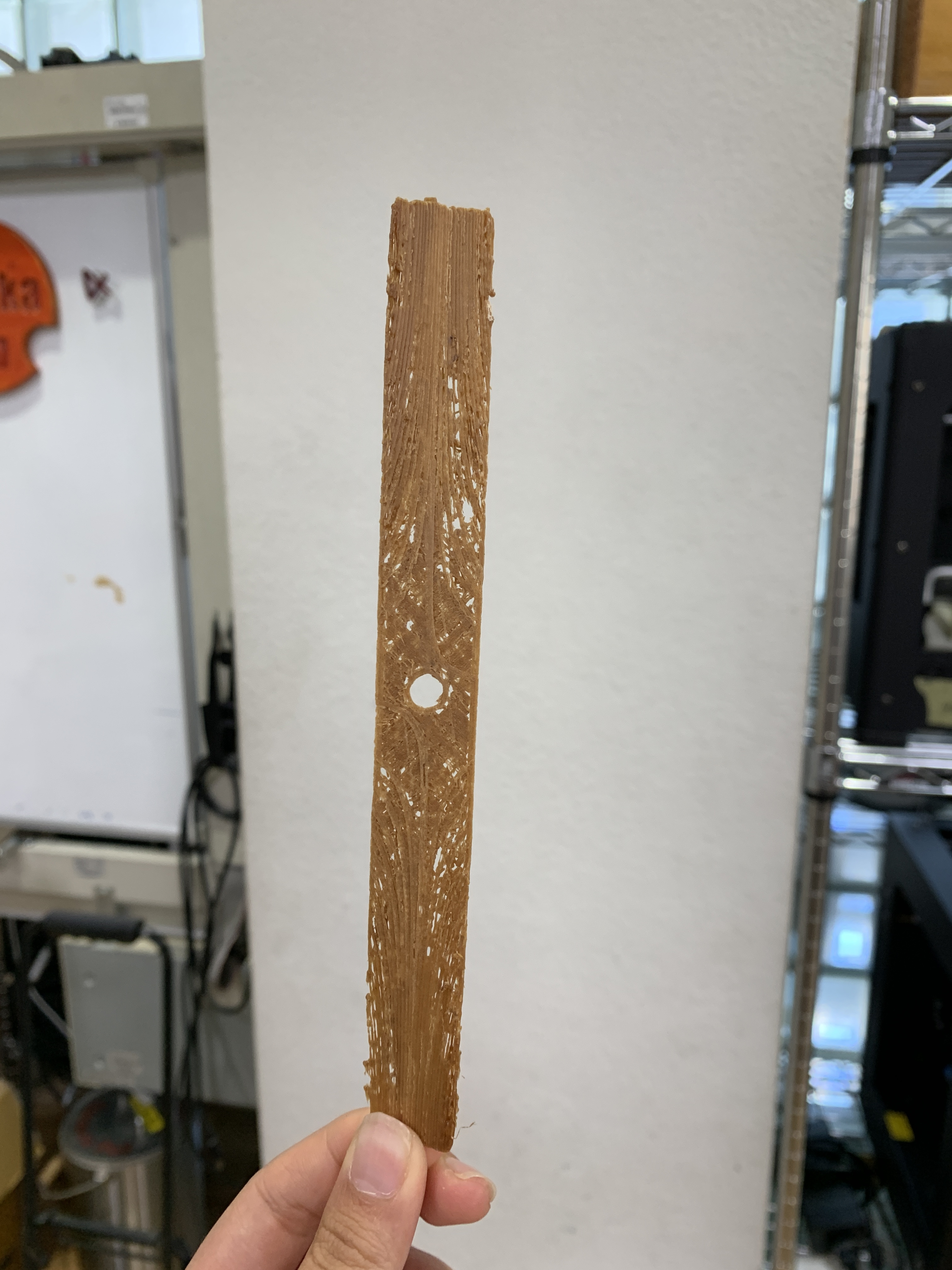
出来たが、表面がガサガサでスカスカ...やっぱり立てた方が綺麗なのでは?使うフィラメントの量も減るし、サポートも減る。うーん悩みどころ。
もう残りのフィラメントもないので、とりあえずこれで。ちゃんと飛んだ。
おまけ

実はフィラメントが途中で折れていて、出力が終わった時にはあと少しでフィラメントも終わるというところだった。危なかった。
Pegasus PP Ultralight
設定
温度:ノズル245℃ ベッド80℃
スピード:80mm/sec
レイヤー層:0.2mm
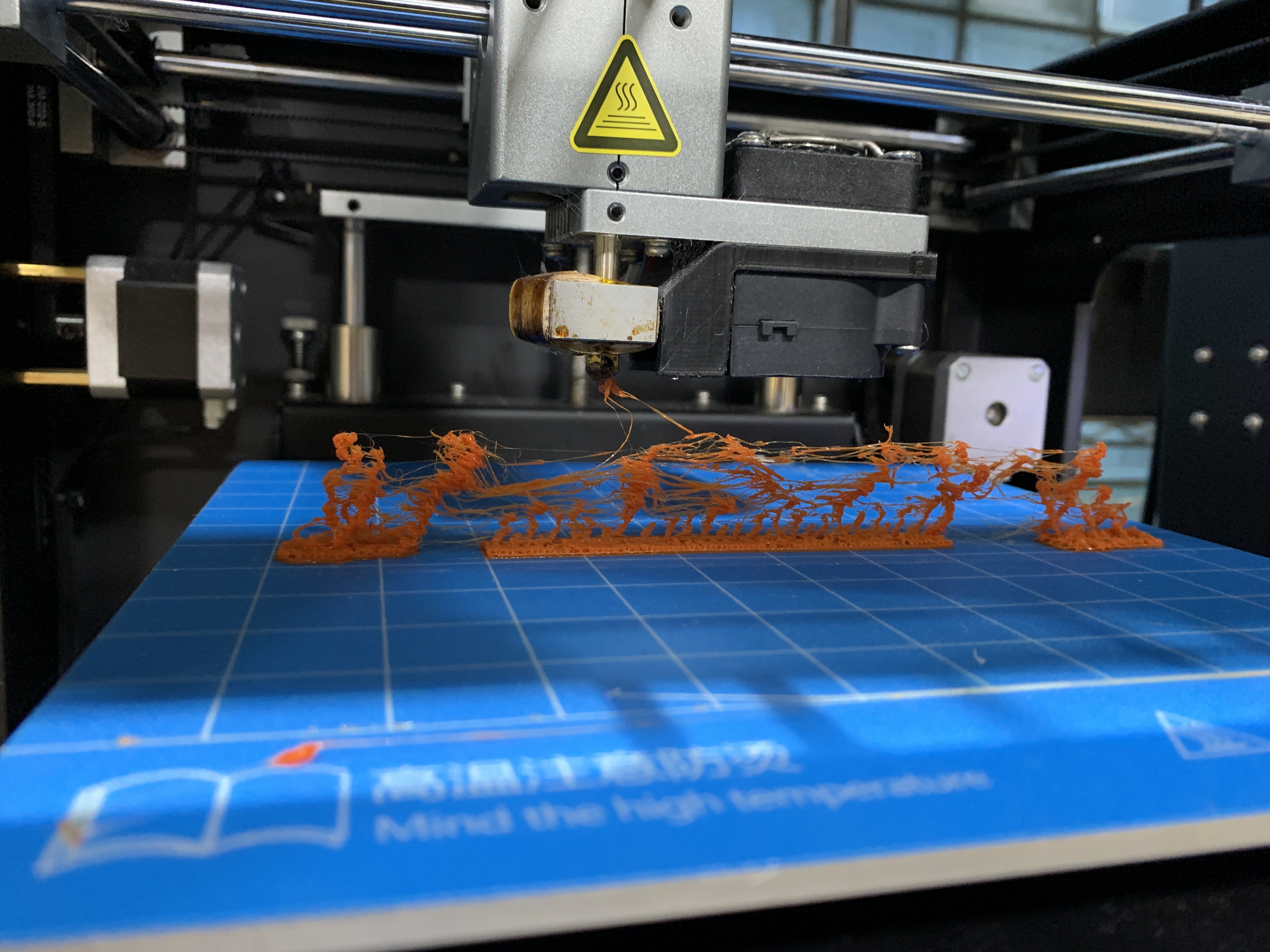
つまる
見たらサポートだけやって終わっていた。辛い。
残り2メートルほどしか残っていない。立ててやるならできるので、他のを先にやって考えよう
もう一度チャレンジするも....

もう一度チャレンジしてみた。
最初はいい感じだったが、ベッドにちゃんとくっついておらず、ずれてしまった....
フィラメントの残りがないので断念。
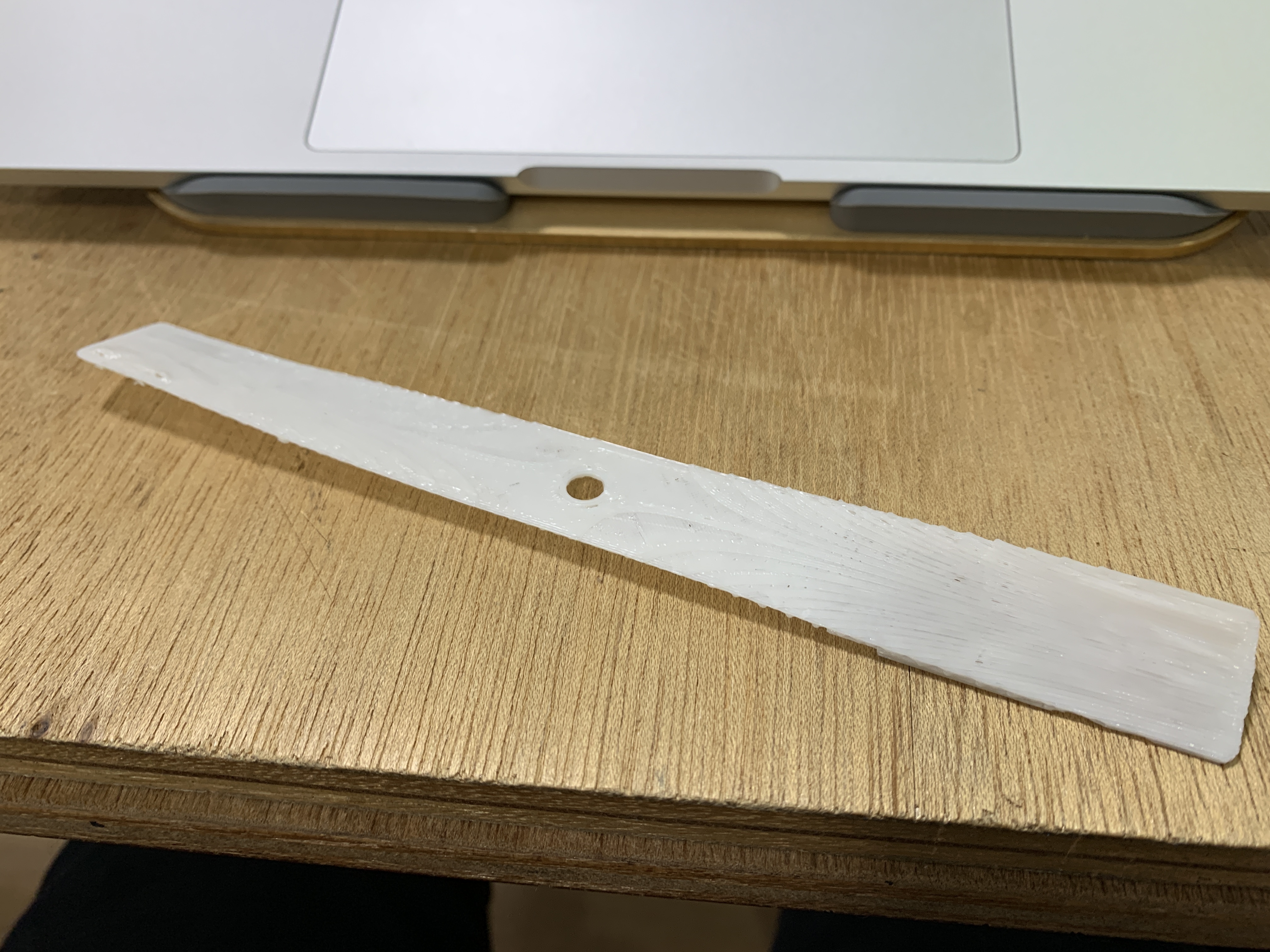
PET+

研究室にあった。ツルツルして、手触りがいいのでは?
設定
柔らかくないので、立ててできるきがした。ということで今回は立てて出力。
温度:ノズル260℃ ベッド80℃
スピード:30mm/sec
レイヤー層:0.2mm
つまり解消
荒井さんに助けてもらいつまり解消。
ロードするときは、前に使っていたフィラメントの温度と、次使うフィラメントの温度のいいとこ取りをしてロードするのがベスト。そうしないと焦げてつまりかねない。
出来た!

少し裂けてたところがあったので、少しアクリサンデーで補修。
綺麗
nGen
ツルツルしていて、どんなになるか楽しみ!
設定
温度:ノズル260℃ ベッド80℃
スピード:30mm/sec
レイヤー層:0.2mm
上手にできました
すごく順調。久しぶりに手がかからなくてママ嬉しい...と思うくらいには手がかかっていた。
3Dプリンター大変...
後処理

この5種類を出力。
上からPLA、Bamboofill、NinjaFlex、nGen、Pet+
紙ヤスリで
ダイソーで買った紙ヤスリ。
早速ヤスる

一応ツルツルに近づいた。
ヤスったあとは...


http://3d-dental.jp/laminated-marks-during-the-pla-art-with-3d-printer-100-yen-shop-nail-polish-top-coat-tried-to-clean/
マニキュアのトップコートを塗るといいらしい。
というわけで、お家にあったトップコートをつけてみたが、あんまり変化がない。勿体無いのでやめた。
自分の爪に塗った。
比較
ここから比較実験を行っていこうと思う
①重量

家にある秤で量ろうと思ったけど、メモリが大きくて量れない...?
天秤づくり
天秤、難しい
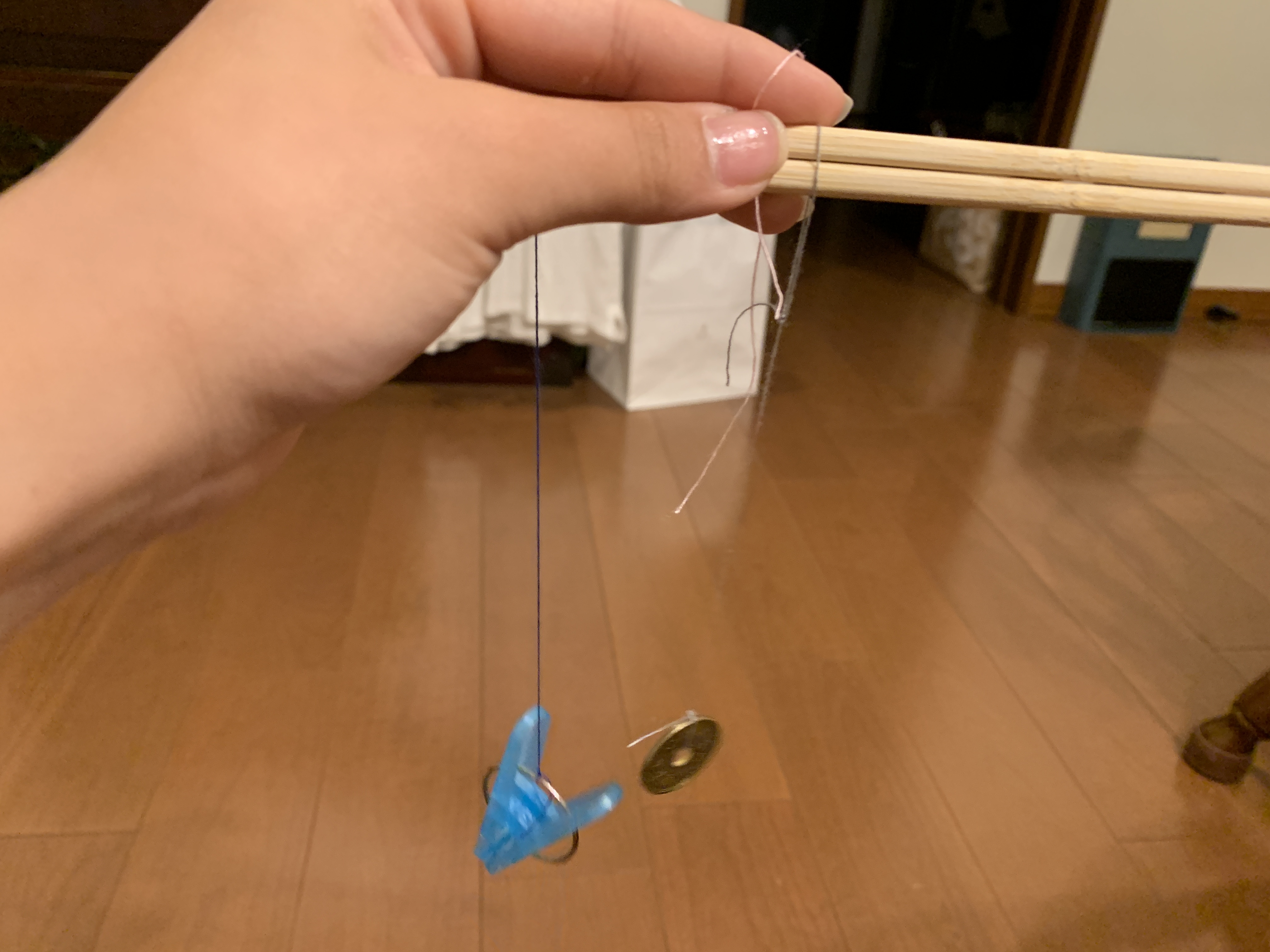
思ったよりうまくいかない。
天秤できた
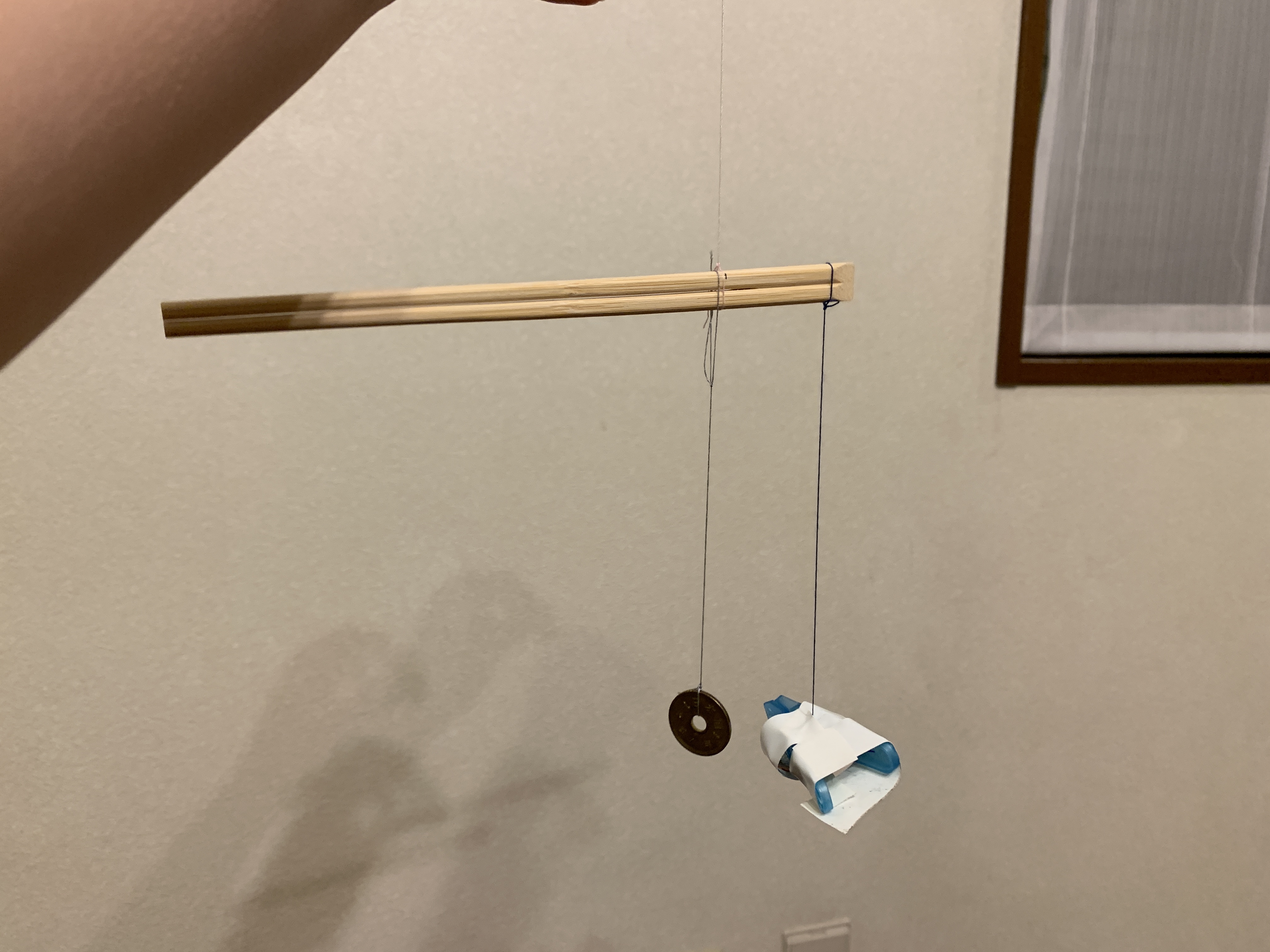
無事できた
これで測ってみると...
お箸:2.4g
ゴム:0.1g
フィラメントは
PLA:3.1g
Bamboofill:2.7g
NinjaFiex:3.9g
PET+:2.2g
nGen:2.7g
②出力しやすさ
この竹とんぼは自分で出力して遊ぶことになるかもしれないので、出力のしやすさも比較した。
同じデータで同じ3Dプリンターを使って制作したので、制作場所は皆同じである。
・3Dプリンターにつまずくことなくセットできた(つまらない、フィラメントが折れないなど)ー1
・やり直さなかったー1・データ通りにできたー1
・後処理をほとんどしなくてもよかったー1
③柔軟性
どれくらい曲がるかを測る。
PLA:30°
Bamboofill:35°
NinjaFlex:180°
PET+:25°
nGen:15°
本当は折れたところの角度を見つけたかったが、代わりを印刷していなかったので断念。
薄い板状でいいから出力しとくべきだった。
④滑空時間
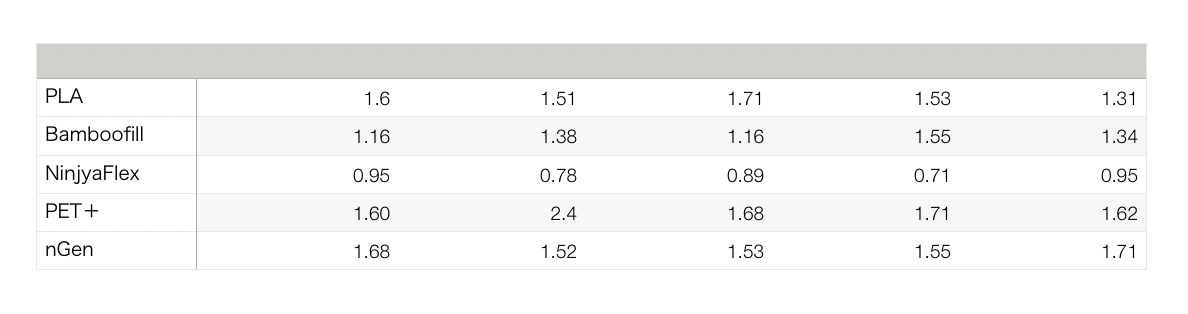
それぞれ5回ずつ飛ばして、滑空時間の平均をだす
PLA:1.53
Bamboofill:1.32
NinjaFlex:0.86
PET+:1.8
nGen:1.6
距離もしたかったが
飛んだ距離もしたかったが、自分のところに戻ってくるものもあって比較しにくいのでやめた
データ
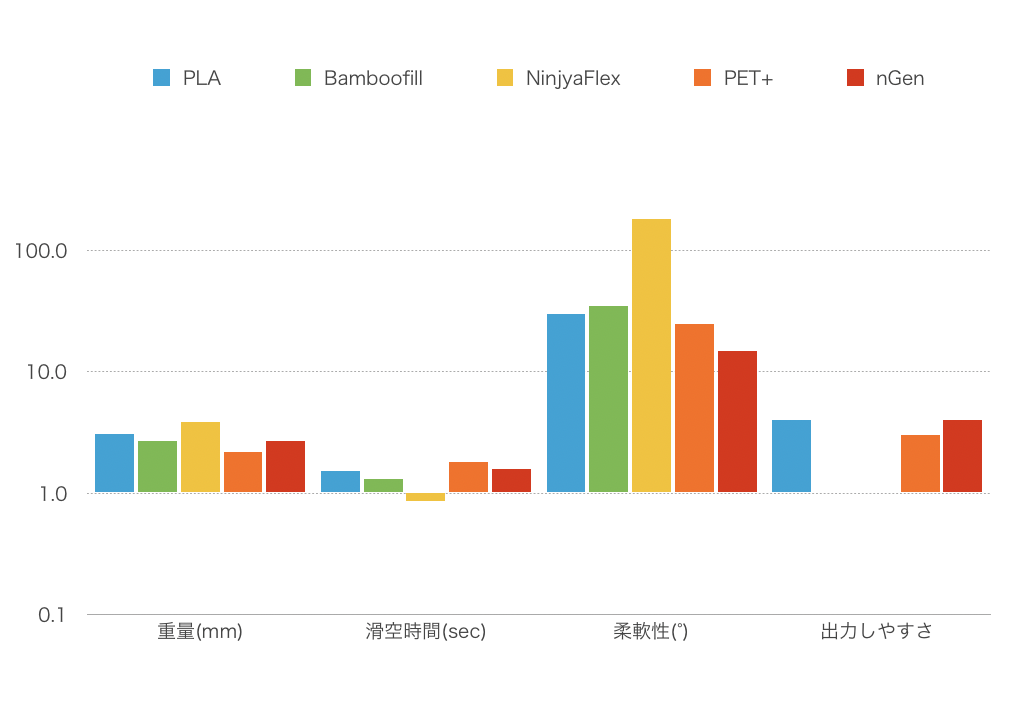
こんな結果になりました
考察
・重量と滑空時間は関連しているように思える。軽い竹はよく飛ぶし、重い忍者は飛ぶもののすぐ落ちる。
・柔軟性が高すぎるのも、飛びにくい原因の1つのようである
感想
・PLAくらいしかほとんど触ってこなかったので、こんなにいろんなフィラメントがあるということに驚いた。またそれらを扱うのがいかに大変か、実際に自分の手でやってみてよくわかった。
・ケチらずもう少し長めにフィラメント買っとけばよかった。
・もっといいヤスリの方法を見つけたい。
・そしてPLAの偉大さに気づいた。楽。
写真
ライト置いて撮ってみた