作ったもの
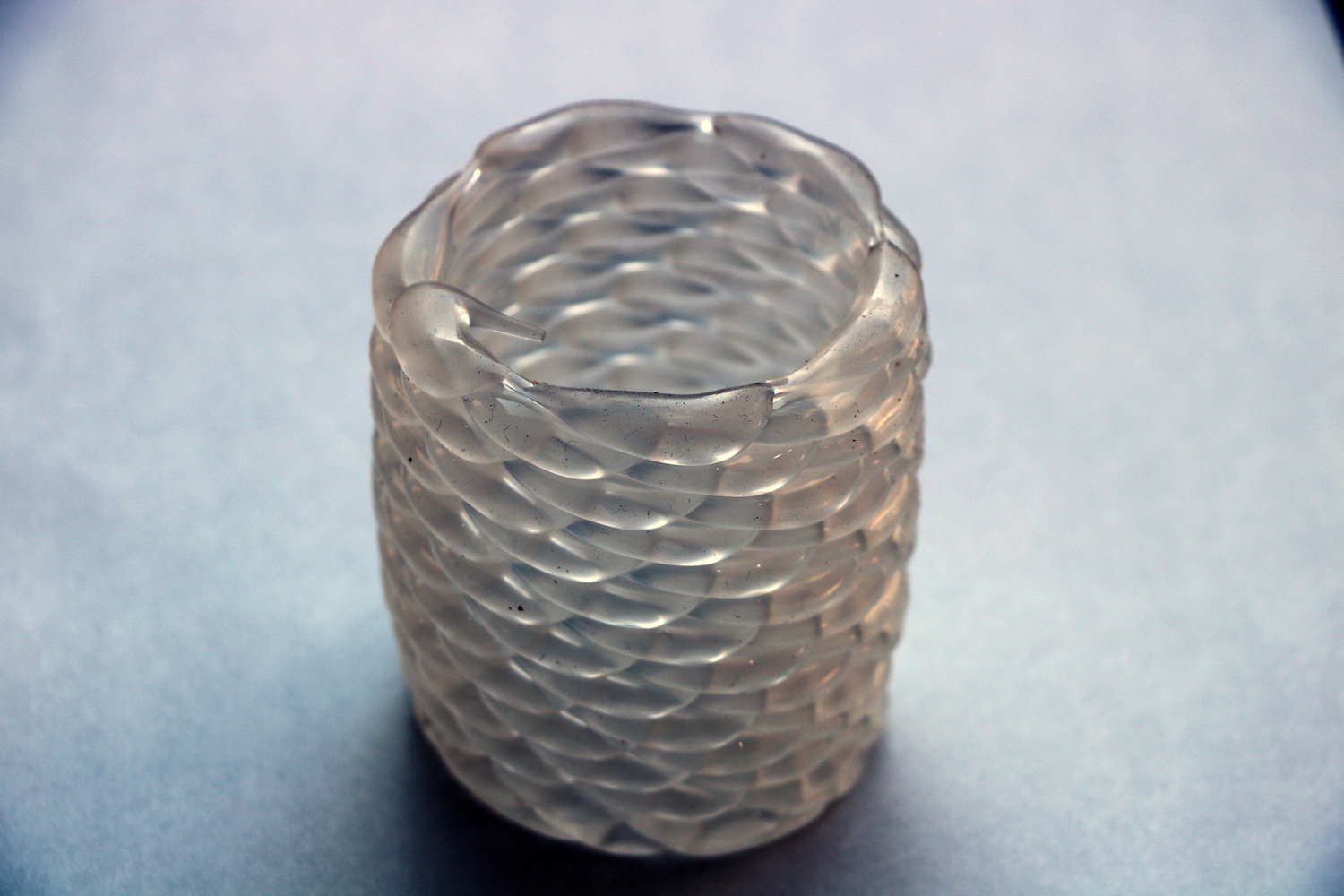
円筒
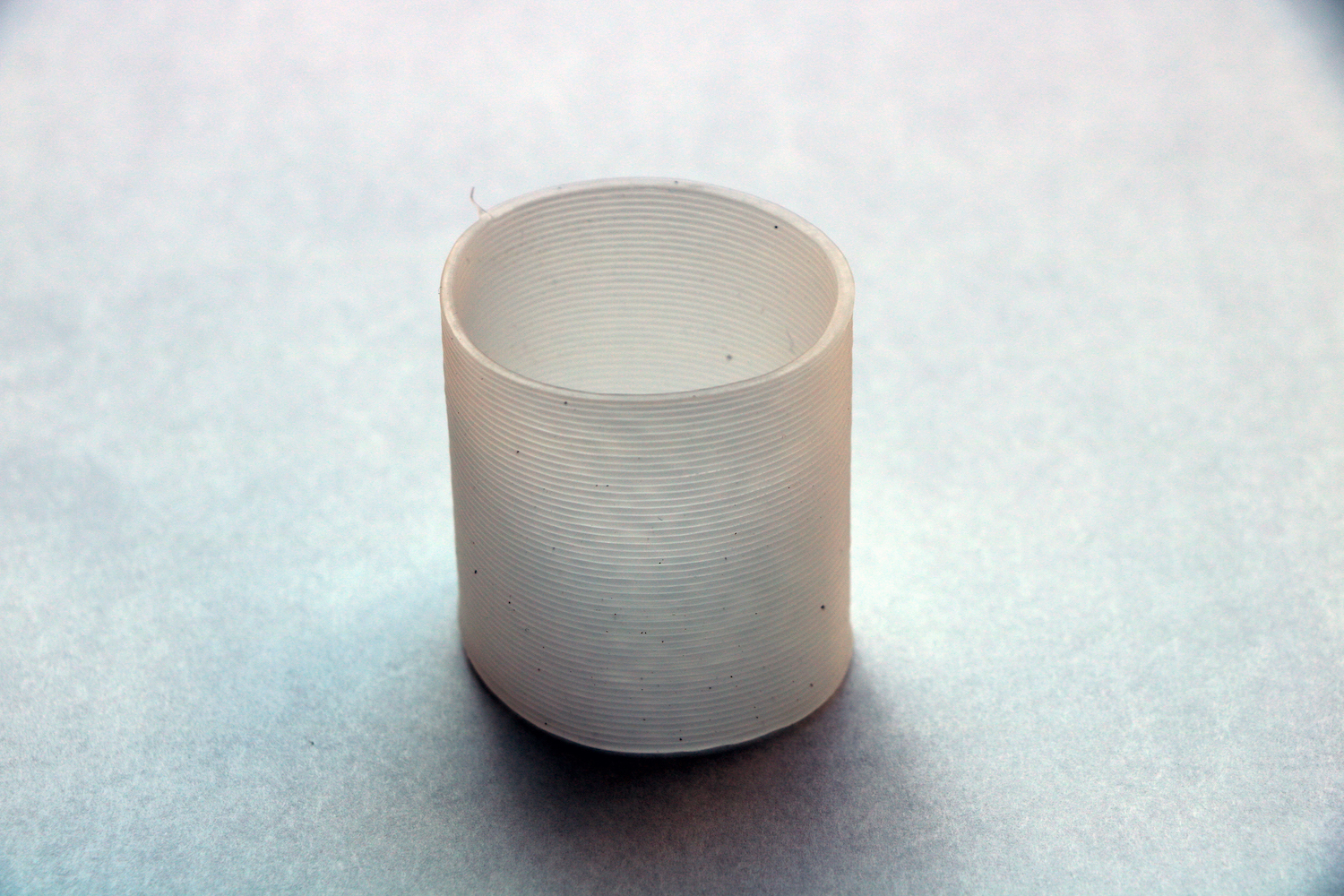
5度目のトライで成功😩
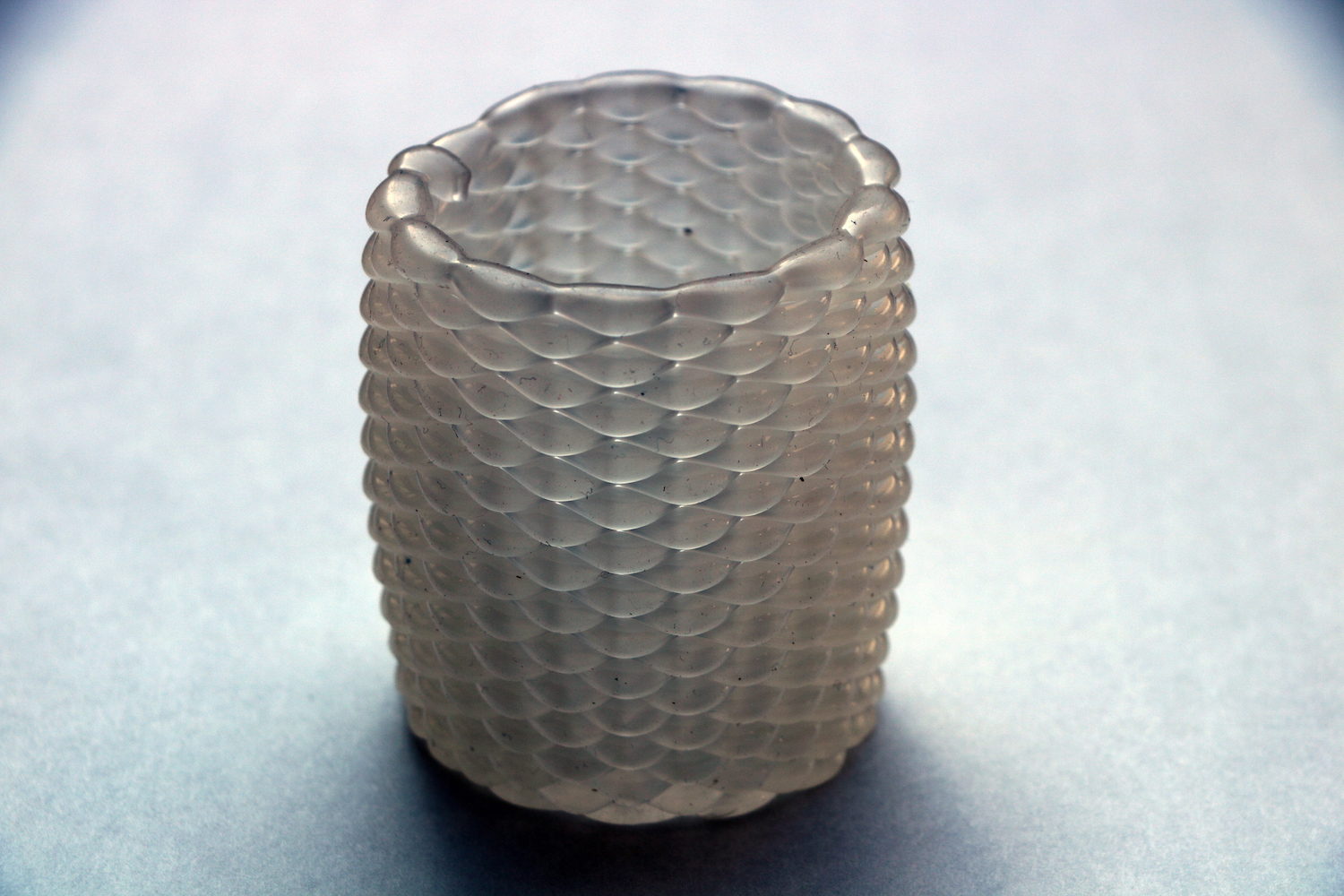
網目 X方向エラストマ Y方向ラバロン
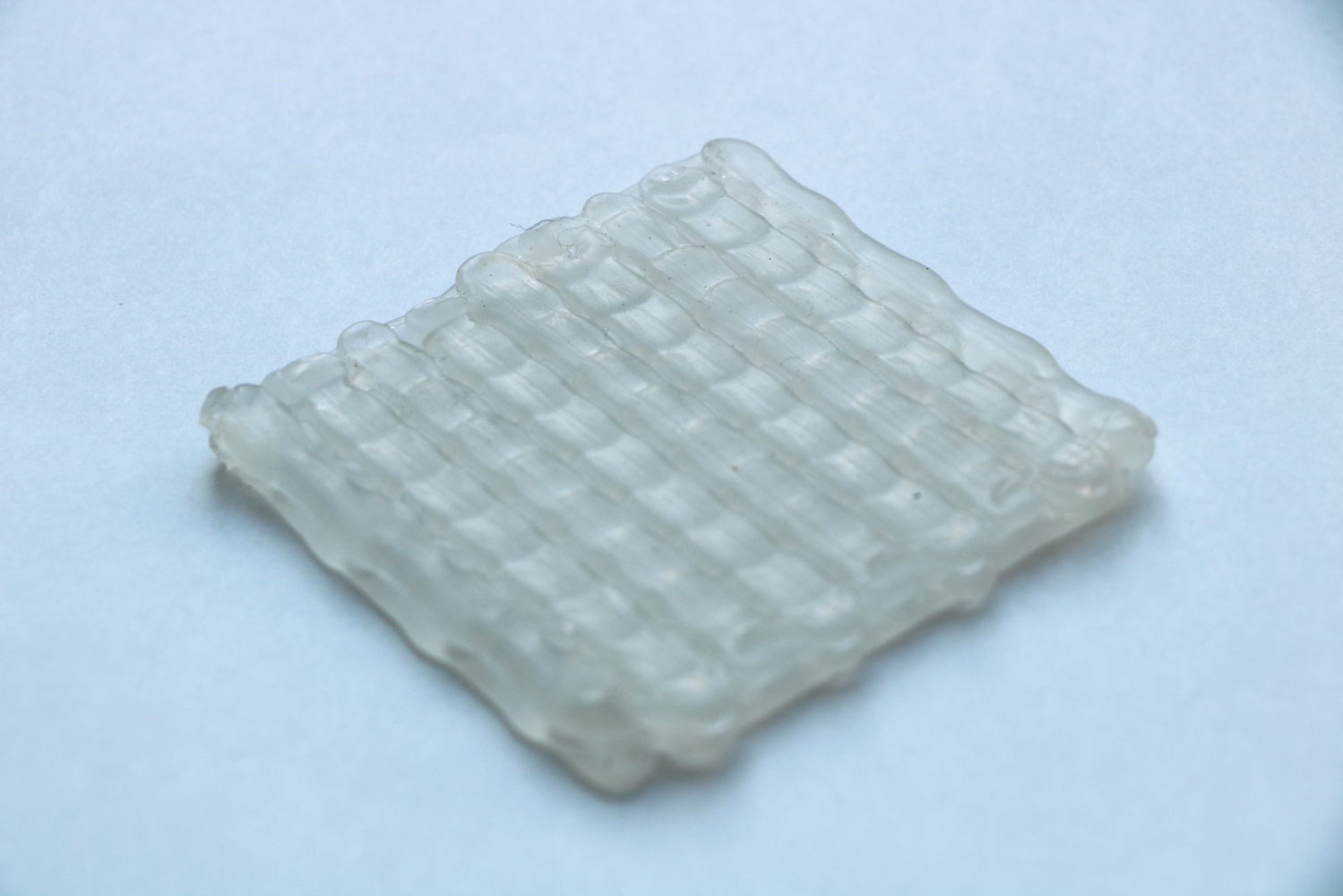
一方向では曲がりやすくて(伸びやすい)、一方向では曲がりにくい(伸びにくい)
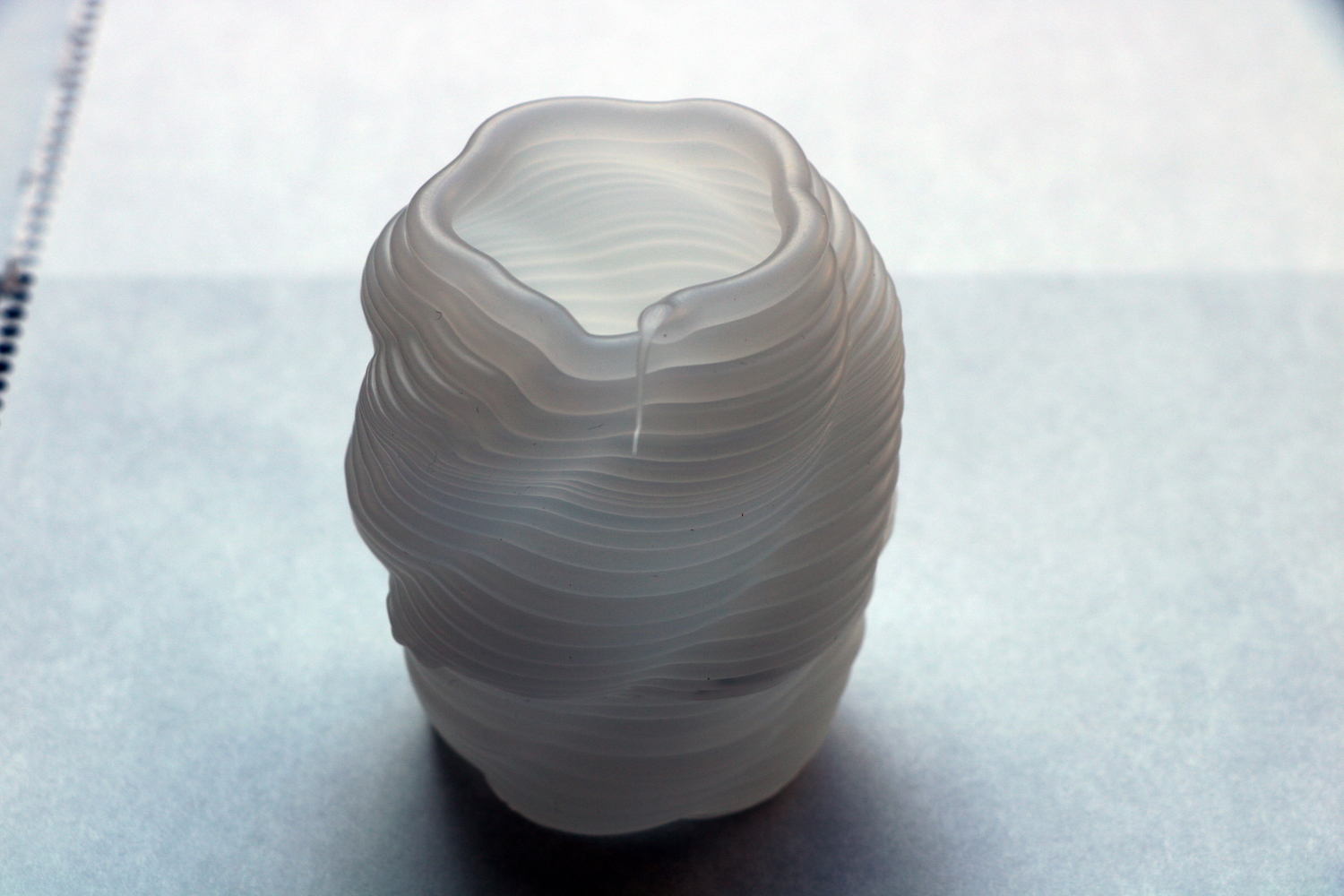
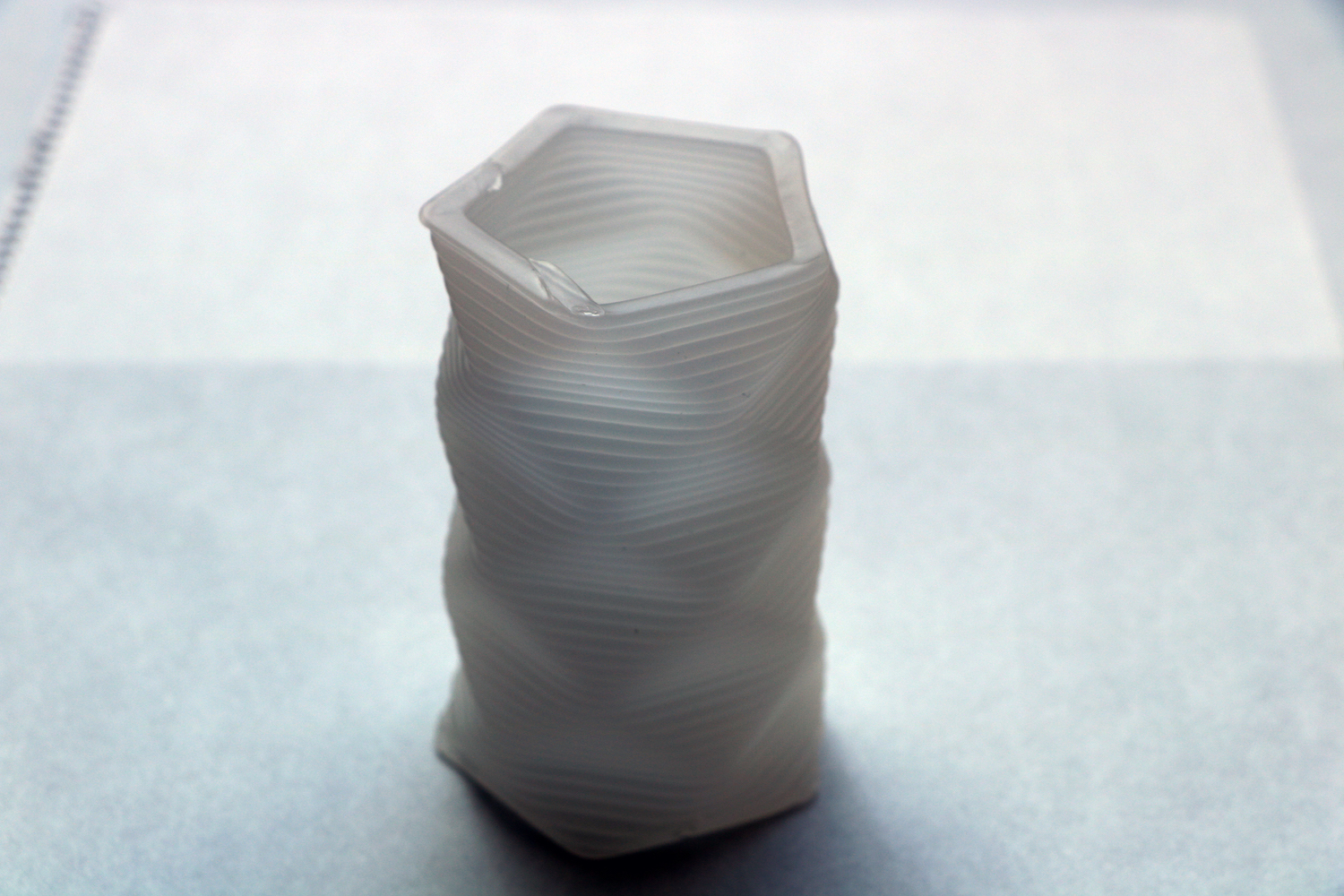
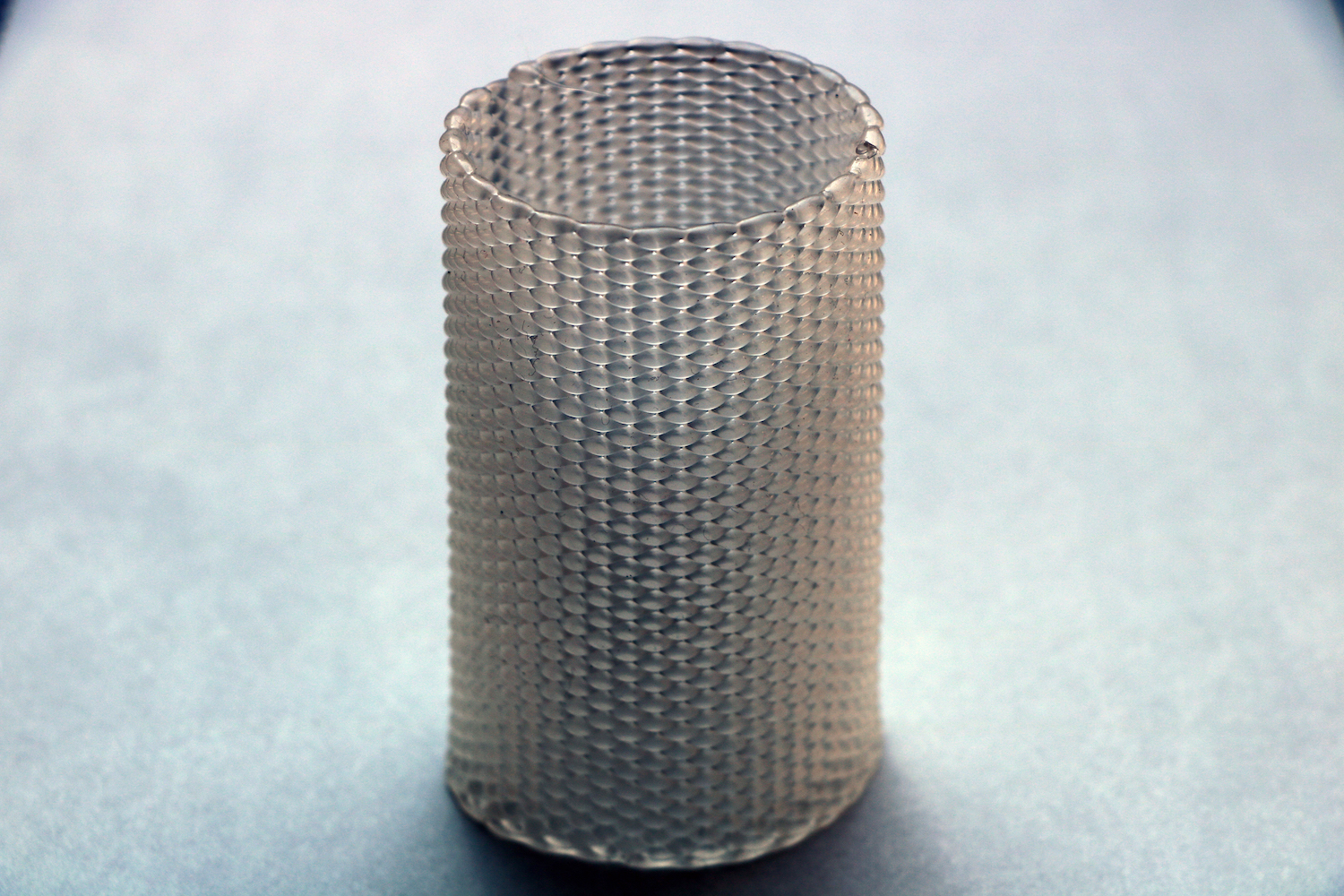
積層ピッチのグラデーション1

層によって好きそうピッチが違う
積層ピッチのグラデーション2
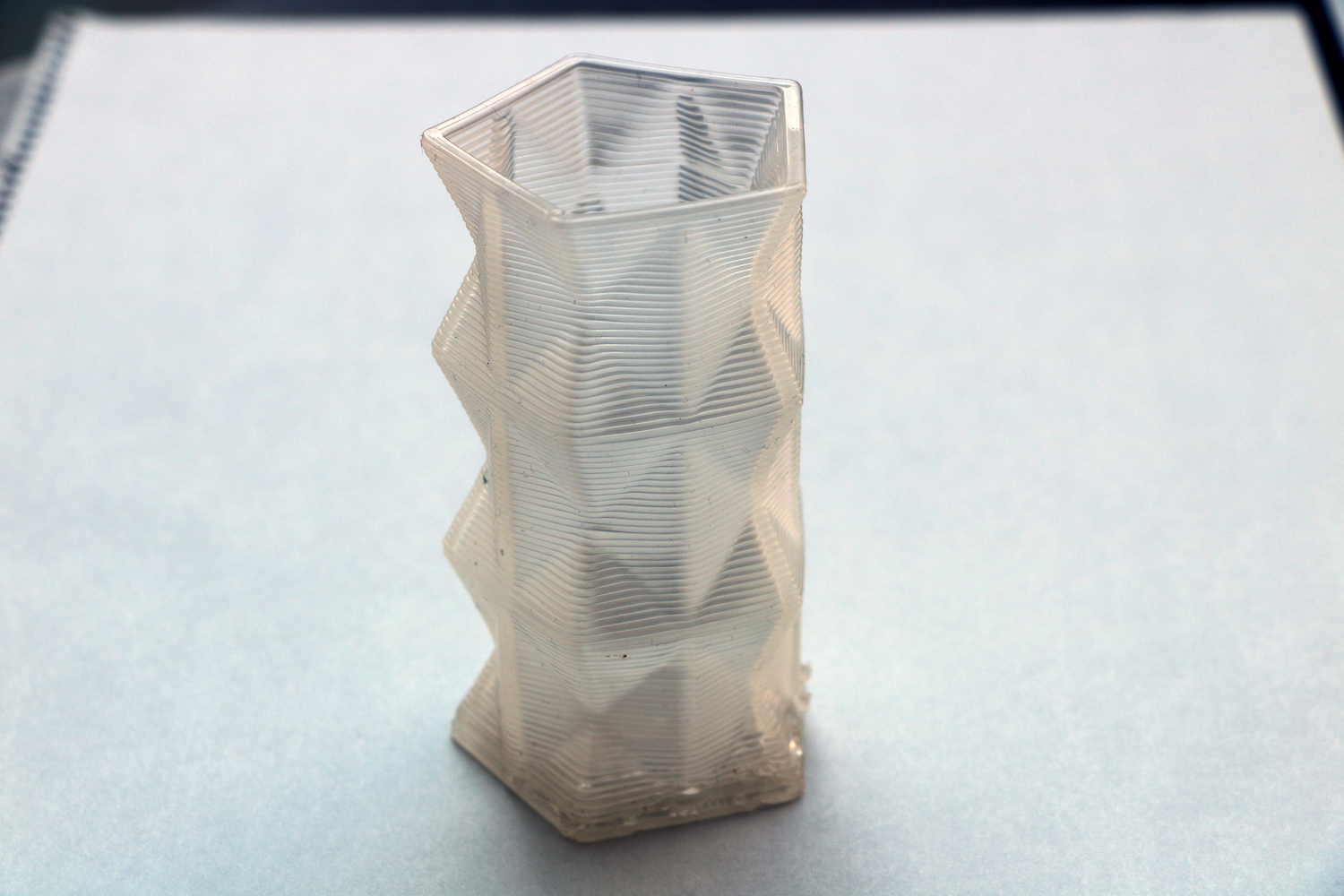
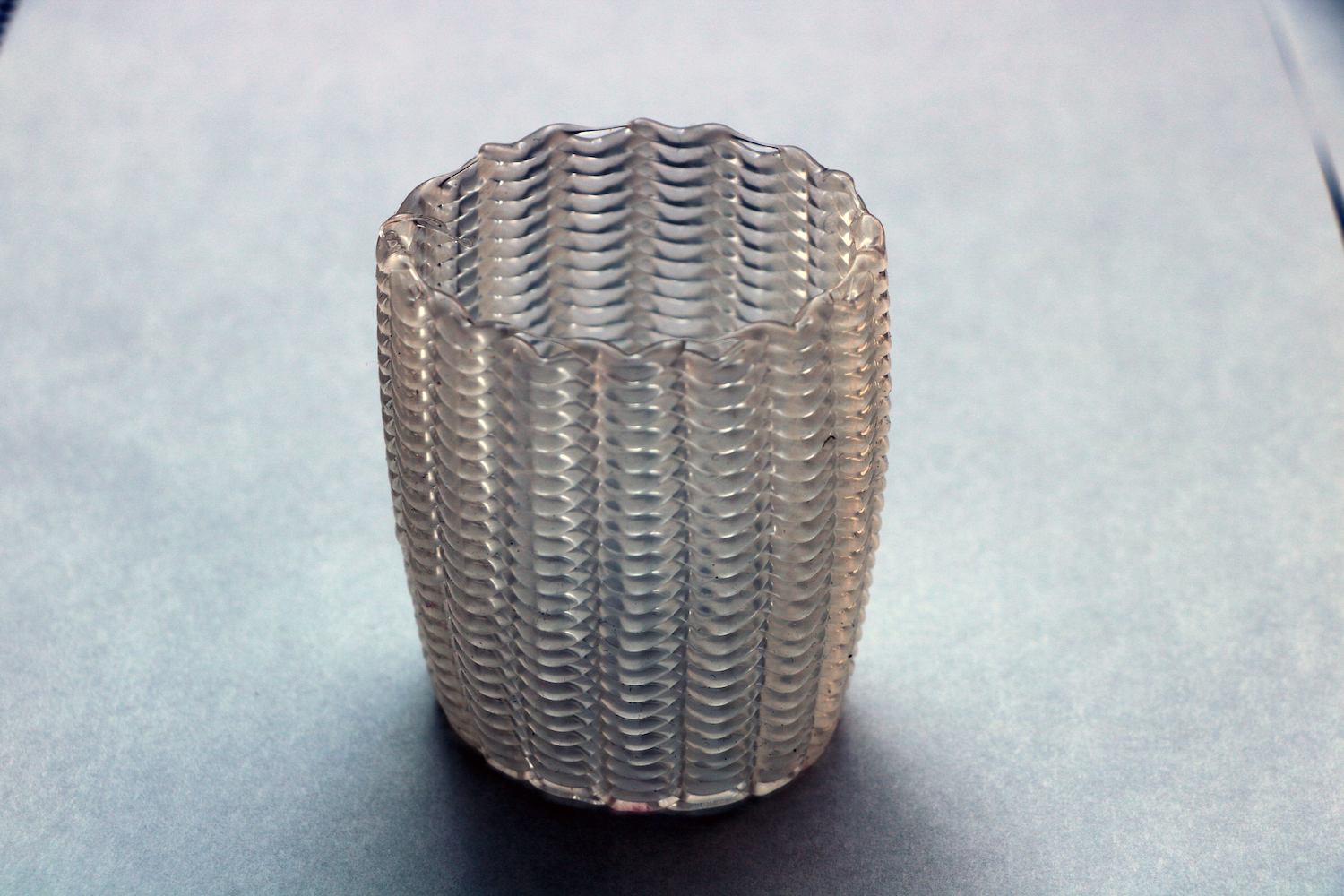
吉村パターン 積層ピッチのグラデーション

吉村パターン エラストマ
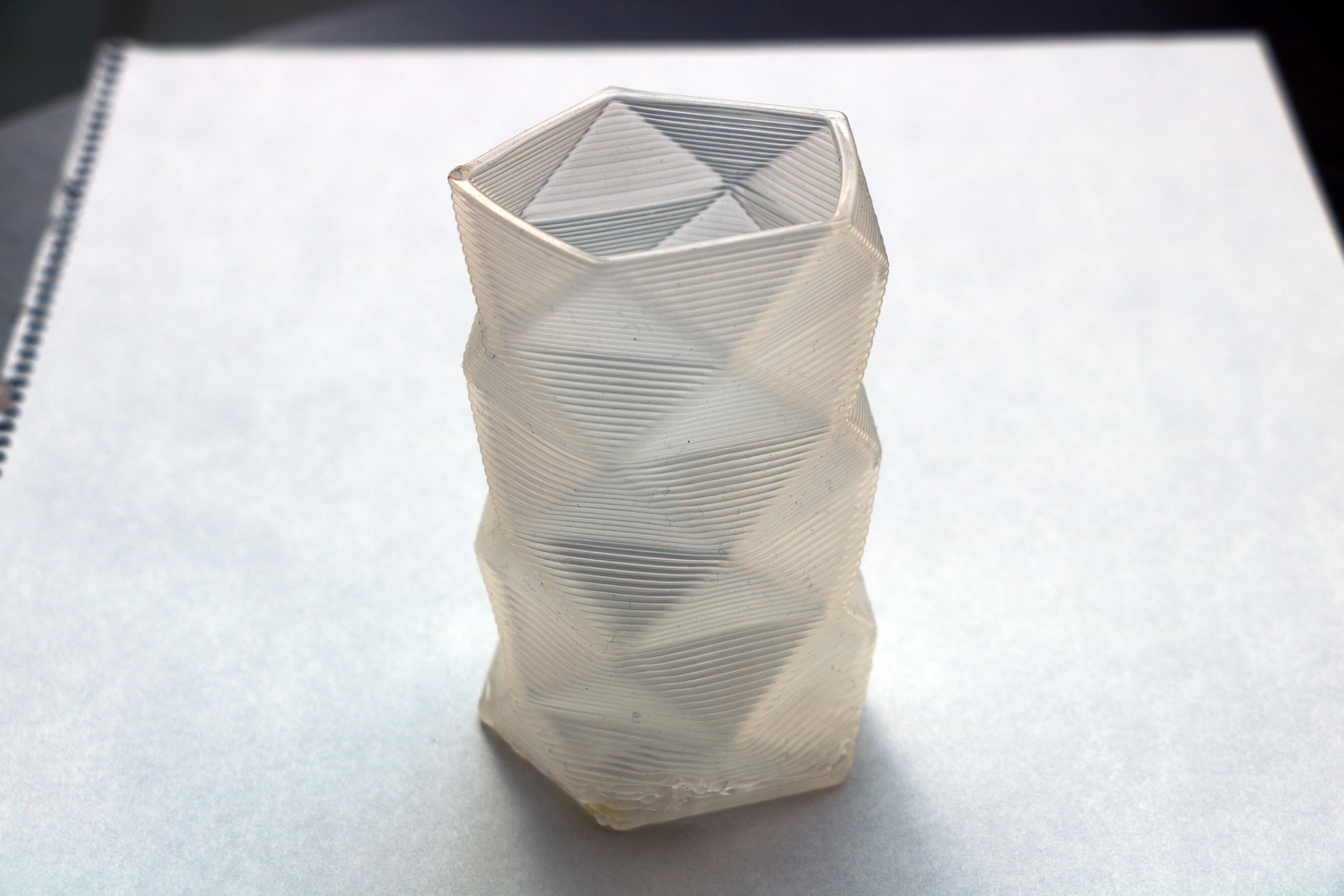
2mm
円筒よりも造形に適しているのでは??
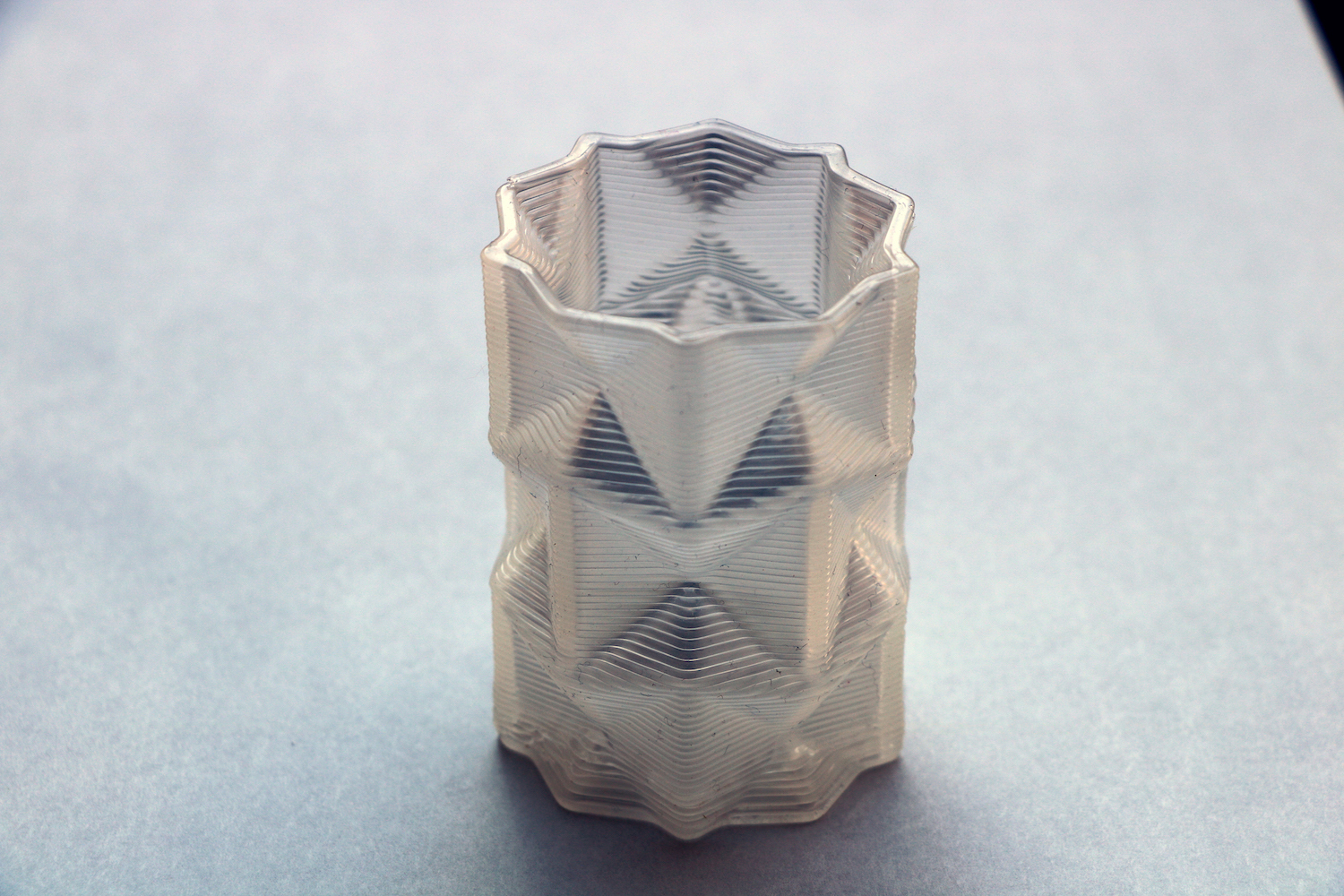
吉村パターン ラバロン
5mm
折れる形 1

回転しながら折れるような、折れないような
water bomb????ではない
water bombの形をモデリングしたつもりが、間違っていた
Water bomb
折れてほしい
あまり折れない。。
吐出量による表現 ノズル5mm 1-1
(たぶん)一発でうまくでて感動、、
吐出量による表現 ノズル5mm 1-2

糸を縫ってみた
吐出量による表現 ノズル5mm 2
吐出量による表現 ノズル2mm 1
吐出量による表現 ノズル2mm 2
失敗とそこからわかったこと
スピードが早すぎる

モデルが小さいと下の層が冷める前に新しい層の造形を始めてしまう
固まりきっていないので、形が崩れる
F3000→F1000→F600→F300
(小さいモデルには)F300が適していた
Z0の高さがおかしい(レベリングできていない)

形状が適していない

プリント時に加わる力の向きを考える
内側に引っ張る力が強い
内側につぶれた
外に広がるモデルは作りやすい
内側に閉じるものは難しい
吐出量が多い

事故
エラストマがブリブリ
吐出量が少ない

次の層が積層できない
オーバーハング

45度で作った蛇腹
ちょっと汚い
オーバーハング45度には耐えられなかった、、
G-codeがおかしい

間違えた〜〜
機械の特性
頭を挟んだら人を殺せるレベル
気をつける
なんか怖いからプリントしてない時のスピードも下げる
デュアルヘッド (それぞれ独立)
それぞれのヘッドが独立している
gcodeを2種類作らないといけない!
造形範囲が大きい
ペレット式プリンタ
柔らかいマテリアルが出せる
ノズル径が大きい(1~5ミリ)
太く冷めにくいため、小さいモデルだとゆっくり造形しないと下の層が柔らかいままで崩れてゆく、、
温度は機械で設定する
吐出量を畳で調整しやすい
師匠が職人のように吐出量調整をしていた
マテリアルの特性
ラバロン
固めだけど柔らかい
反りやすいらしい
エラストマ
糸引きする
ちょっと透明
プルプル揺れる
ベタベタしやすい
柔らかいマテリアルの特性
始まりと終わりが汚い
Vase modeだときれい
Vase modeができなかったら、始まりと終わりが隠れるようなモデルを作る
学んだこと
プロセス
機械を触るときににどうするべきかのプロセスを学んだ
とりあえずなにか出してみる
↓
失敗の原因を考える
↓
機械・マテリアルの特性を考える
↓
機械・マテリアルの特性や制約を踏まえて、プリントする形を考える
↓
この機械・マテリアル・形だからこそ作れるものを考える ←難しい。。
この機械、マテリアルで出力する意味を考える姿勢
機械とマテリアルの特性を考えることの意味がわかった
こんなスピードでモデリングとか出力とかしたことなかった
師匠ありがとうございました!!!
めちゃめちゃ色々アドバイスくださってめちゃめちゃ勉強になりました🙇♂️
疲れたら大きなものプリントすると時間が作れるよとか
内部構造が複雑なもののプリントが失敗したら、切って開けて内部をみて失敗の原因を考えると良いよとか
時間の使い方とか
こういうこと考えられたら良いよねとか
次のステップはこういうことができたらいいよねとか
色々レファレンスを教えてくださったりとか