材料について
利用できる材料について説明します。
使える材料
- 木材
- MDF
- 発泡スチロール
- 軽金属(アルミ、銅、真鍮)
- ハードワックス
- 基板
- 発泡スチロール
- ケミカルウッド
- 樹脂
- プラスチック
- アクリル
使ってはいけない材料
- 固い金属(ステンレス、チタン、鉄etc…)
- ガラス
- CFRP
- 石
- レンガ
- セラミック
- 金属の入った材料(釘の打たれている木材等)etc...
電源を入れる
コントロールパネル右側のロータリースイッチを時計まわりに回転し、電源を入れる
画面には「waiting」と表示される
「waiting」が消えたら原点設定を行う為に、[F1]を押す
原点はワークテーブル左奥
※ブリッジ+スピンドルが移動するためワークテーブル上に物を置かないようにする
初期動作を行う

初期動作をおこなう
パラメータの設定をする
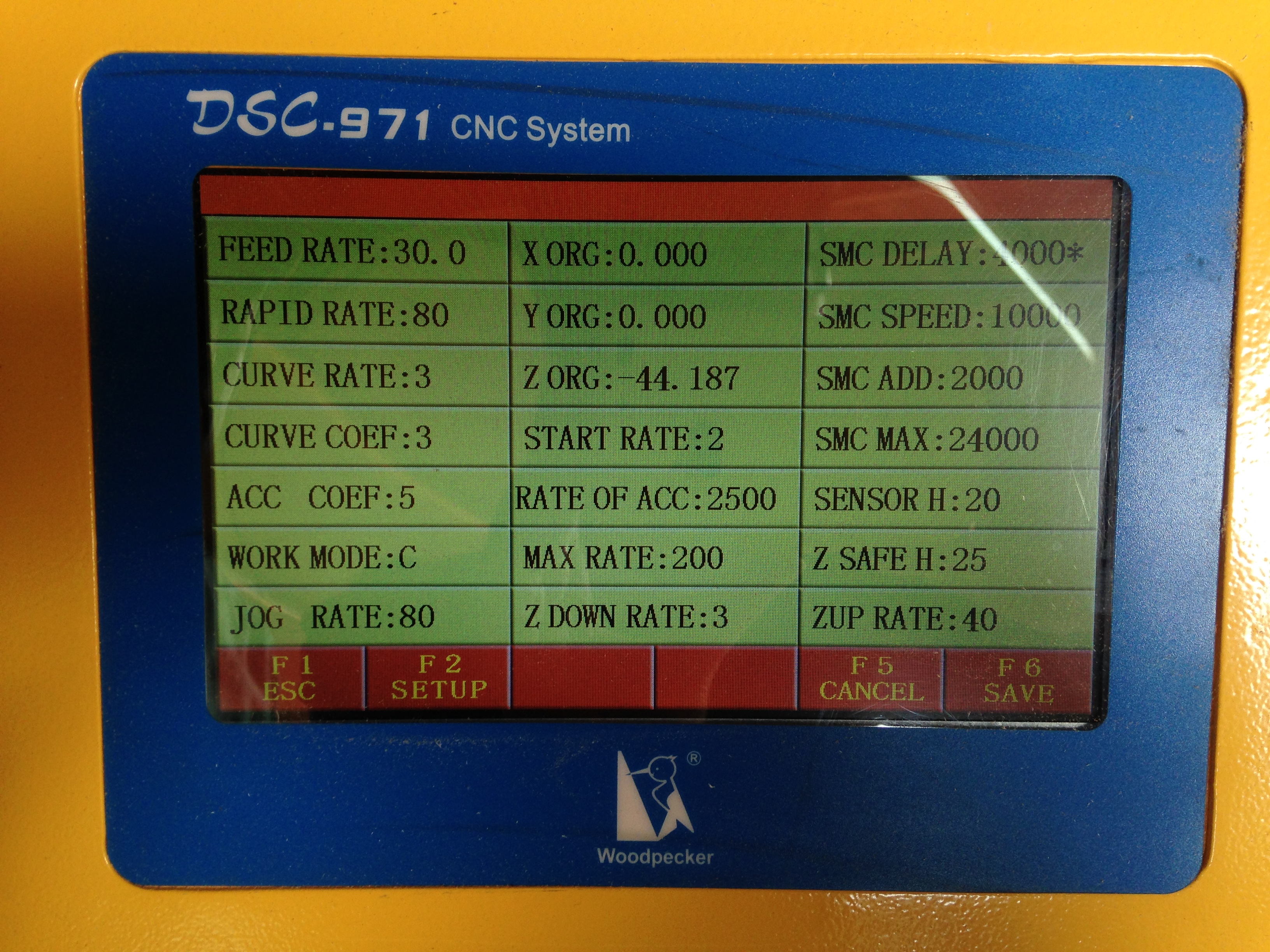
[F1] PARA SETを押す
[F2]SET UPを押すとPASS を要求される
※コントロールパネル裏に記載している
PASS を入力し[F6]SAVEを押すとパラメータを変更できる
XYボタンでパラメータを移動、数字で入力
パラメータの目安(木材の場合)
[FEED RATE]:1500〜2500mm/min
[SMC SPEED]:9000〜12000rpm
その後、[F6]SAVEで保存
コントロールパネル説明①

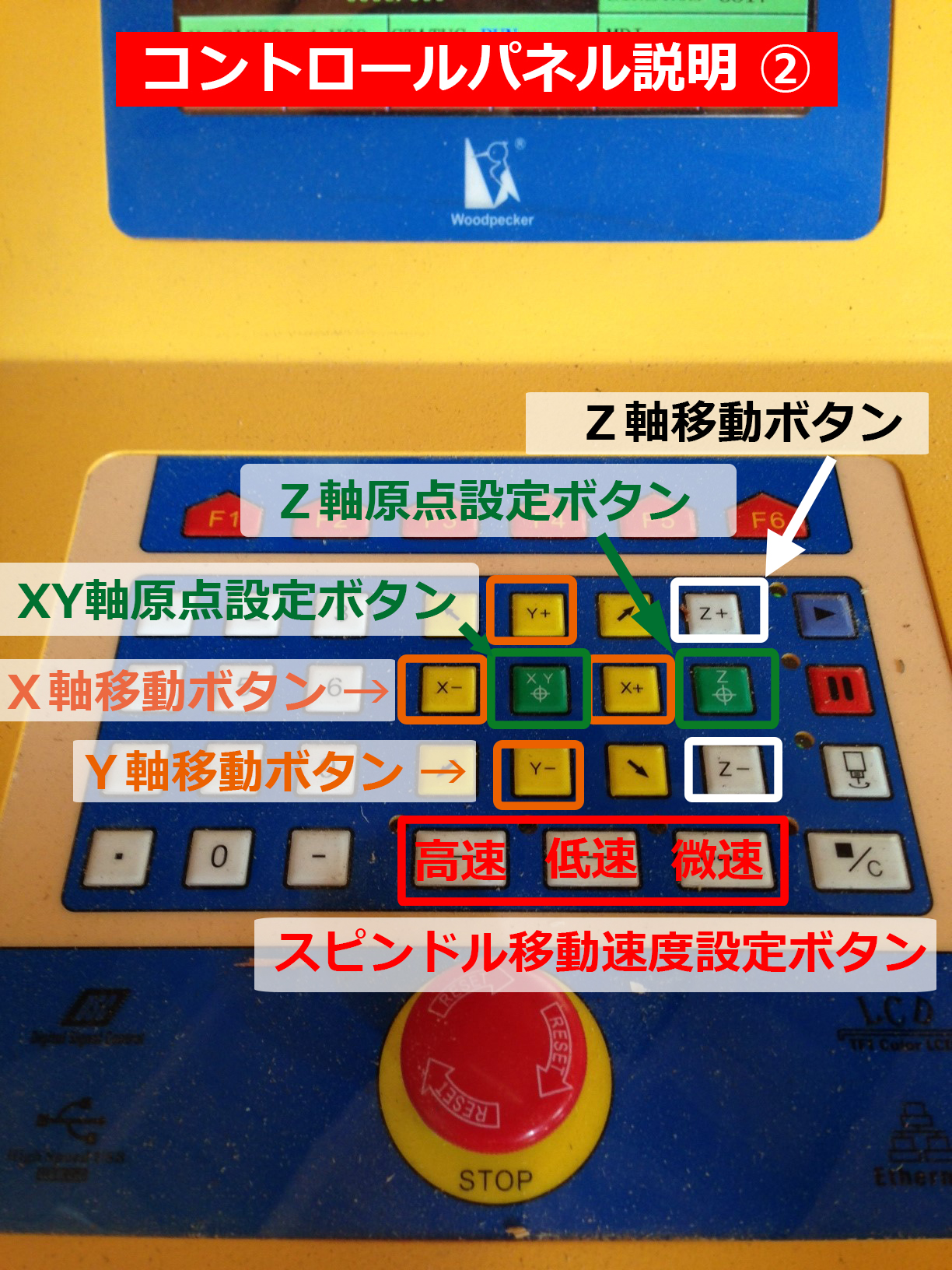
コントロールパネル説明②
データを機械に転送する
- [F2]FILEを選択
- [F2]USB FILESを選択
- 読み込みデータをXYボタンを使って選択
- [F3]ENTERで確定
- 座標表示左下にファイル名が表示される
使用するUSBについて
読み込み用のUSBメモリは北加賀屋で準備した物を使用する
USBメモリの中には転送するデータのみ入れる
ファイル名はできるだけ短く半角英数で入力する
USBのデータは使用後に消去する
選択したデータをシミュレーションする

[F5]シミュレーションを押すとシミュレーションが始まる データ量が多い場合は描画されないので再度[F5]を押す 描画が終わればシミュレーションは終わり [F1]でメイン操作画面に戻る
仮原点を設定する

速度ボタンを押した後に、XYボタンでXY座標を設定する
仮の原点は左側手前の任意の位置とする
仮原点の目安
X:+10 〜 +50
Y:-1190 〜 -1150
Z:-40 〜 -30
設定
XY原点設定ボタン(緑色)を押す
Z原点設定ボタン(緑色)を押す(ヘッダーが退避位置に動く)
試験運転をする

スタートボタン(青い▶)を押す
機材が動くので、人はワークスペース上から離れること
非常停止ボタンをいつでも押せる状態で待機する
試運転中の確認事項
- エラーメッセージが出ていないか確認
- データ通りに動いているかを目視確認(ワークサイズなど)
一通り動きを確認したら停止ボタンを押して止める
材料を固定する

非常停止ボタンを時計回りにひねり解除する
[F1]を押しブリッジをホームに動かし、材料を置くスペースを作る
材料種類やサイズに合わせて、固定方法を選ぶ
固定方法
- ネジ
- 両面テープ
- クランプバー
※底面の最大長さが、高さを超えるものは十分に固定できないため工夫しなければならない
【固定方法1】ネジで固定する

ネジで直接材料を固定する
材料外周のできるだけ外側に、約300mmのピッチで打つ
ミルが通らない場所であれば、材料の内側にも打つとより安定する
材料:木材・MDF・発泡スチロール(大きなもの、ワッシャーを使用する)
した穴を開ければ、
材料:軽金属・プラスチック・ハードワックス
も、固定可能
ミルを準備する

ミルには右記の様にいくつか種類があります
4)ルータービット(ローラー付の物は使用できません)
刃数は加工スピードに影響する
刃数が多いものは加工スピードを上げることができるが、切り物吐き出しが困難になる
木材で利用する場合は2枚刃が適当
コレットを準備する

コレットナットを取り外す
(スパナは21mm(上)30mm(下)を使用)
北加賀屋には4種類のコレットがある
2-3mm、5-6mm、7-8mm、9-10mm
【固定方法3】クランプバーで固定する

クランプバーを使い固定する
ワーク高さは20mm以内
それ以上の高さ材料を固定する場合は、ブロックを支点側に挟む
ミルを取り付けるために非常停止する

ミル取り付けのために、ブリッジを手前側に移動させて、ヘッドをz軸(高さ)を最大にする
安全のために非常停止ボタンを押す
(注)非常停止ボタンを押している時に、座標を動かすボタンを押すと原点が変わってしまうので、押さないようにする
エンドミルを取り付ける①

エンドミルの取り付けの際に材料の厚み以上に刃を出す必要がある
- コレットの外に出す刃の長さ
材料の厚みが刃の長さよりも短い場合:刃全体+3mm程度
材料の厚みが刃の長さよりも長い場合:材料の厚み+5mm程度
*シャンクよりも刃径が小さい場合はこの通りではない。
エンドミルの取り付け②
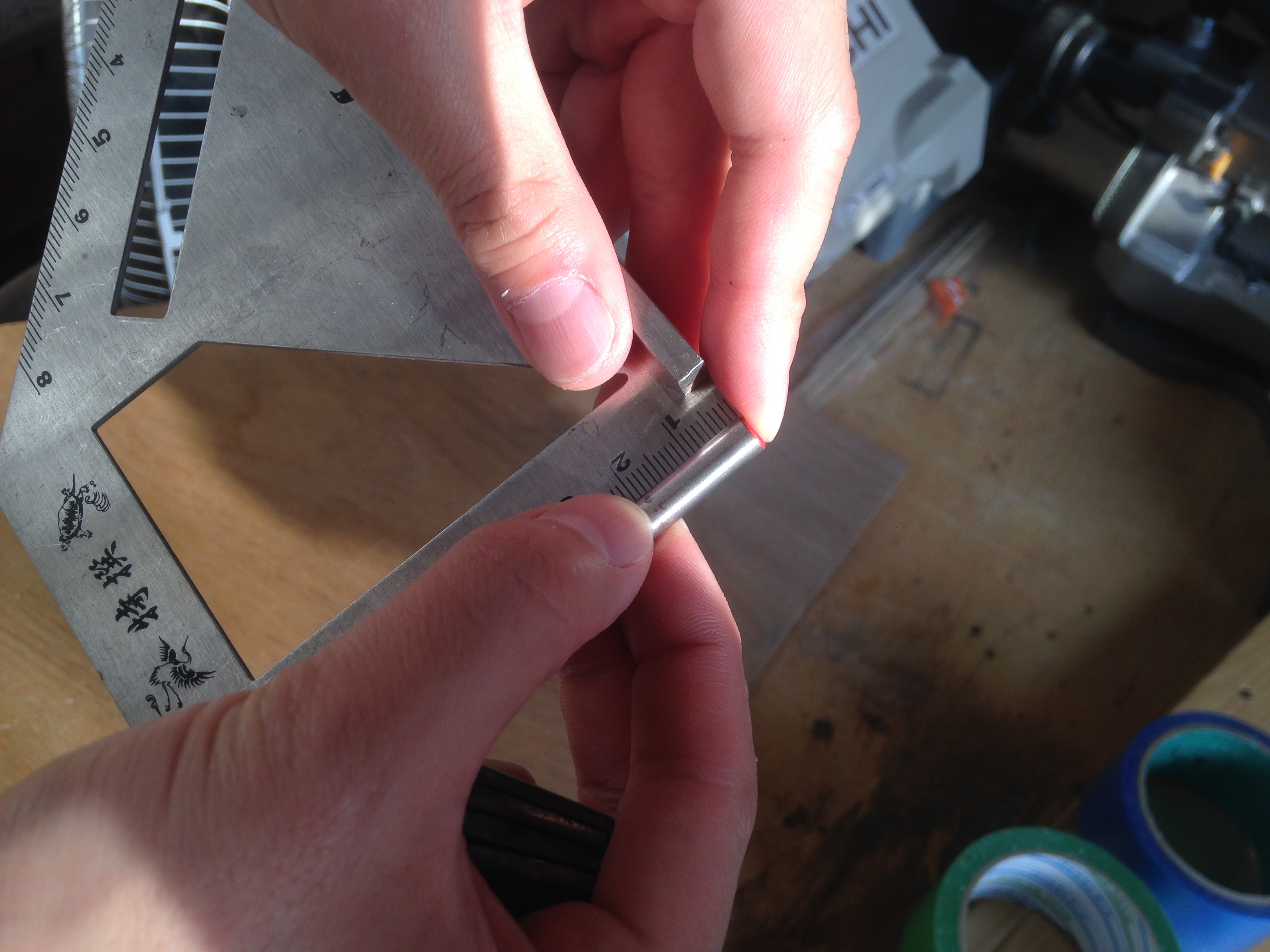
- コレットの中に入るエンドミルの長さ
20mm以上にする
それ以下になる場合は把握力が著しく落ちるため使用しない。
コレットを取り付ける
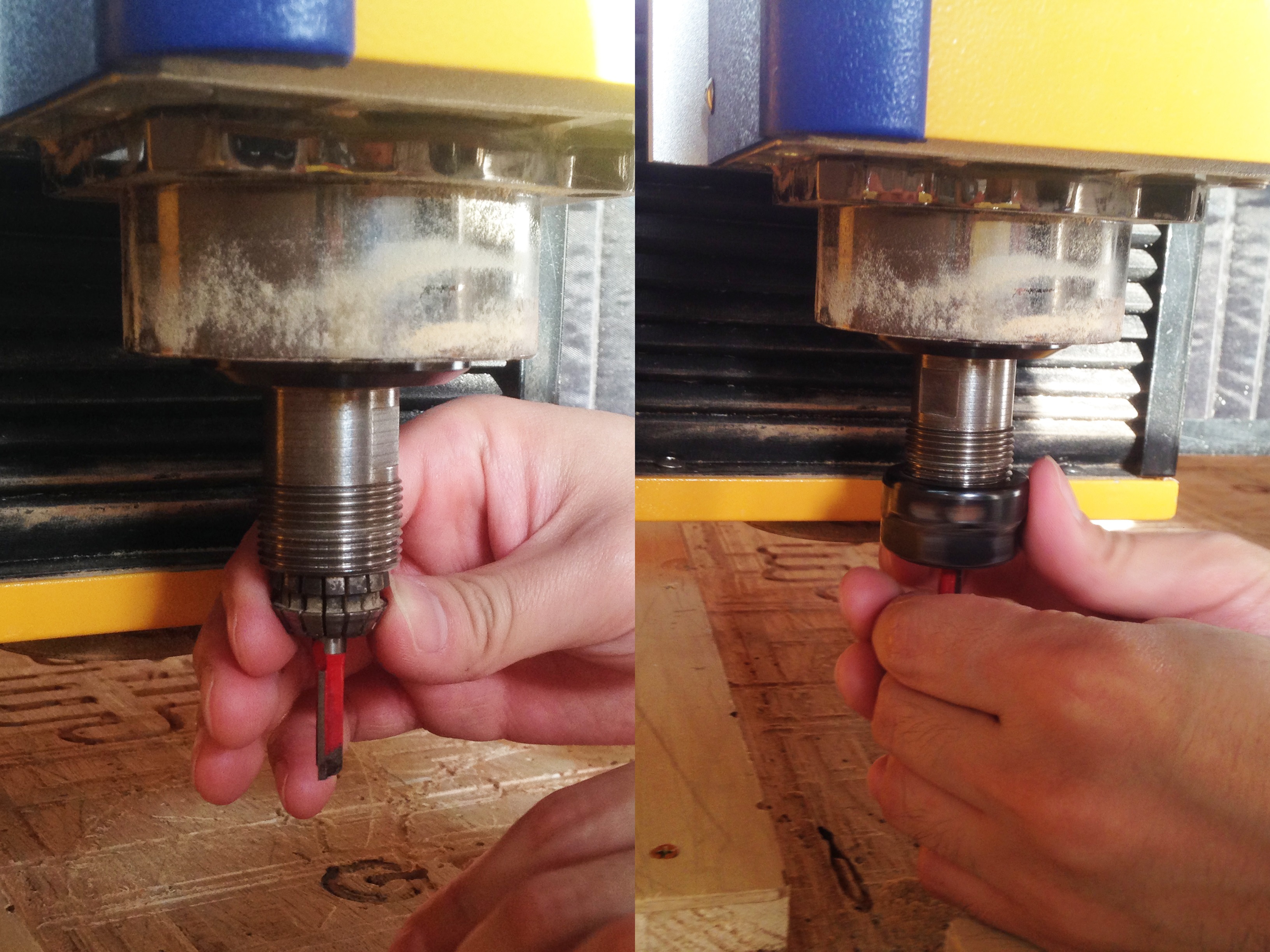

コレットを取り付け、コレットナットをはめ、スパナで固めに締める。
初期設定中の注意
原点設定後にジョグ(手動)モードでブリッジを移動をする場合、限界値を越えると脱調してしまい動かなくなることがある
ジョグ(手動)モードで脱調した場合は、手動でブリッジを戻す必要がある
ブリッジを戻す作業は、電源を落としてやること
原点を設定する
原点設定は一番大切な工程!
[F6]ORIGIN を押すと仮原点に戻る
XY原点を設定

ジョグ(手動)モードで原点を設定したい位置にヘッダーを持っていく
原点設定ボタンを押して原点を設定する
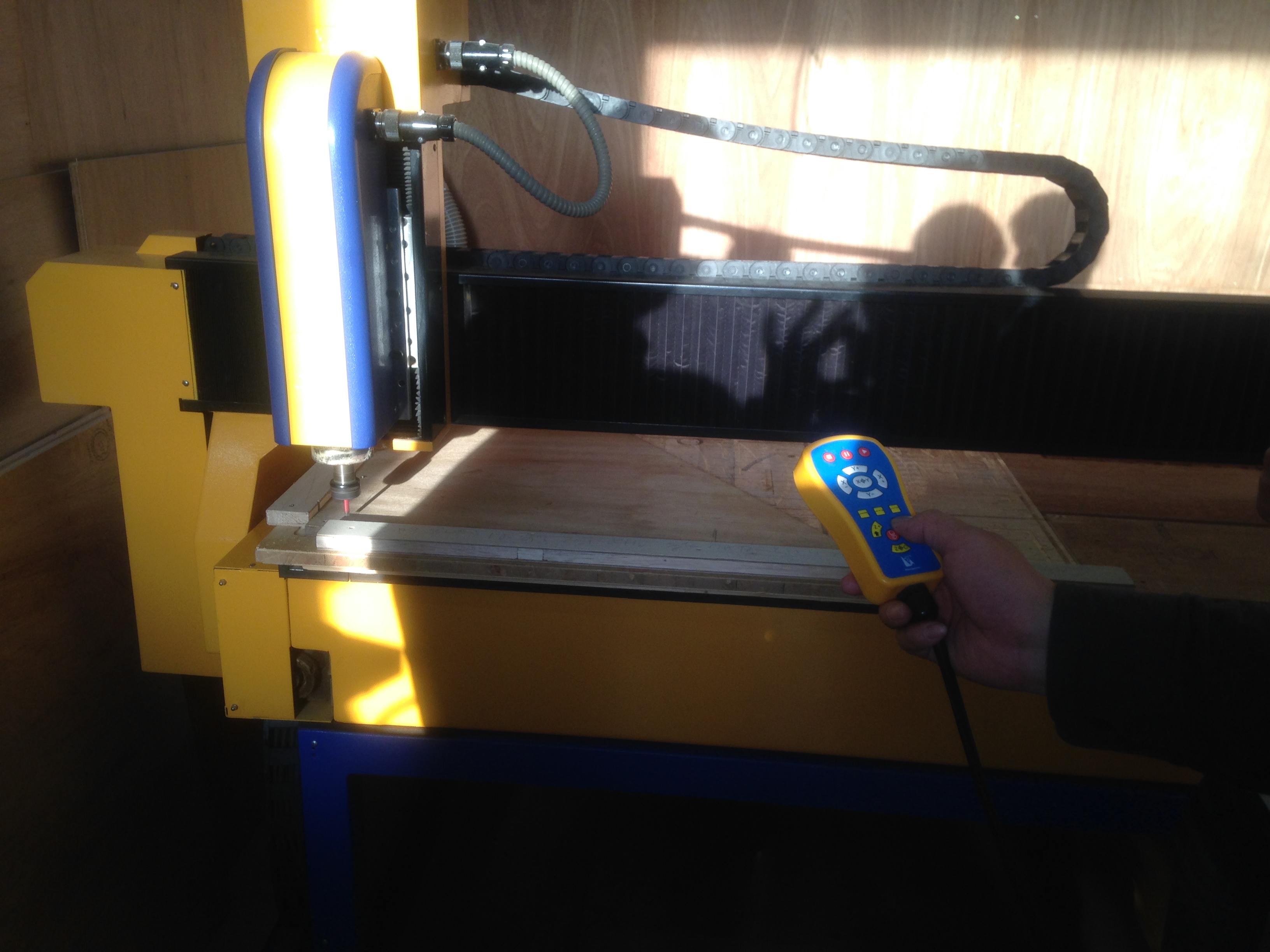
リモコンを使うと目で見ながら動かせる
Z原点を設定する
スピンドル回転ボタンを押す
※主軸が回転する! 危険なので防護メガネをつけること!
Zボタンでミルを材料に近づける
ぎりぎりまで近づけたら微速にして、ミルが材料に接して音が変わったところでZの原点設定ボタンを押す(ミルが自動に上に退避する)
スピンドル回転ボタンを押し、回転を止める
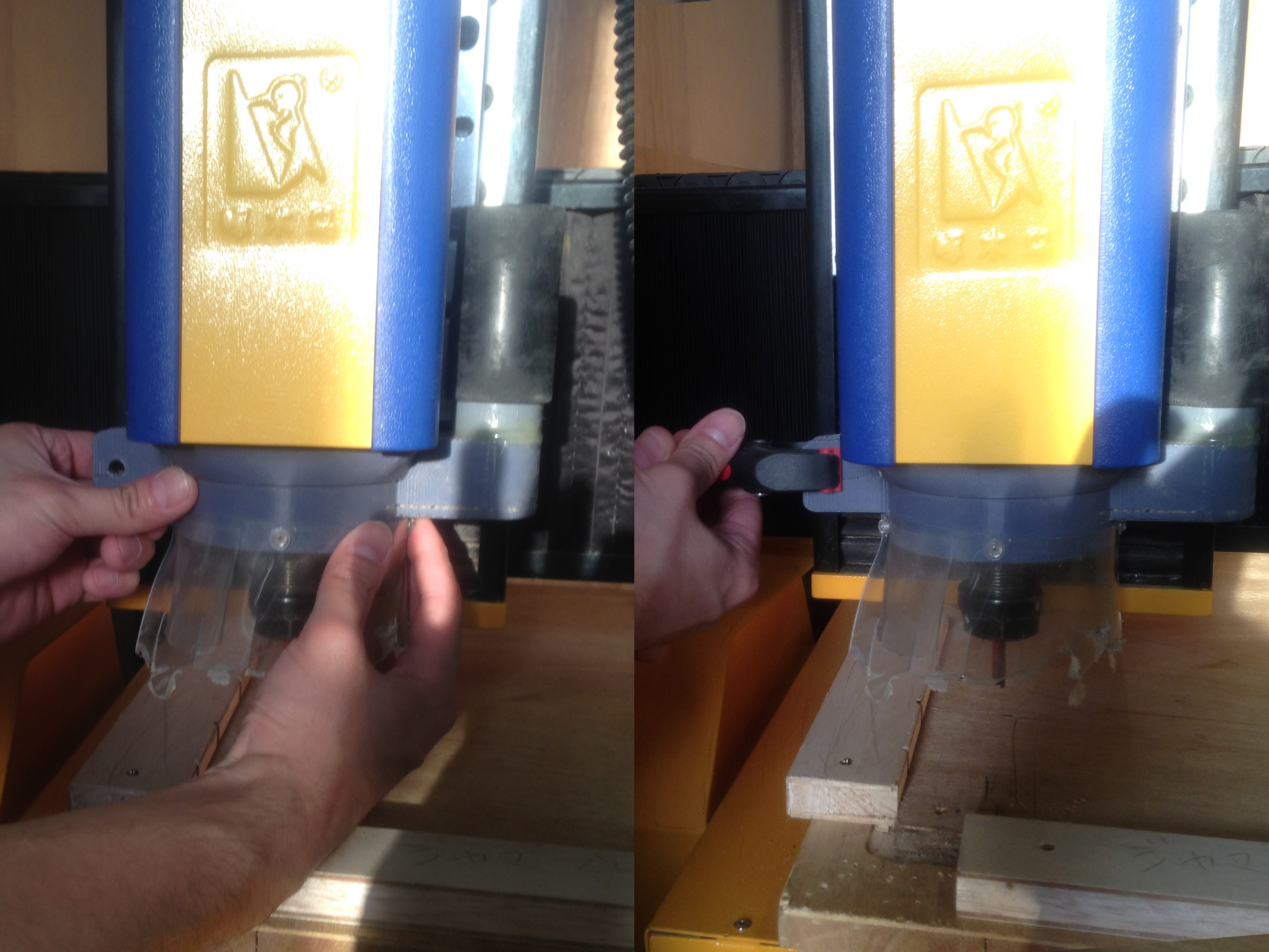
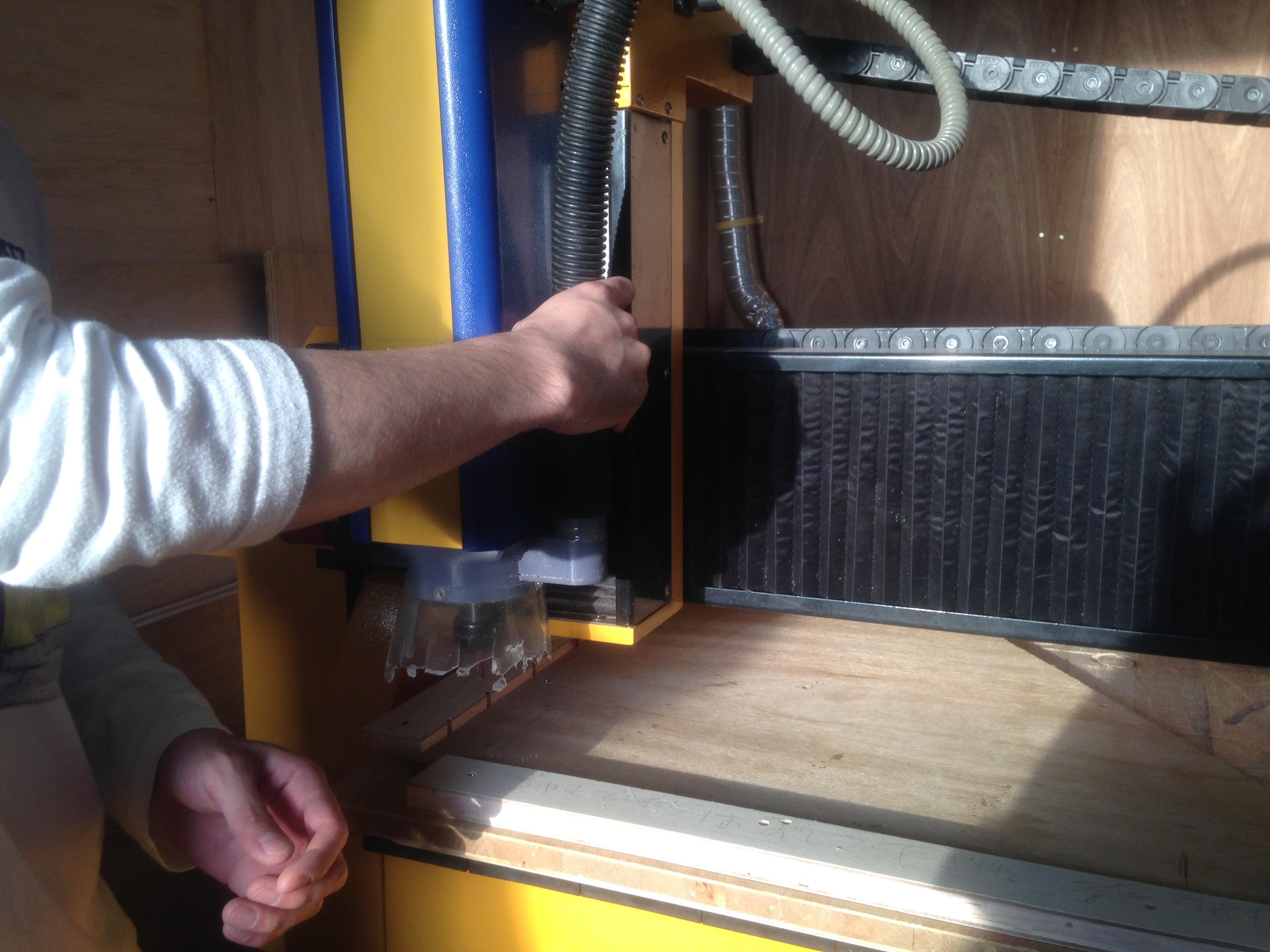
集塵機をつける
非常停止ボタンを押す
スピンドル部分に、集塵機用のアタッチメントをつけ、強いクリップで止める
天井から吊るされたロープに集塵機のホースを通す
アタッチメントに集塵機の口を差し込む
集塵機の電源を入れる
非常停止ボタンを解除する
天井から吊るされたロープに集塵機のホースを通す
アタッチメントに集塵機の口を差し込む
集塵機の電源を入れる
非常停止ボタンを解除する
加工を開始する
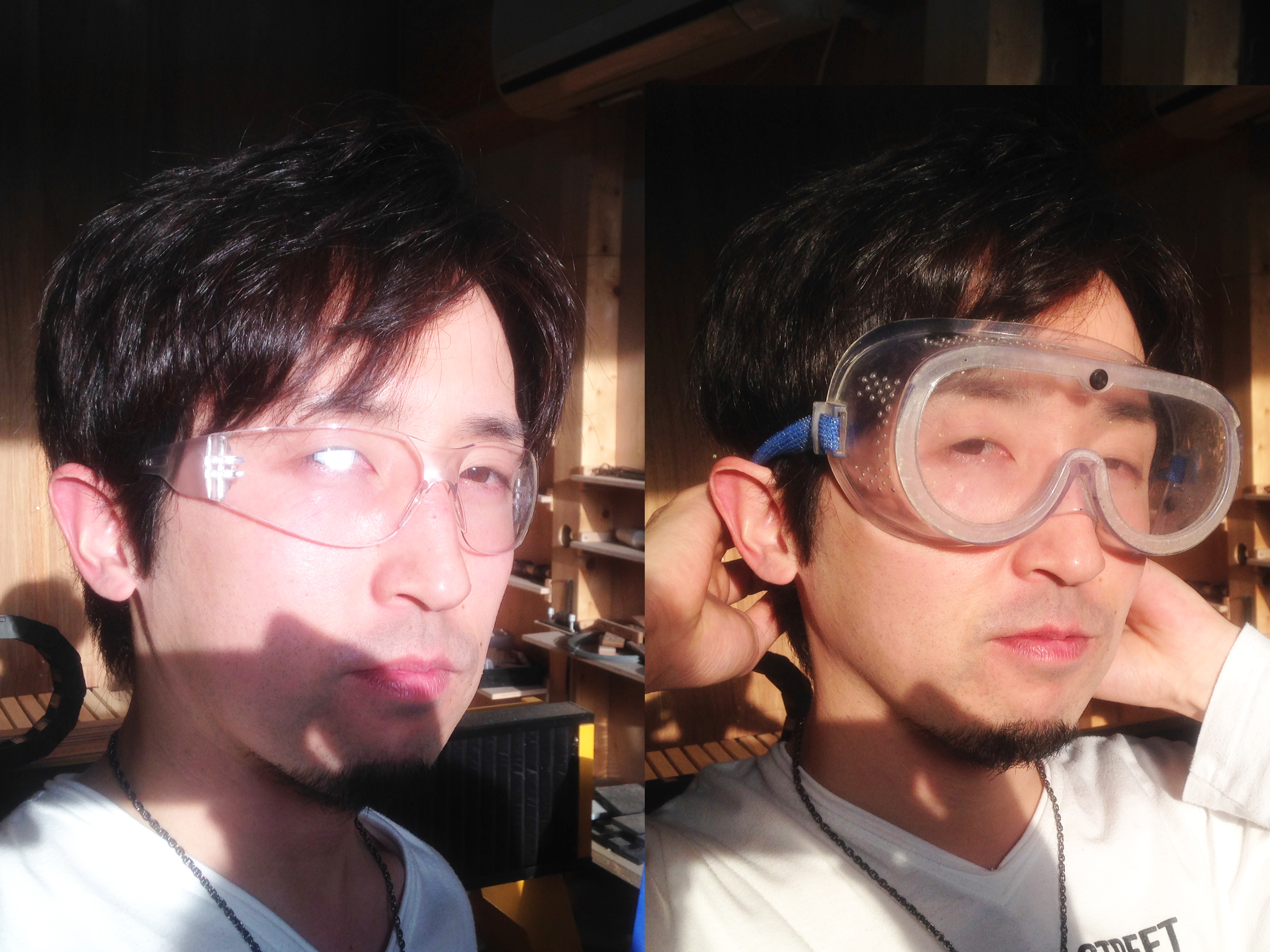
(注)防護メガネを着用のこと!
スタートボタンを押す
最初は非常停止ボタンを押せる位置で待機する
(ミルが折れて飛ぶ可能性があるので注意する)
しばらく動きを見て問題がなさそうであればその場を離れても構わないが、起動音が聞こえる範囲に居るようにする
音に変化を感じたら問題がないか確認する
材料を外す

停止したのを確認したら、Z軸を一番上まであげる
集塵機をアタッチメントから外し、Y軸を材料が外せる場所まで奥に移動する
非常停止ボタンを押し、集塵機で材料の上の削りかすを掃除する
材料をワークスペースから外す
片付けをする

非常停止ボタンを解除し、ブリッジを手前に持ってくる
再度非常停止ボタンを押し集塵機のアタッチメントを取り外しミルを外す
コレットは道具箱に戻し、コレットナットは本体に取り付ける
非常停止ボタンを解除しブリッジをHOMEに戻し電源を切る
集塵機でワークスペースを掃除をする
Tips:CNCの危険について
エンドミルの取り付け時
加工物取り付け時
CNC起動時
- エンドミルの刃を触って怪我をすることがある(汚れは歯ブラシなどでとる)
- 手袋をしてエンドミルを触ると、回転時に巻き込まれることがある
- 加工物を確実に取り付けないと、加工時に飛ぶことがある
- 加工原点、特にZ軸の原点に注意する、行き過ぎるとCNC本体にまで貫通することがある
- 回転が確実に止まっていることを確認してみるに触るようにする。動いているかどうかわからない状態でミルに触って怪我をすることがある
- コレットはしっかり取り付ける。途中で緩むとミルが下がってしまい、本体までけずってしまう。もしくは、ミルが落ちて飛んでくる。