CNCルーターでパーツを切り出す
CNCルーターでパーツを切り出します。
ルータでの切り出し
ルータの使用法は利用される機材に合わせ適切に行ってください。
切り出しに使用するミルはフラットエンドミル 3mmです。
サンプルの切削は、
主軸回転速度 : 10000rpm
送り速度 : 0.7Mpm
Zダウンステップ : 3mm
で行いました。
一枚加工するのにおおよそ1Hほどかかります。
パーツを準備する
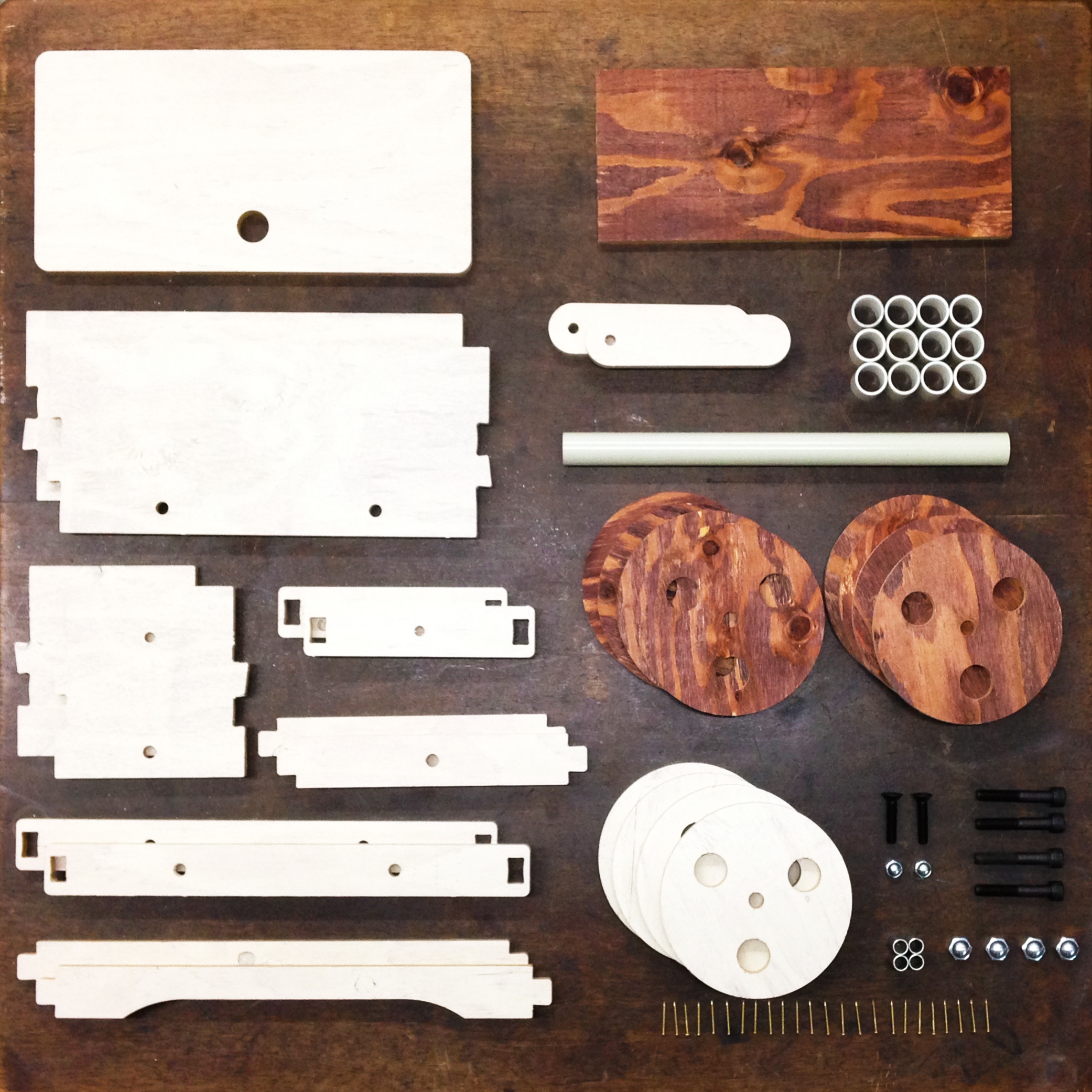
切り出したパーツを磨きます。
また、切り出しが必要なパーツ、購入しなければならないパーツは数量分準備します。
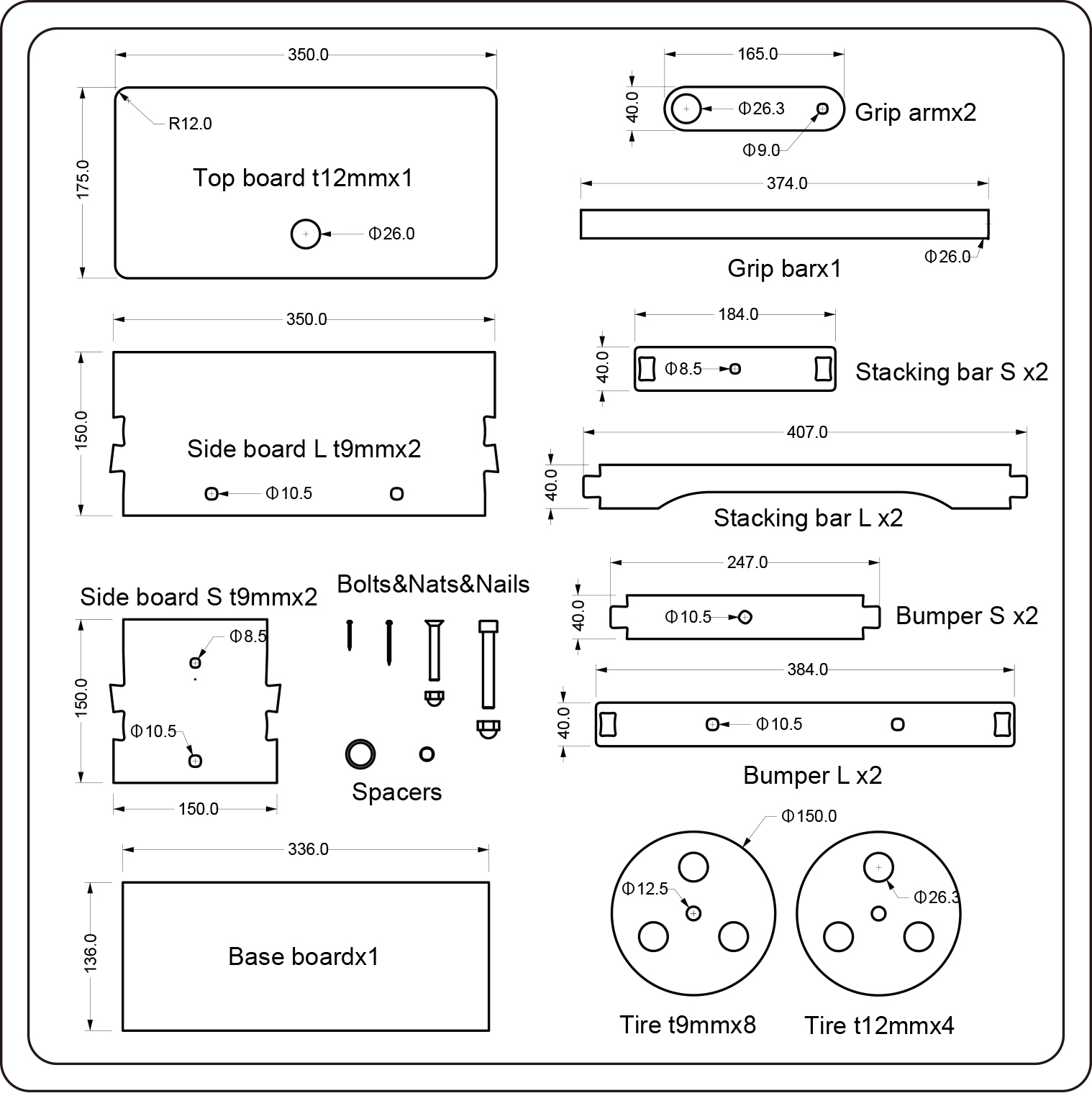
パーツリストはこちら>
parts_list_1 parts_list_2
パーツのサンディング
CNCで切り出したパーツをサンディングペーパー(#60)で磨き、ささくれを取ります。
パーツにあいた穴はボルトを通す場所です。しっかりとささくれを落とし、ボルトが通るように整えます。
また、すべてのパーツの角を少しの面取りすると良いでしょう。
電線管をカットする
硬質ビニル電線管(VE 22)をパイプカッターなどでカットし、電線管スペーサーとグリップバーを作ります。
グリップバーは長さ374mm x1個
電線管スペーサーは長さ28mm x12個
を準備します。
切断後は軽く面取りをし、バリを取り除きます。
ボルトの沈め穴をつくる
サイドボードBのφ8.5mmの穴の裏面に皿ボルトの沈め穴をほり込みます。
面取りカッター等で、M8皿ボルトの頭が収まるくらいのサイズでおさめます。
仕上がり後は、ボルトを差し込みうまくおさまるか確認してみます。
組み立て
組み立てを行います。
パーツの固定には、釘・ボルトを使います。接着面には木工接着剤を使用します。
ボックス部を組み立てる
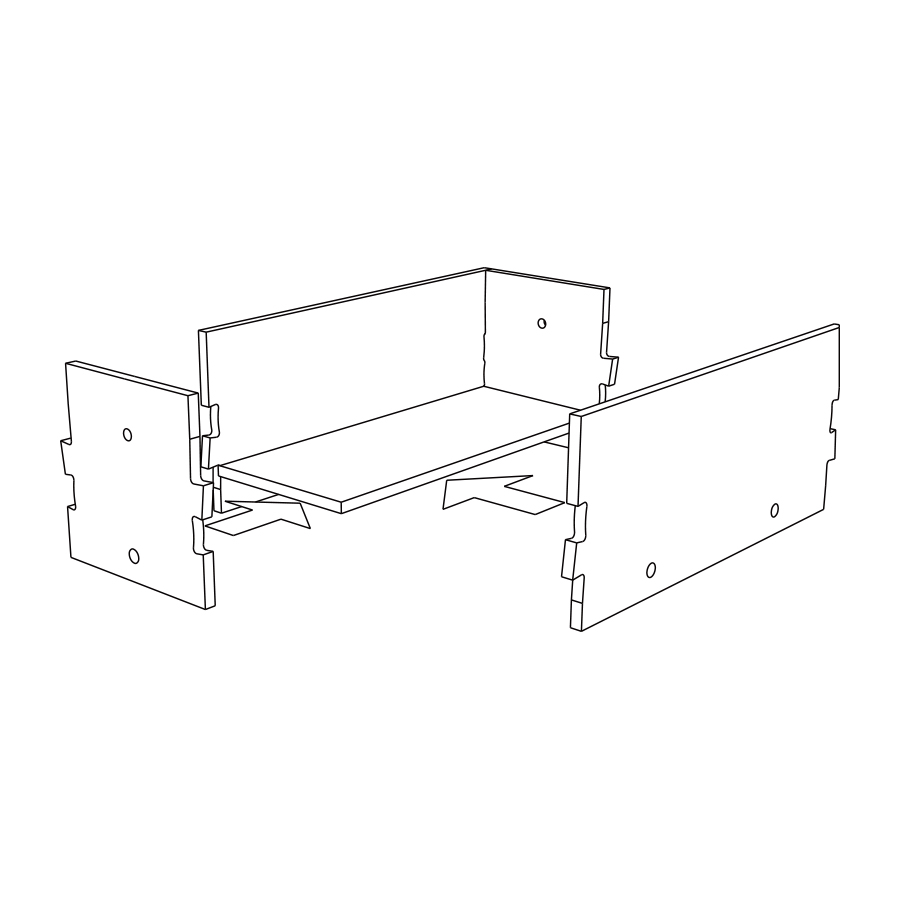
切り出しパーツのサイドボードS,L各2枚とベースボードx1枚をボックス状に組み立てます。サイドボードのほり込み部分にベースボードをはめ込みます。
車輪を組み立てる
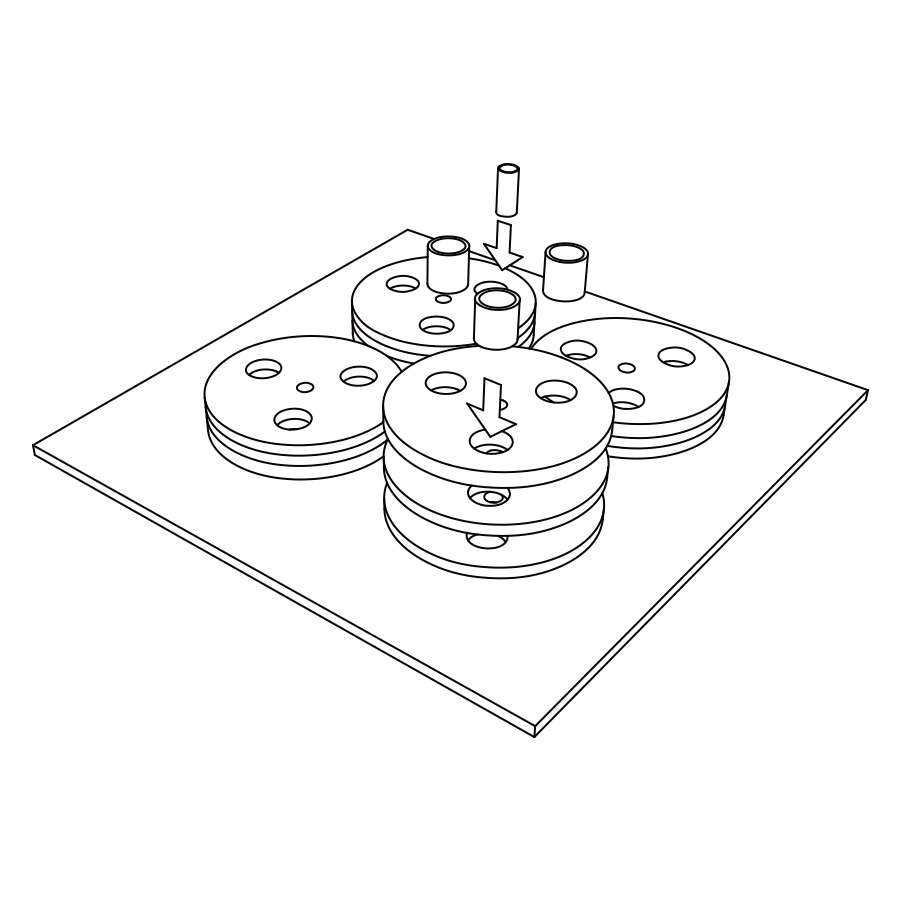
タイヤ1個につき、タイヤt12mm x1とタイヤt9mm x2を用意します。
3枚を固定するため、電線管スペーサー x3とM10スペーサー(L28mm)を対応する穴に差し込みます。
差し込み前に木工用接着剤を塗布し、はみ出したらウエスで拭きとります。
4つ組み立て重しを乗せ放置します。
スタッキングバーLとバンパーSを組み付ける
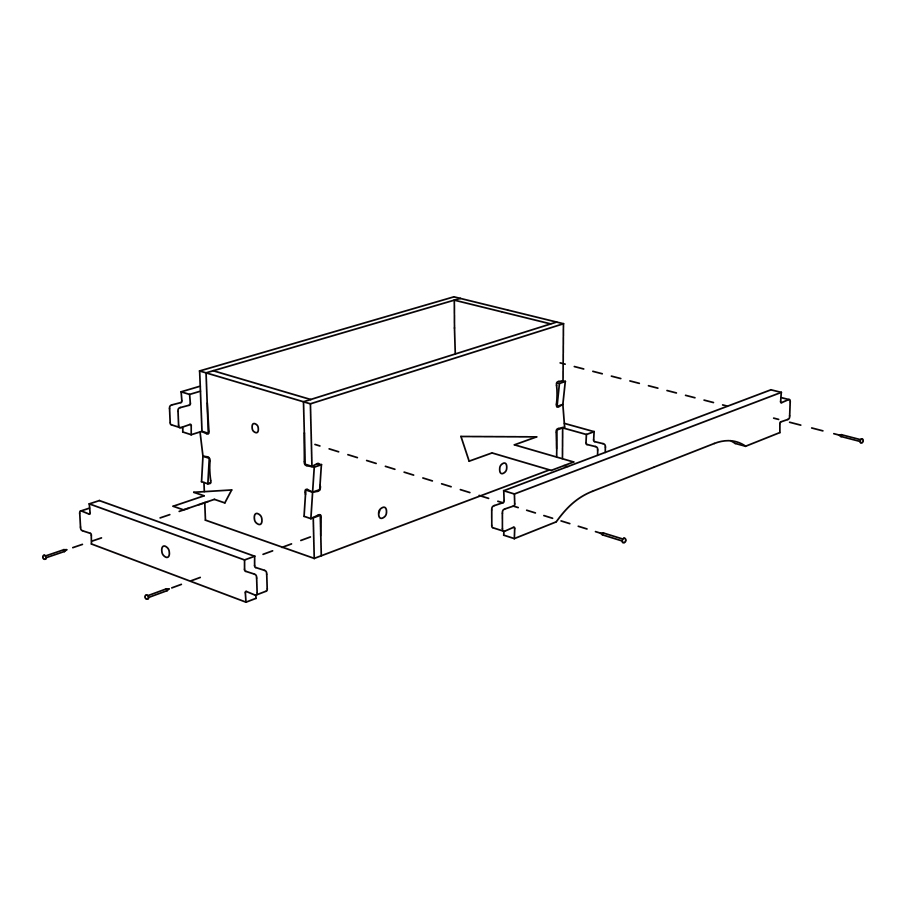
スタッキングバーLとバンパーSを各2本用意し、真鍮釘(32mm)で固定します。
バンパーSはM10ボルトで仮固定し、サイドボードL端の突起部にバーを当て固定します。
スタッキングバーも同様にサイドボードの突起部に当て、両サイドが同じ長さで飛び出すように固定します。
*詳細は動画で確認
スタッキングバーSとバンパーLを組み付ける
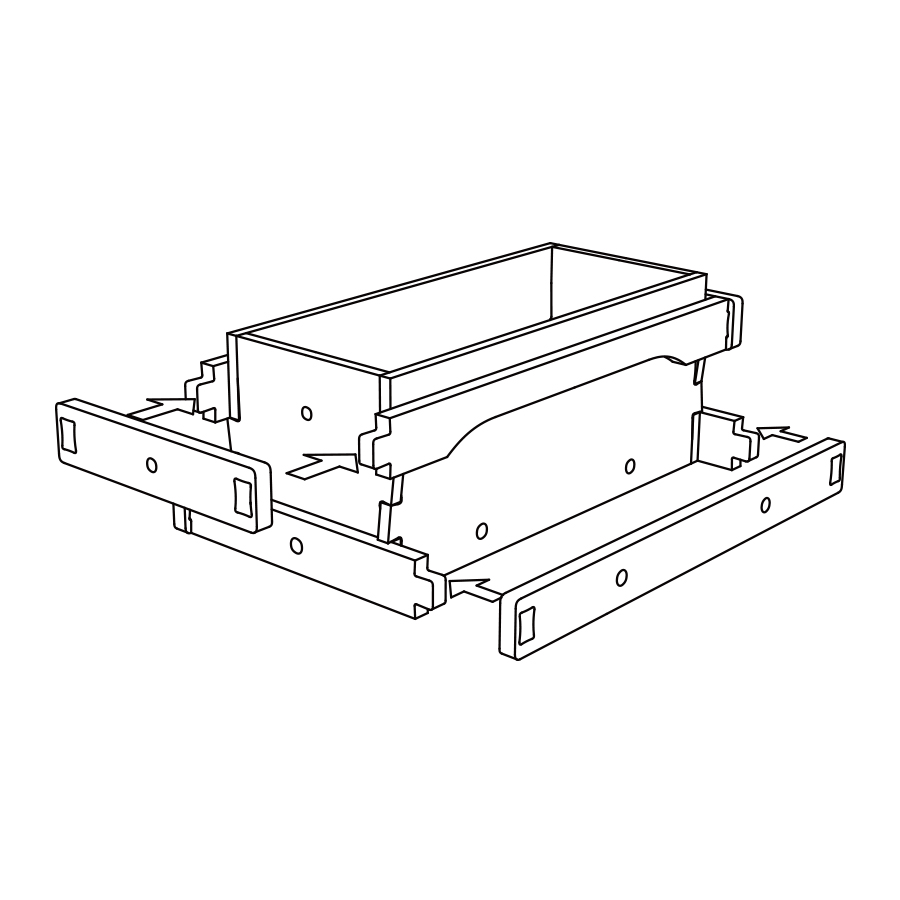
スタッキングバーSとバンパーLを各2本づつ用意し、前工程で組み付けたバーの突起部に両サイドバランスよく、大きく傾かないように差し込む。
入りずらい場合は、雄型バーの間隔を縮めるよう力をかける。
全て差し込めたら、抜け防止の真鍮釘をメス型バーの側面から打ち込む。
*詳細は動画で確認
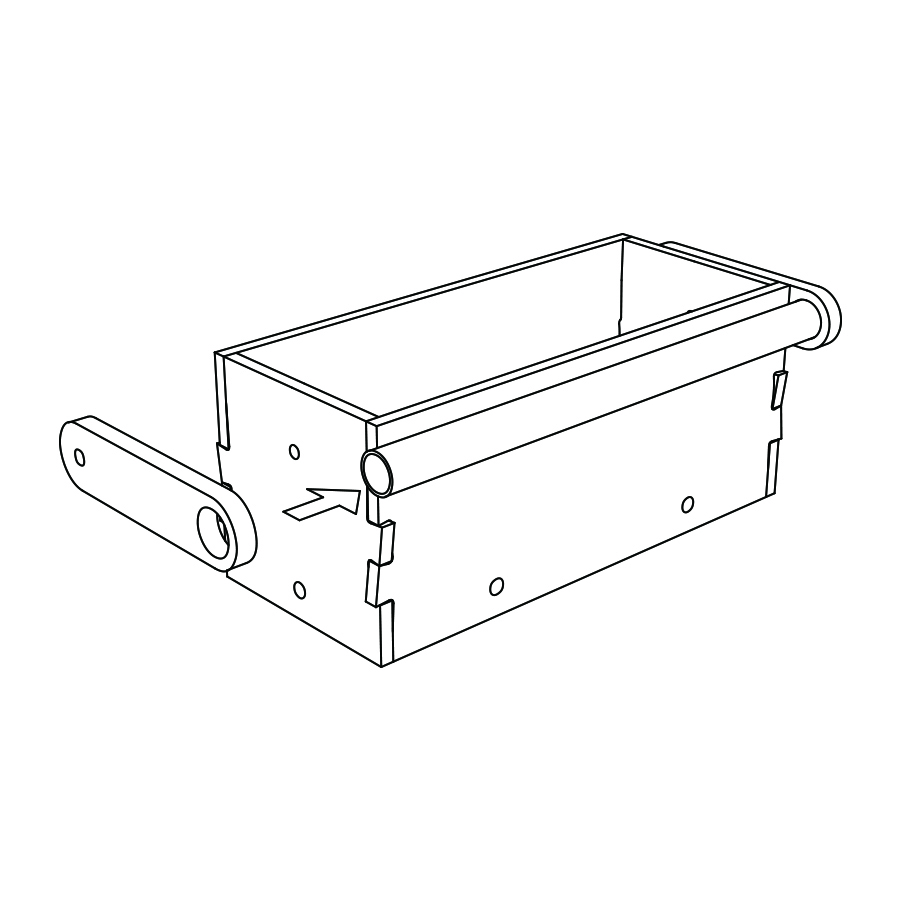
出来上がったパーツを組み付ける
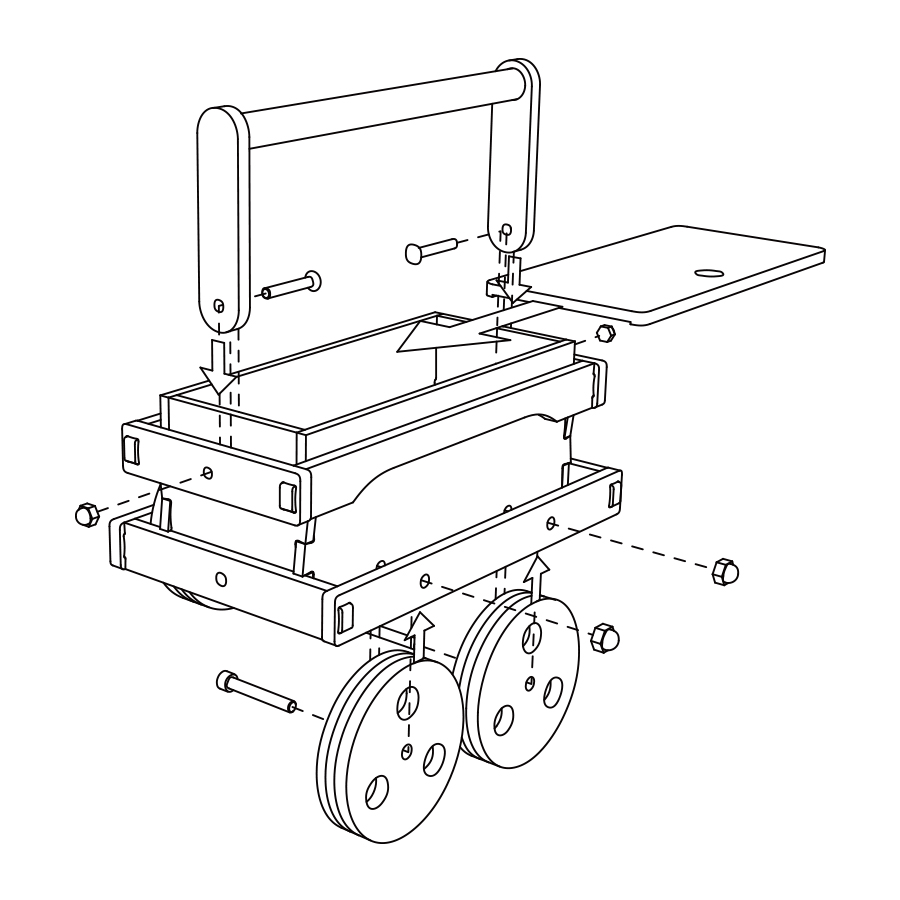
M8六角穴付皿ボルト(L45mm) x2・M10六角穴ボルト(L70mm) x4・袋ナット(M8) x2 袋ナット(M10) x4を数量分用意し、グリップ、車輪を組み立てる。
トップボードをはめこみ、完成!