ストックの設定

最初にストックの設定をします。
ストックというのは、削る前の材料のことです。今回は材料の大きさがもう決まっているので、固定サイズストックにしてサイズを入力します。
モデルに対する位置の設定
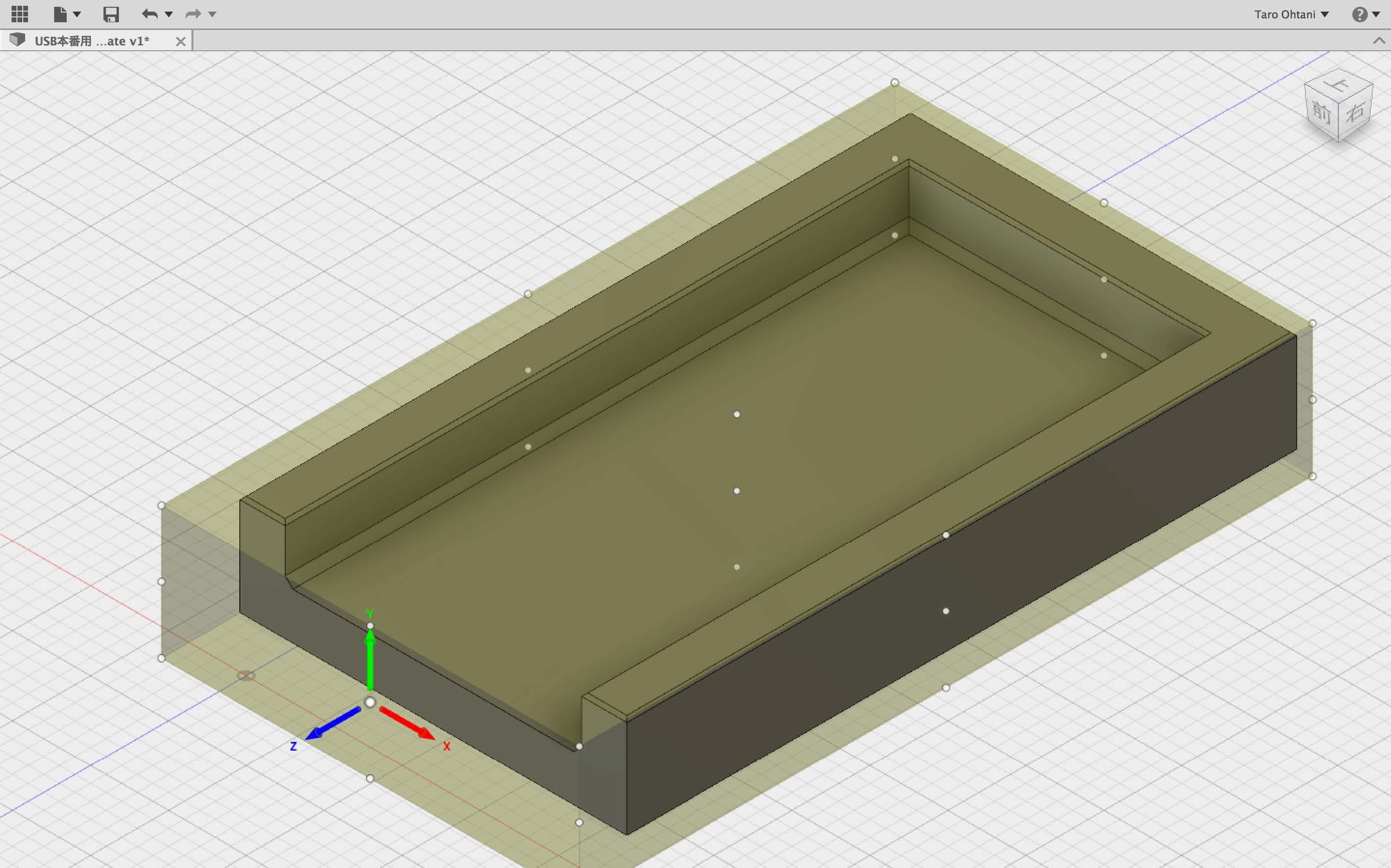
ストックサイズを入力したら、ストックの原点を設定します。
機械で設定した原点と、ここで設定した原点が一致しているひつようがあるので、ここは非常に重要なポイントです。ここで原点の設定を間違えてしまうとミルを取り付けた機械が想定外の方向に動き壊してしまうことも有ります。
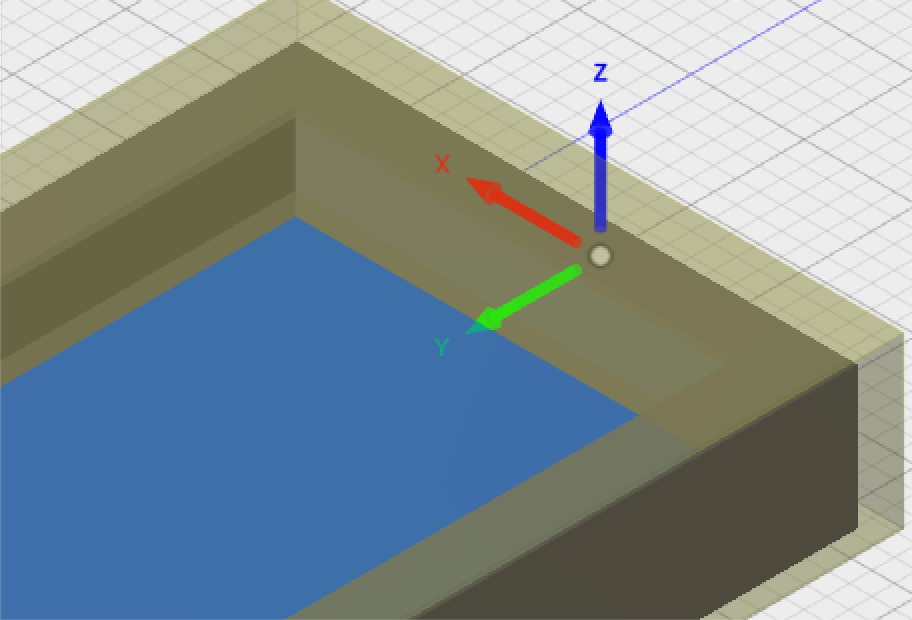
まず削る向きを考えます。今回はこの凹んでいる部分を上にして削るのでそれに合わせてXYZの方向を指定します。
XYZの矢印
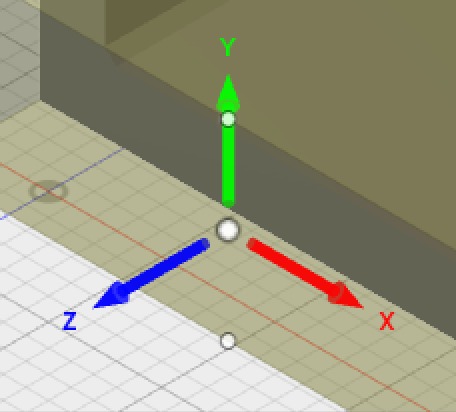
XYZの矢印はこの用に表されています。ちなみに、この矢印と色は様々なCAD,CAMで共通のものなので色も含めて覚えておくと便利です。
もしこの方向が削る意図とは違う方向になっていた時は、違う軸(X or Y or Z)の矢印をクリックします。
機械によっても違う
機械によって稀にXYZの方向が違う場合が有ります。
機械側に書いてある物がほとんどなので、どちらがX、どちらがY、どちらがZで、どちらが+なのか、ー方向なのかを確認しましょう。
パス出し
ストックの設定が終わったらパス出しを行います。
パスというのは、ミルが動く経路のことです。基本に戻りますが、CAMと言うのはこのパスを出すためのソフトのことを指します。
つまり、パス出しというのがCAMの全てです。このパスを効率やミルへの負荷を考えながら出してくれるのがCAMというソフトです。
上メニューに色々な選択項目が有ります。今回は3Dなので3Dの項目、更に負荷制御という項目を選択します。
3D2Dですが、2Dは例えば板材から何か形を切り出したいといったZ方向が一定の加工のことを指します。
負荷制御設定
負荷制御というのは簡単にうと、エンドミルへの負荷を考えながら出来る限り深く早く加工する最適値を出しながらパスを生成するというものです。
基本的にはこの設定を使っていれば問題ありません。
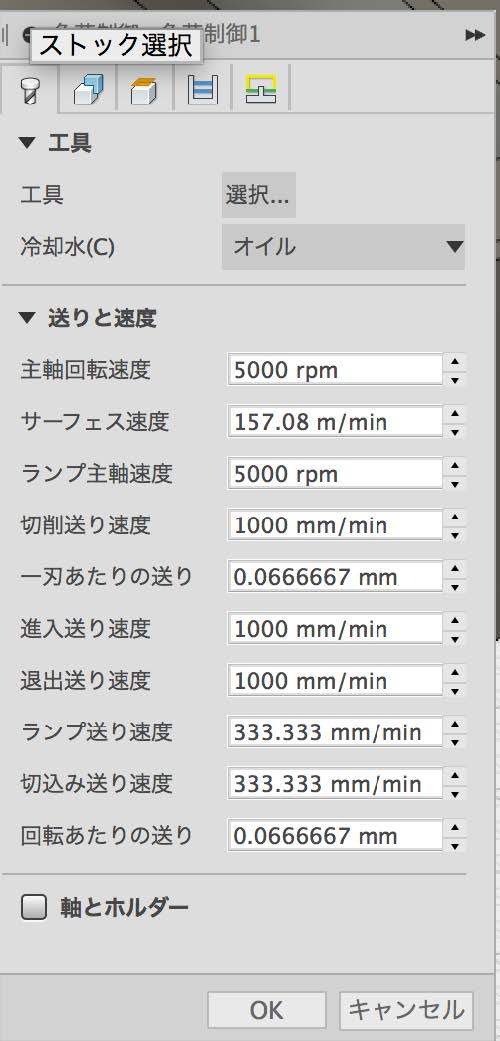
負荷制御のボタンを押すと、このように様々な設定項目が出てきます。
送りと速度
送りと速度に関しては材料とみるの太さ、機械の性能含めて様々な要素から決定する必要が有ります。
この値に関しては正直勘に頼っているのが現状です。切削機の音を聞きながら負荷を予測し、無理のない値を出していく実験が事前に必要になります。
今回はこちらの用意した値を入力してください。
工具設定
送りと速度の設定が終わったら工具の項目を設定していきます。
まず冷却水の項目ですが、なしを選択します。冷却水に関しては金属などを削ろうとしないかぎりは基本的に必要ありません。
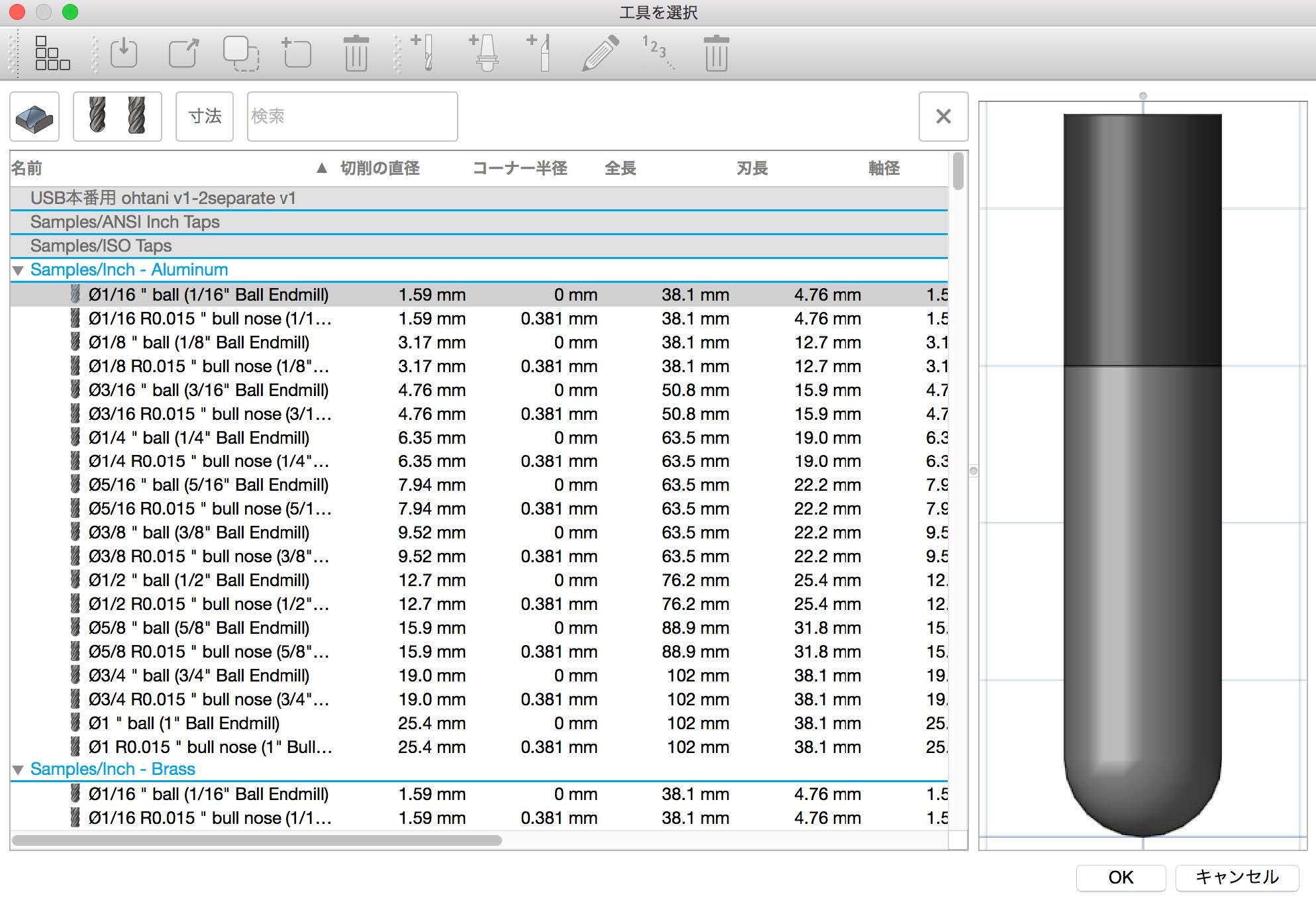
次に工具を設定します。工具は工具ライブラリがFusion360のCAMには標準で入っています。余程特殊な者を使わないかぎり、この中に購入したミルと同じものが入っています。
一見すると難しそうですが、項目自体はそれほど難しいものではありません。全長・刃長・軸径があっていれば基本的に問題ないので、やってみてください。
図形
次に図形設定に行きます。
ストックの設定の時もそうでしたが、FusionのCAMは基本的にこのタブを左から順に設定をしていけば出来る様になっています。
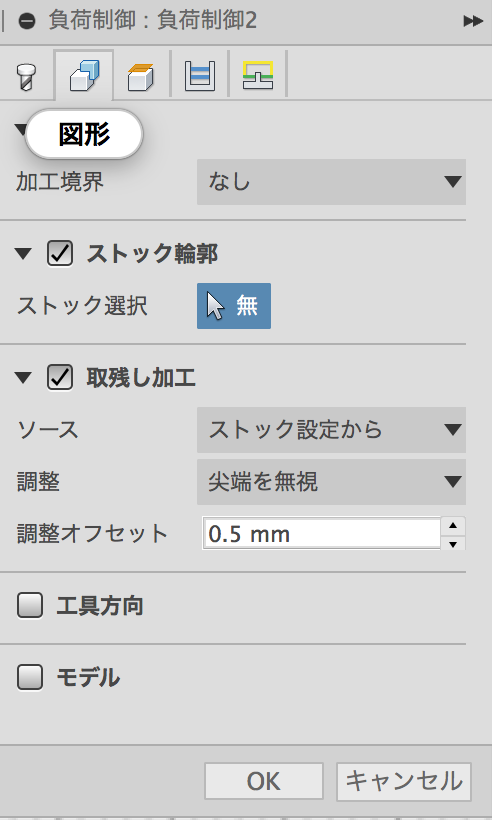
図形の設定というのは、モデルのどの部分を加工するかという設定になります。
これはCADのモデル全体ではなくこの部分だけ切りたいというようなことをしたい時に使います。今回は無いので設定は必要ありません。
取り残し加工
取り残し加工というのは、粗取りから仕上げの際どの程度残すかという設定です。
切削の原則、2工程
切削は基本的に2段階で行われます。
粗取り を行ったあと、表面を綺麗にするための 仕上げ という工程2工程です。
粗取りはおおまかに削り、その後表面をなぞるように仕上げします。
この粗取りの際仕上げの取り残し部分を何mm設定するのかというのがこの部分の設定になります。取り残しが少なすぎると仕上げの際粗取りの一部が最後の部分に出てしまう場合もありますし、残しすぎると仕上げに猛烈な時間がかかります。
基本的にはデフォルトで入っているこの数値で失敗したことは今のところありません。余程細いエンドミルで仕上げを行う場合や、完成物が非常に小さいものの場合は設定の変更が必要です。
高さ設定

次に高さ設定です。高さ設定には4つの項目が有ります。これらに関してもFusion360のCAMは自動で出してくれているので、基本的にはデフォルトのままで問題ありません。
移動高さ
これはエンドミルが削り、別の場所に移動しようとするときに通る高さの設定です。この高さがモデルの最高点より上になっていないとモデルに衝突し故障につながります。ただし高くし過ぎると加工時間が長くなります。
退避高さ
これは加工の開始・終了時にエンドミルが待機する高さです。これは機械の使用によるのですが、機械の仕様一番上の値を入れておくのがベターです。
<br>

トップ高さ
これは加工するモデルのどの高さまでを加工するのかという設定です。これも図形の設定と同じですが、基本的に全て加工するときは設定がいりません。
途中から加工し直したり、切削で加工する部分が全体の一部という時に使います。
ボトム高さ
こちらもトップ高さと同じで、モデルのどの高さまでを加工するかという設定の下方向の設定値です。
パス設定

次にパス設定ですが、ここは基本的にいじらないことをおすすめします。パス出しの上で非常に重要な値がはいっており、下手にいじると機械を故障させてしまいます。
リンク設定

次にリンクの設定ですが、こちらも基本的には触らないのが原則です。数を生産するために早くしたりする場合は調整が必要ですが、形を作ることだけが目的であれば必要ありません。
書き出し

書き出しを行います。書き出しを行うには、アクションのポストを選択します。真ん中のアイコンです。
ポスト設定項目
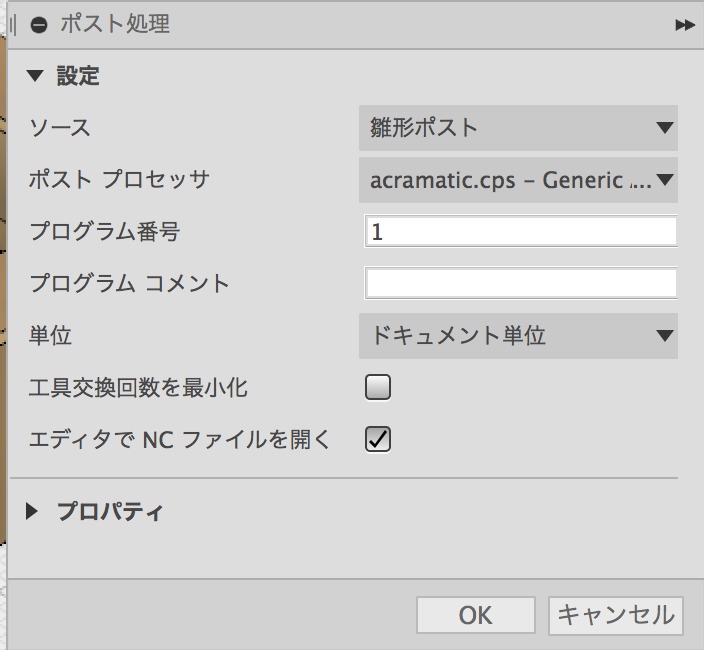
ボタンを押すとこのような設定項目が出てきます。
切削機にはそれぞれコントローラーというものがついてモーターを制御します。このコントローラーによって機械の認識するコードは違います。
今から生成するコードが実際に使う機会で認識できるようにするためにするのが”ポスト プロセッサ”という設定です。この設定を機械にあわせて変更することで、生成したコードを機械が認識できる形に変換してくれます。
これは実際に利用する機会によって全て違うので、インターネットで調べてみてください。今回はコチラが指定するものが、QT100で使われているコントローラーに合わせたポストになります。
書き出し完了
OKボタンを押すと『.nc』という拡張子のファイルが生成されます。Fusion360CAMでの作業はこれで完了です。