木彫りの熊×デジタルファブリケーション
木彫りの熊は北海道を代表するお土産であり、アイヌ文化とも深く関わってきた歴史的な民芸品でもある。今回、自分で製材した木材を使ってなにを作ろうかと考えたときに、自分が暮らす北海道にゆかりのある木彫りの熊をデジタルファブリケーションのスキルを使って表現できないかと考えた。
木彫りの熊の歴史:発祥とルーツ


1920年ごろ、尾張藩の旧藩主たちによって開墾された北海道の八雲に、当時尾張徳川家十九代当主になった徳川義親が訪れ、農民たちの貧しい暮らしを目のあたりにした。ある時彼は海外旅行中スイスのベルンを訪れ、そこで暮らす農民たちが農閑期に木彫り熊を作って観光客に売っている様子をみかける。この産業なら八雲でも同じことができるのではと考え、木彫り熊等の土産品を持ち帰り農民たちに作らせたことが始まりとされている。
手彫りから機械加工によるオートメーション化


木彫りの熊が「北海道土産」の定番として定着した頃、高度経済成長期の観光ブームの時代に、地元行政の木彫り品の量産指導に感化され、木彫り熊の生産が盛んだった旭川やアイヌの人たちが多く暮らす白老や平取の工房にドイツ製のルーター式彫刻機「ライヘンバッハ」などが導入されるようになった。
写真1枚目:白老町の彫刻機
写真2枚目:平取町の彫刻機
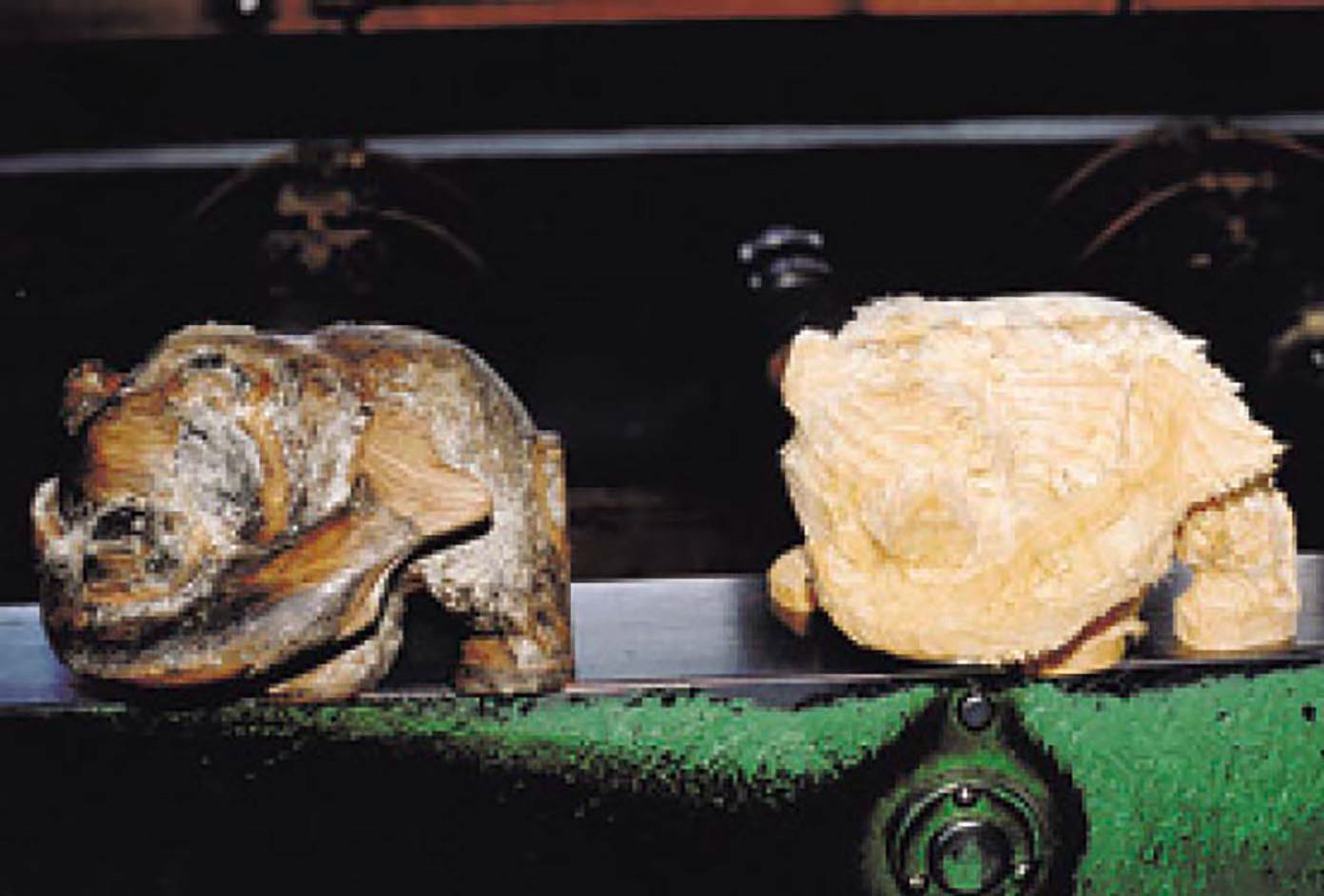
彫刻機に材料となる角材や丸太、雛型となる木彫りの熊をセットし、レコードのように雛型に針を当てながら動かすことで回転するルーターが連動し材料を切削することで「粗取り」加工していた。
写真3枚目:雛型にした木彫りの熊と粗取りされたもの
(引用:平塚賢智氏製作の木彫り作品について)
写真1枚目:白老町の彫刻機
写真2枚目:平取町の彫刻機
彫刻機に材料となる角材や丸太、雛型となる木彫りの熊をセットし、レコードのように雛型に針を当てながら動かすことで回転するルーターが連動し材料を切削することで「粗取り」加工していた。
写真3枚目:雛型にした木彫りの熊と粗取りされたもの
(引用:平塚賢智氏製作の木彫り作品について)
歴史的な製作方法をデジタルファブリケーションで再現

彫り加工のオートメーション化によって北海道中に木彫りの熊が広がっていった歴史を踏まえて、「雛形から複製(粗取り)する」という工程をデジタルファブリケーションで再現できるのではと考えた。
そこで雛形となる木彫りの熊を栗山町内で探したが見つからず、メルカリで購入した。
(写真は購入した木彫りの熊で、旭川にある「トミヤ郷土民芸」の商品。)
使用材料について

2019年10月に参加したフジモックフェスで間伐したヒノキ材を使用。乾燥期に特にこれといった処置をしていなかったため大きいひび割れが発生した。
ひびに対してエポキシ樹脂を使って穴埋めしようと考えたが、このあとの作業で使用するレーザーカッターと相性が悪かったので使用を断念。
(引用:レーザー加工に適さない材料)
製材
最終的にレーザーカッターで加工するため、切断可能な厚みの輪切りを丸太から切り出すことにした。
栗山町の工房機材だけでは輪切りの板を切り出せなかったので、札幌で活動する知り合いの木工職人「SUKEWORKS」さんに協力してもらった。
(協力:SUKEWORKS)
バンドソー



最初にバンドソーを使って丸太からできるだけ薄い板を切り出そうとしたところ、何回かキックバックを起こし刃が折れたり(写真2枚目)、切り出せたとしても刃の種類によって表面が波打ったり均一な厚みにならなかった。(写真3枚目)。
電動カンナ


バンドソーでの切り出しがうまくいかなかったので、丸鋸を使ってスライスしていくことにしたのだが、丸鋸で切断する際丸太を固定するために水平垂直な面を作り出す必要があった。そこで電動カンナを使うことにした。
丸鋸


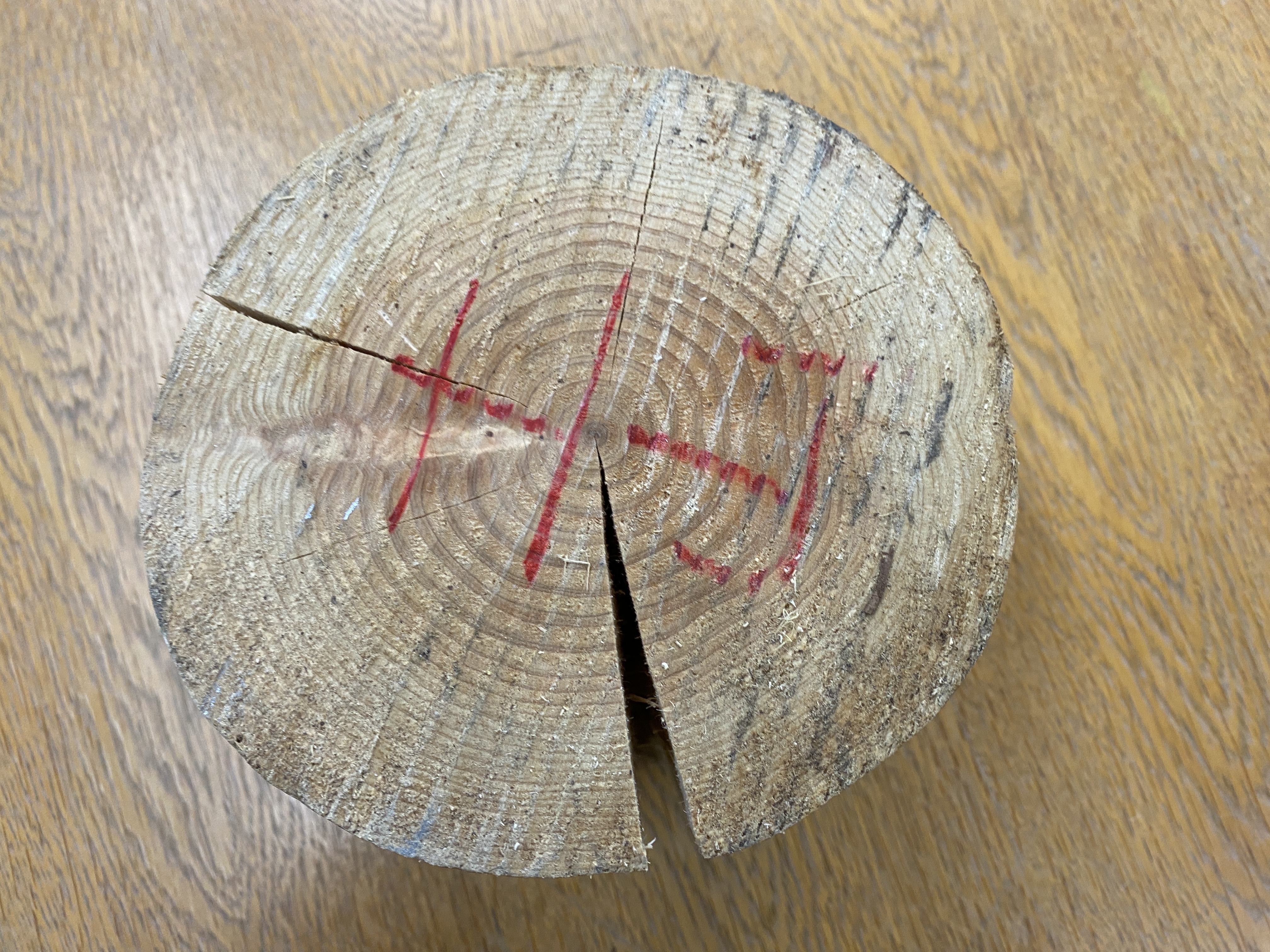
丸鋸の刃が高さ100mmまでしか上がらなかったので、6mm厚間隔の切れ目を入れてその後のこぎりで切り落とすことにした。(写真1枚目)
また、丸太がひび割れていたことで丸鋸で加工した瞬間ばらばらになってしまう輪切りが出てしまった。(写真2枚目)
のこぎり


切れ目に沿ってのこぎりを入れて板を切り出していった。切る際、丸太を固定するためにリードバイスを使用した。
ベルトサンダー


のこぎりで板を切り出したところ、丸鋸で加工した部分とのこぎりで作業したところで厚みが違っていたので(写真1枚目)、ベルトサンダーを使って厚みを調整した。
製材修了

木彫りの熊の厚み分の板(6mm厚)を切り出すことができた。
3Dスキャン
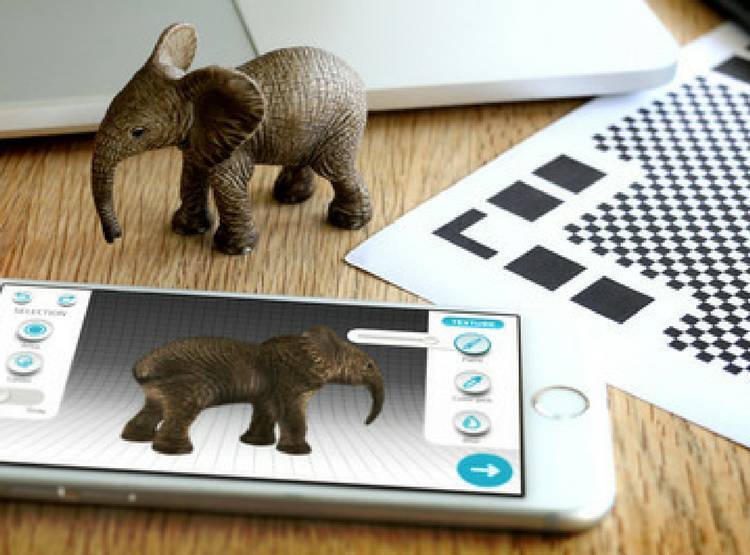
木彫りの熊を3Dスキャンするためにスマートフォンアプリの「Qlone」を使うことにした。スキャンが無料でSTLデータへの書き出しが150円でできると記憶していたのだが、現在はバージョンが変わりスキャンデータの書き出しにアプリを2440円で購入しなければならなかった。
しかし、STLデータだけでなくOBJデータなど数種類の書き出し形式に対応しおり、AR表示や4K撮影など様々な機能が使えるのでiPhone12ユーザー以外はおすすめ。
専用マットの印刷
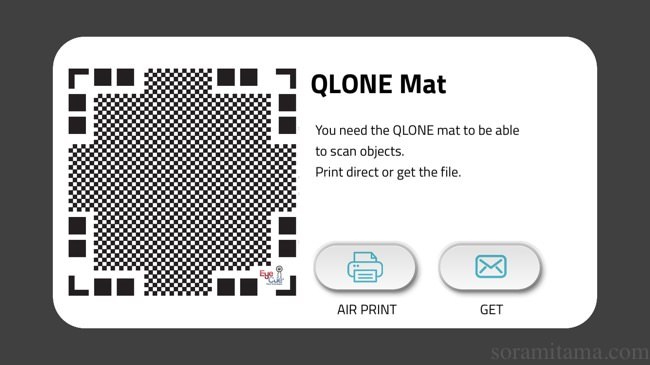

Qloneは専用マットを使用することでスキャンすることができる。専用マットの大きさによってスキャンできる印刷物を大きくできるのが特徴(写真2枚目)。
スキャン準備

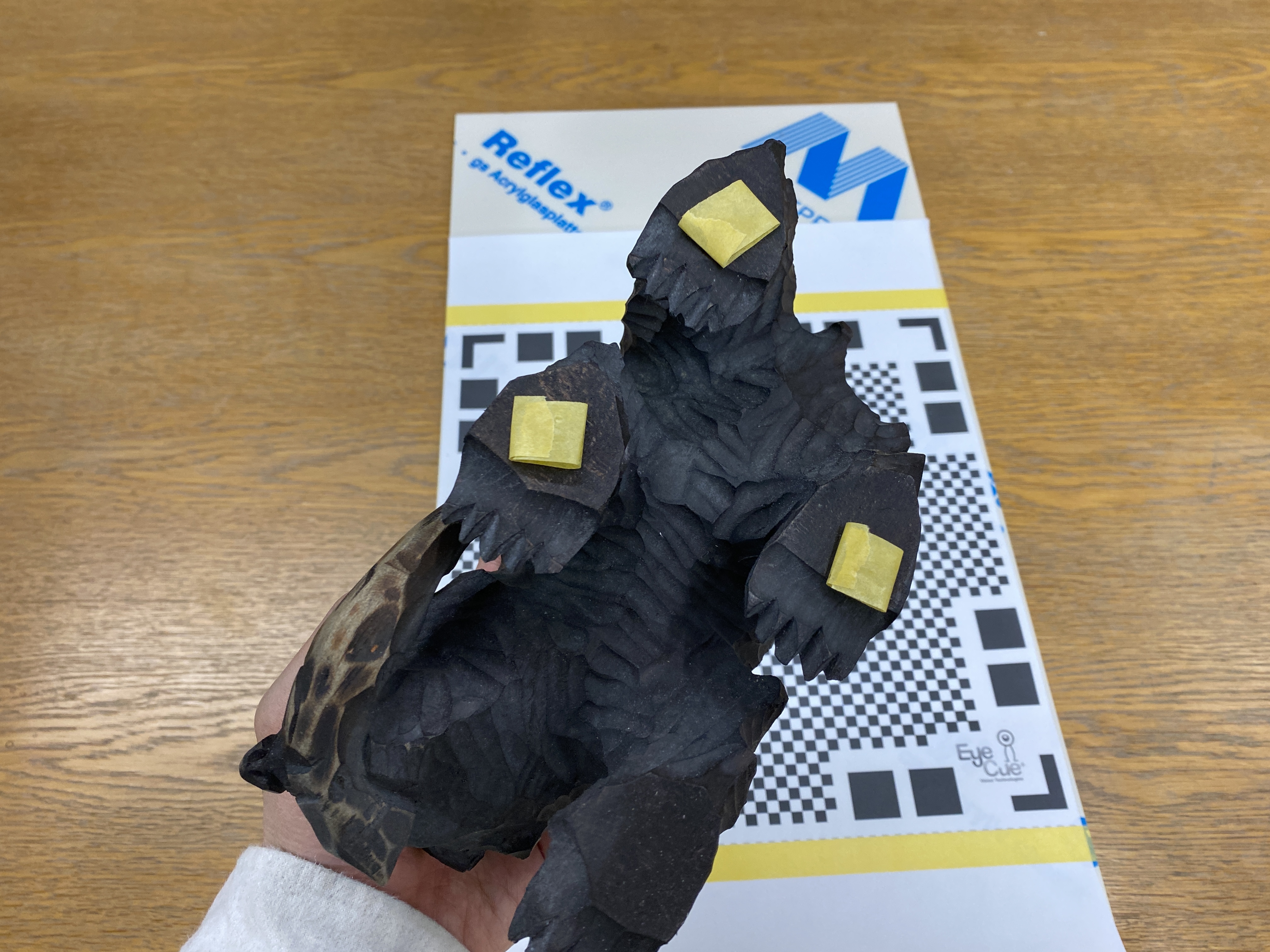
木彫りの熊がスキャンできる大きさの専用マットをA3サイズで印刷し、足の裏にマスキングテープを貼って撮影中に動かないようにした。
スキャン開始
カメラの画角内に専用マットを表示させると青色のドームが表示され、視点を変えると枠が一つずつ消えていくことでスキャンすることができる。また、対象物の向きを変えて再度スキャンすることでより正確なデータを作成することができる。
スキャンデータの確認

データ修正


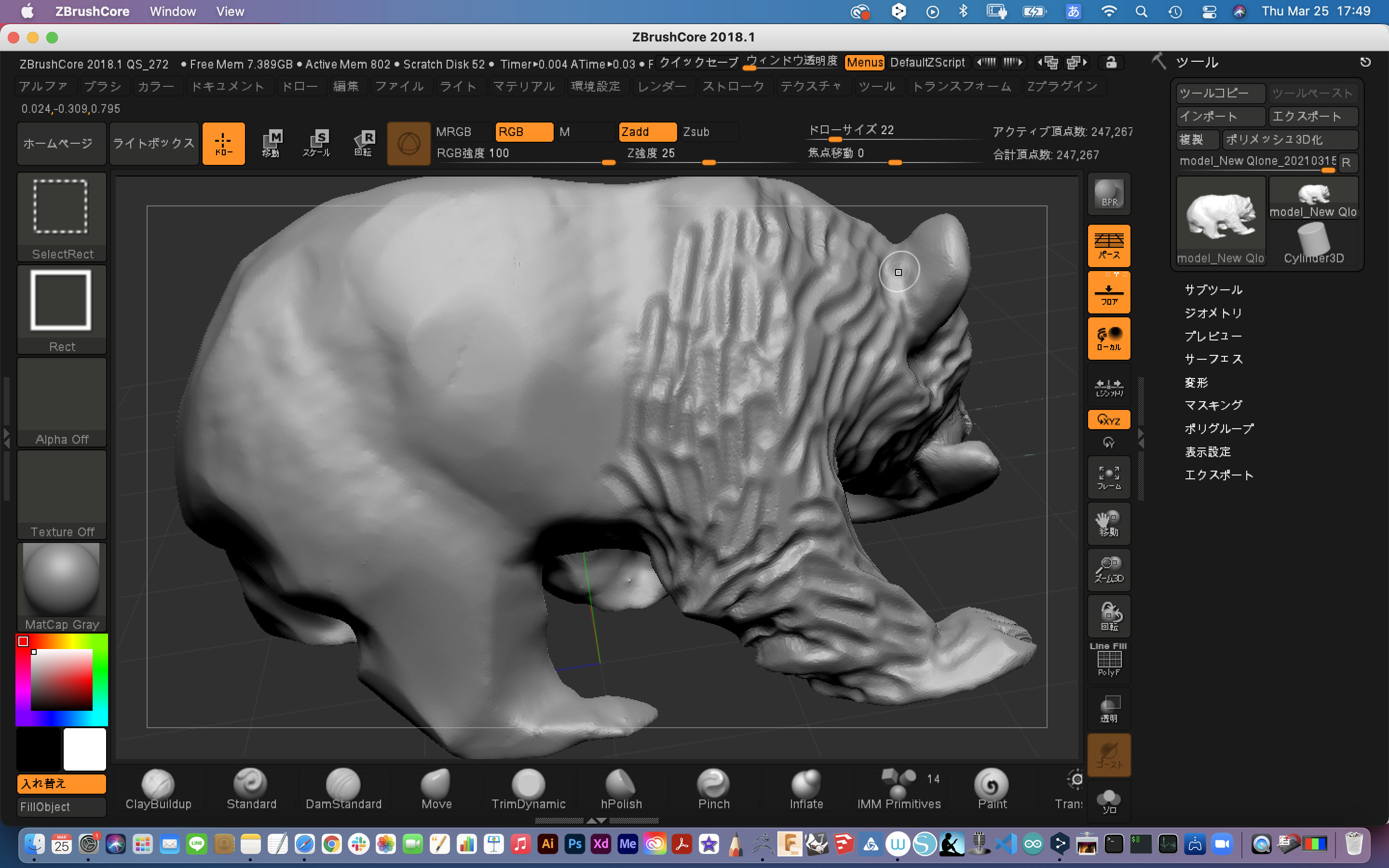
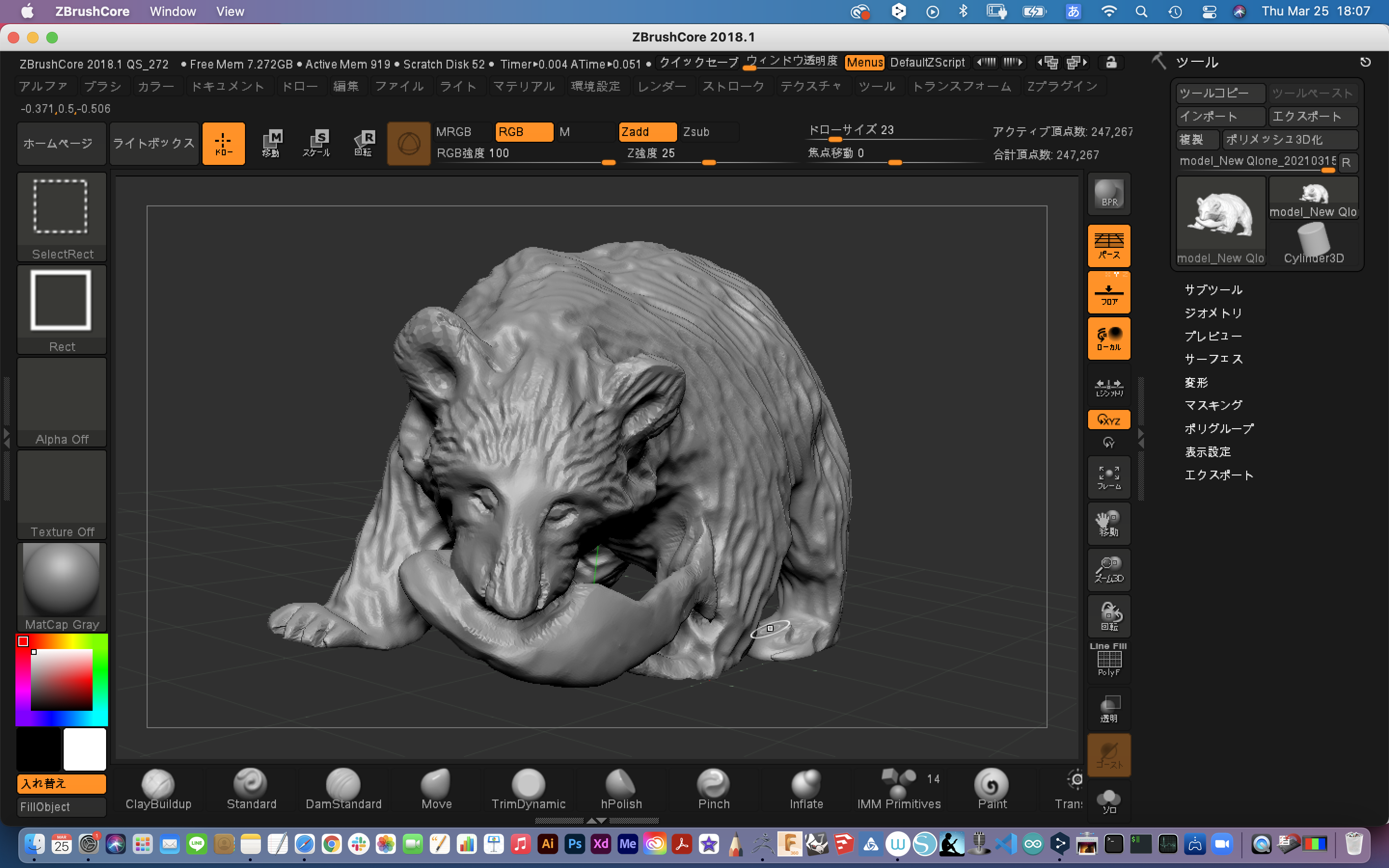
Qloneで撮影したスキャンデータをOBJ形式で書き出し、「Zbrush」を使って修正作業を行った。これを元にレーザー加工用のデータを作成しようとしたが、PCのスペックが低かったため書き出すことができなかった。
なので最初にスキャンしたままのデータを使うことになった。
データのインポートとサイズ調整
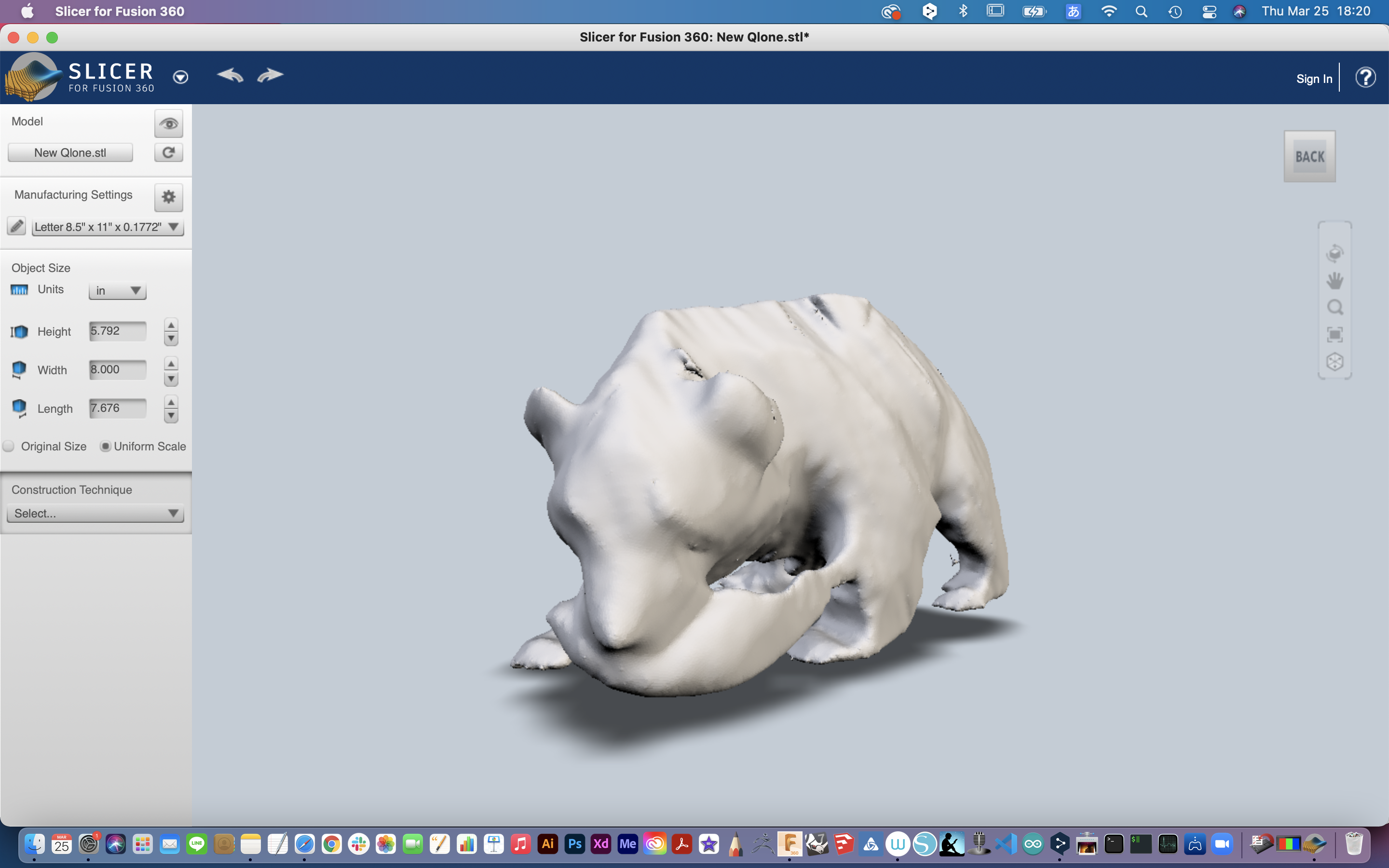
左メニューの「Model」より、「Import」を選択。
画面右上に表示されているビューキューブやアイコンで、オブジェクトの表示サイズやアングルを変えることができる。
「Manufacturing Settings」でスライスデータの書き出しをする際のサイズ、素材の厚みなどを設定。
レーザー加工機のサイズと材料の厚みに合わせました。
レーザー加工機のサイズと材料の厚みに合わせました。
- 歯車のアイコン:画面下部にマテリアルサイズが表示
- ペンのアイコン:Manufacturing Settings画面を表示
- プルダウンメニュー:書き出しサイズの選択
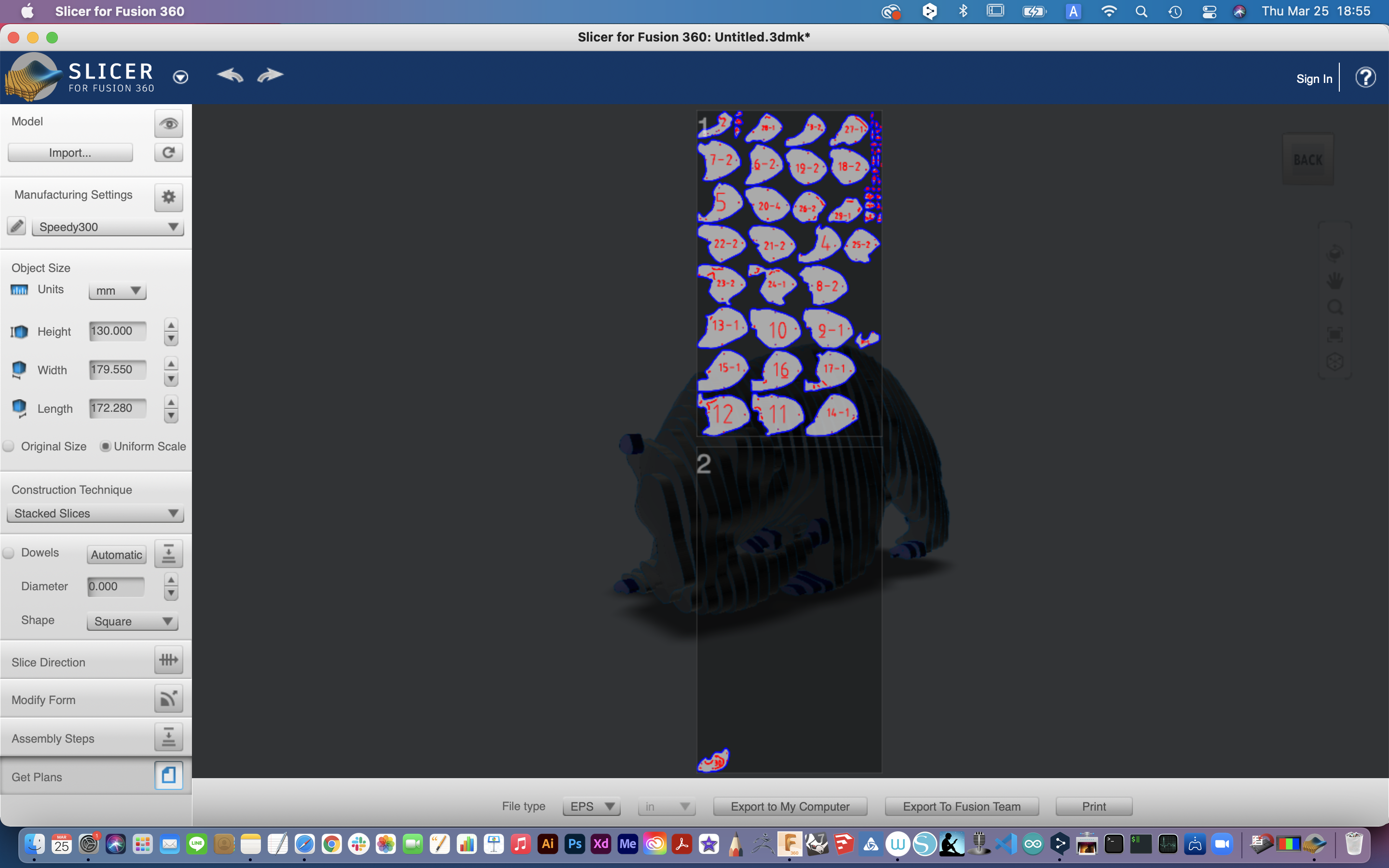
スライスデータの作成

「Stacked Slices」で連なる積層レイヤーのスライスデータを作成する。
画面右側の「Cut Layout」には、スライスデータの情報が表示される。「Manufacturing Settings」には最初に設定した「trotec Speedy300」サイズが選択されているので、加工サイズのシート内にパーツが配置される。このデータを用いてレーザー加工を行い、パーツ順番に重ねることで、表示されている積層タイプのsphereを組み上げることができる。
「Slice Direction」でスライスの方向を軸を使用して変更できる。青、もしくは緑の軸をクリックして矢印をドラッグして調整する。
画面右側の「Cut Layout」には、スライスデータの情報が表示される。「Manufacturing Settings」には最初に設定した「trotec Speedy300」サイズが選択されているので、加工サイズのシート内にパーツが配置される。このデータを用いてレーザー加工を行い、パーツ順番に重ねることで、表示されている積層タイプのsphereを組み上げることができる。
「Slice Direction」でスライスの方向を軸を使用して変更できる。青、もしくは緑の軸をクリックして矢印をドラッグして調整する。
データの書き出し
「Get Plans」でスライスデータの書き出しを行う。
画面下部の「File Type」よりEPS・PDF・DXFのいずれかを選び、「Export to My Computer」を選択する。
画面下部の「File Type」よりEPS・PDF・DXFのいずれかを選び、「Export to My Computer」を選択する。
今回はAdobe Illustratorでレーザー加工用のデータを作成するため「EPSデータ」を選択した。
レーザー加工

栗山町にあるレーザーカッター「trotec Speedy300」を使ってパーツの切り出しを行った。
【trotec Speedy300のスペック】
- 加工範囲:W=726mm / D=432mm / H=200mm
- レーザー出力:60W
加工パラメータ


材料:ヒノキ 6mm
【切断データ①】・・・パーツの切り抜き
- Power:60
- Speed:0.3
- Hz:60000
【切断データ②】・・・パーツ番号の彫刻
- Power:20
- Speed:10
- Hz:1000
組み立て


切り出したパーツを木工用ボンドで貼り付けた。
接着の際は彫刻されたガイドに沿って貼り付けることができるので組み立てはスムーズに行えた。
完成


シルエットは彫刻機で「粗取り」加工された木彫りの熊のような見た目になったと思う。しかし、雛形の木彫りの熊と比べると全体的なシルエットとがすこし膨らんでいるような印象がある。ここから手彫りなどで修正作業をするのがいいかもしれない。
また、ShopBotなどの大型CNCを導入したときには丸太材から直接木彫りの熊を削り出してみたい。