はじめに
機材概要
紫外線硬化樹脂を利用した「ステレオリソグラフィー方式」の3Dプリンタ
カートリッジで販売されているいくつかの素材を選択可能
3Dのモデリングソフトで作成した.stlや.objなどのメッシュデータを読み込めるPreFormというスライスソフトを利用して、加工データを作成する
利用のルールと手順
ワークフロー
- 3Dcadで3Dモデルを作成
- .stlや.objなどのメッシュデータとしてエクスポート
- PreFormでメッシュデータを読込
- 出力時の配置や向きを決め、加工パスを自動作成
- PreForm内で不具合が無いか確認
- データをプリントアウト(自動出力)
- 完成後取り出し・マシンメンテナンス
- プリント成果を洗浄・再硬化
加工可能なサイズと素材
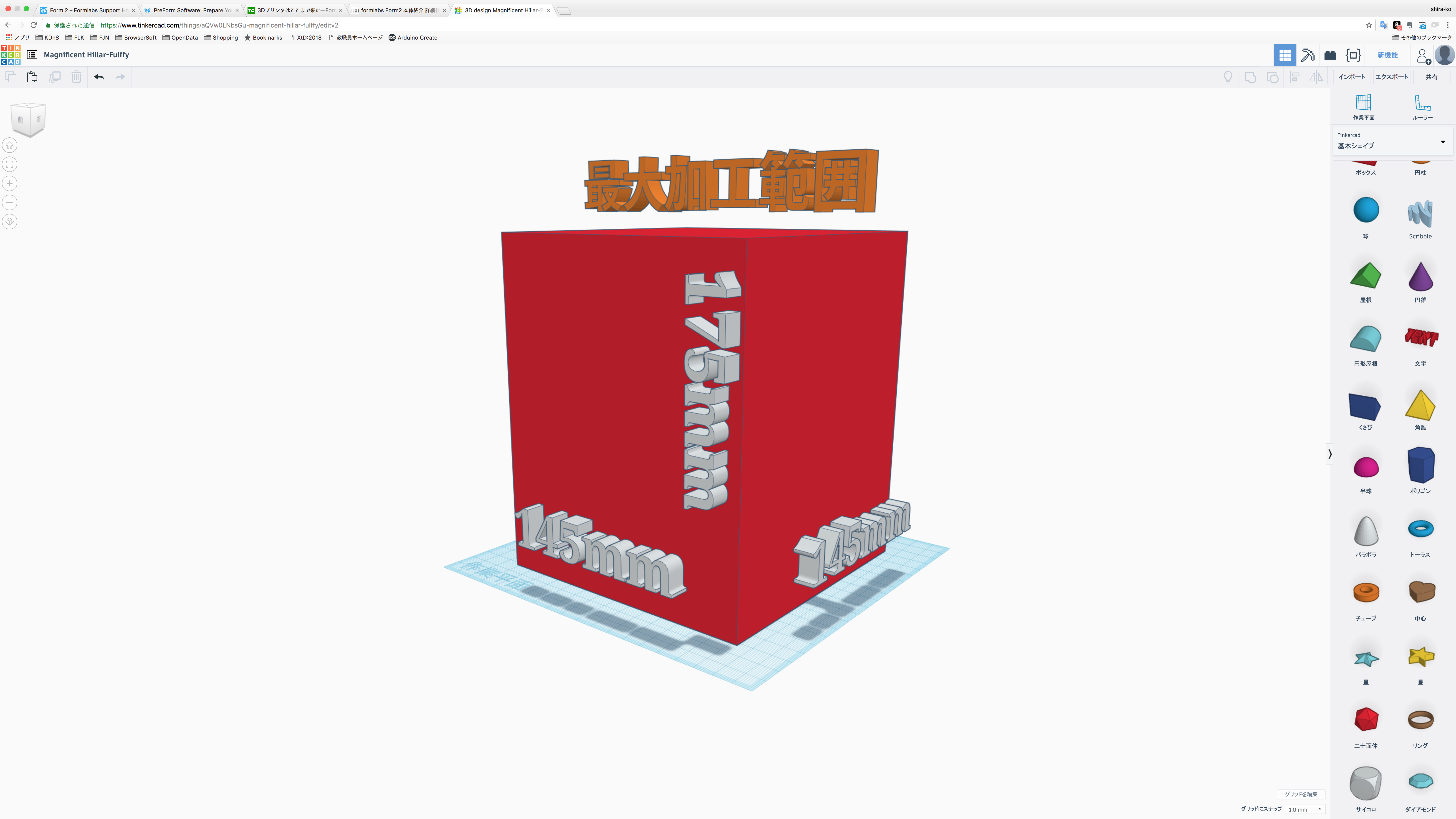
造形範囲:145x145x175
積層ピッチ:25-100μm
レーザースポット:140μm
レーザーパワー:250mW
禁則と注意事項
注意事項:1「樹脂と機械の安全性」
Form2は安全基準がクラス1のレーザーを使用している
ダイオード:紫(405nm)
最大出力:250mW
レーザー光照射で、失明・発火の恐れがある為プリンタの前面、後面パネルを絶対に取り外さない
Form2の樹脂は食品や飲料に混入したり、人体に使用したりする事は認められていない
(生体的合成樹脂はのぞく)
特定の用途や時間内であれば人体にふれても問題はないが、液体個体問わず飲み込まない
注意事項:2「IPA(イソプロピレンアルコール)の取扱」
Form2の洗浄液として使われている、イソプロピレンアルコールは、引火性が有り、皮膚腐食、眼刺激性、気道刺激性が有り、中枢神経や血液系、呼吸器、肝臓、脾臓に毒性を持っている、危険物です。
注意点として以下の点を厳守すること
- 着火源から遠ざけて使用すること
- (一時)保存容器を密閉しておくこと
- 火花を発生しそうなものは近くで使わないこと(やむをえない場合は防爆型を使用)
- ミストや蒸気を吸入しないこと
- 換気のよい場所で使用すること
- 保護手袋・保護衣・保護眼鏡・有機溶剤用のガスマスクを使用すること
データの準備
プリンタ出力はメッシュデータを利用して行う
メッシュデータを作成できるソフトは利用可能ですが、ソフトウェアによっては、プリントデータとして不完全な物としてエクスポートされる場合がある
そのため、慣れていない場合はFusionなどのソリッドモデラーを利用した方が良い
Rhinoなどのサーフェイスモデラーは、加工の途中でモデルに穴が開いたり、モデル内部でサーフェイスが交差したり、現実空間では成り立たない状況もバーチャルで表現できてしまうため注意が必要
スライスソフトには自動補修機能がついているため修復は可能だが、全ての状況で完璧に修復される訳ではない
データ作成・編集が可能なソフトウェア
ブラウザソフト
- Tinkercad
など
フリーソフト
- Fusion360(EducationalLicense)
- SketchUp(EducationalLicense)
- Blender
- FreeCAD
- OpenSCAD
- Metasequoia
- MeshMixer
- MeshLab
など
有料ソフト
- Rhinoceros(Grasshopper)
- SolidWorks
- CATIA
- ZBrash
など
スライスソフトで読み込み可能なファイル形式
.stl
.obj(テクスチャーファイルは読み込めない)
スライスソフトで推奨するファイル形式その他条件
.stl
ポリゴン数の多いものは読み込み・加工パス生成・画面表示などの処理が重くなり、最悪途中でクラッシュする可能性がある。その場合は頂点数を減らすなどの前処理が必要。
特にスキャンデータの場合は注意。
機材の準備
初期準備として、機材を完全水平状態にする必要がある
電源ボタンを入れて、プリンターが水平で無ければ水平にするようにメッセージがでる
附属の水平位置調整ツールを使って、本体足下のネジを回し調整する
- 時計方向がUP
- 反時計方向がDOWN
電源の位置と立ち上げ方
電源ケーブルが差しこんであるか確認し、本体正面の電源ボタンをおす
本体が立ち上がると、イニシャライズ(機械の初期化)が行われる
樹脂タンクの装着
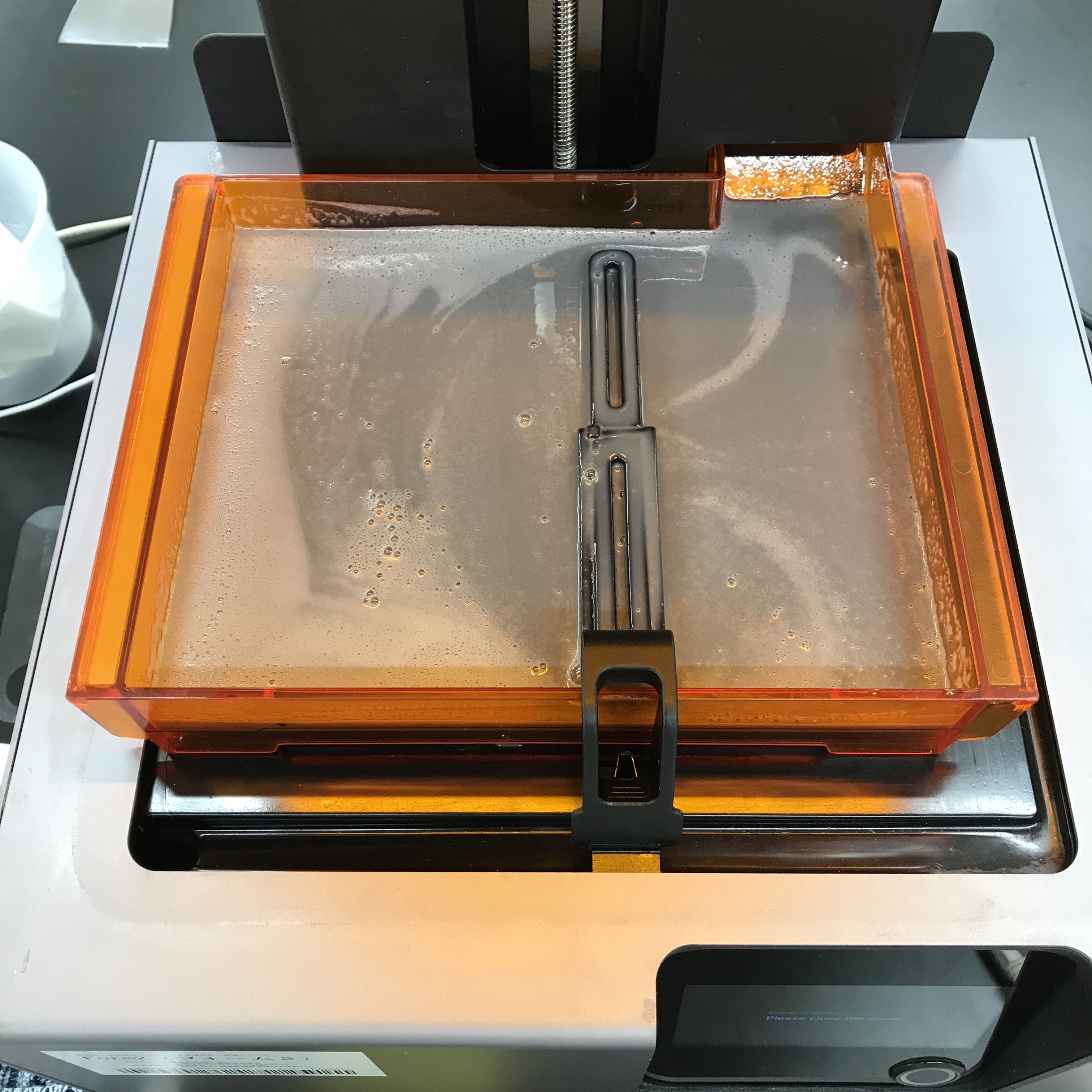
樹脂タンク(ワイパー付き)を装着する。
プリンターのカバーを上げ、樹脂タンクの黒い蓋を外し、樹脂タンクの4つの小さな脚をそれぞれタンクキャリアの穴の位置に合わせます。
ワイパーの固定
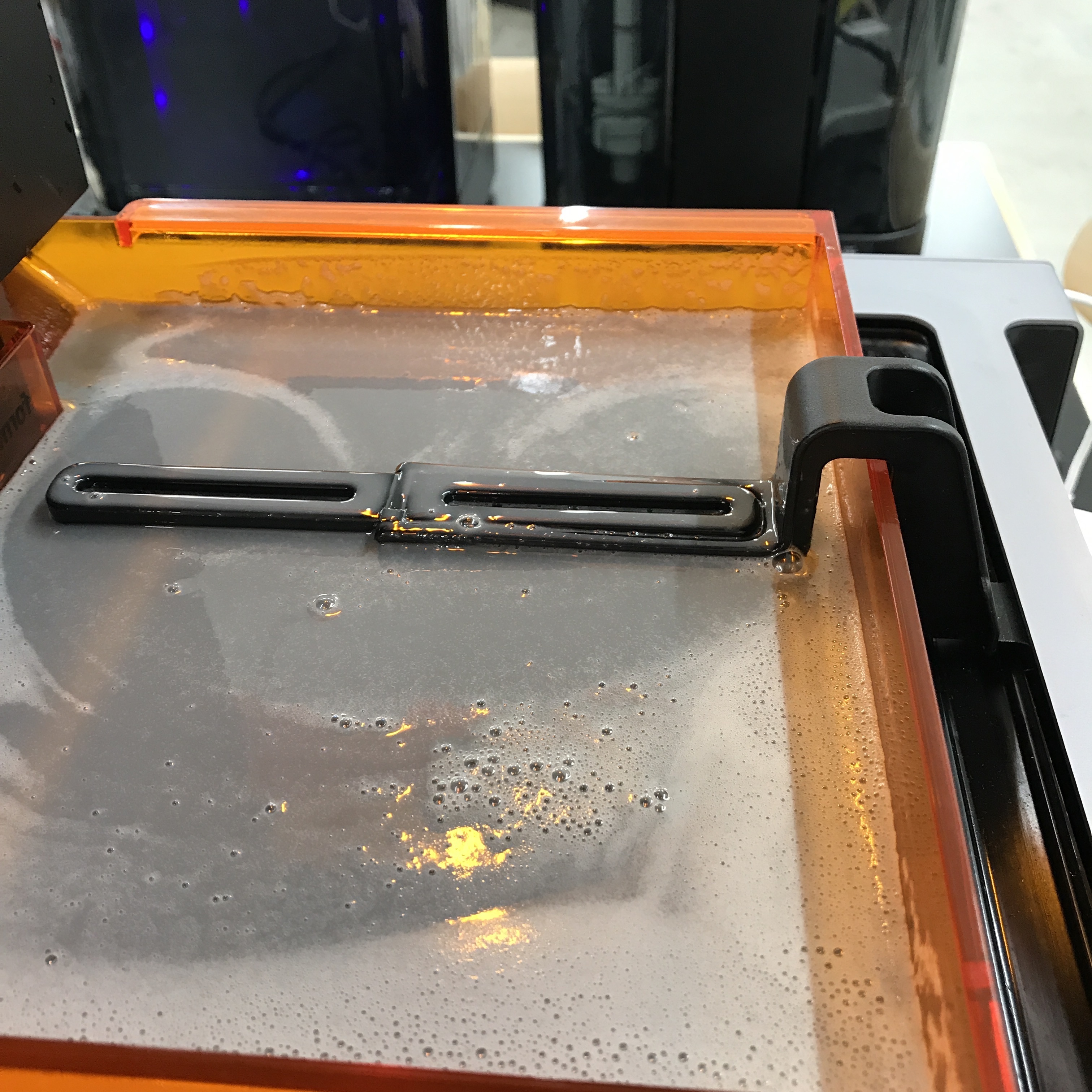
ワイパーをタンク本体に垂直に差し込む
足部分を穴の中に入れ、しっかりと固定されるまで前に押し込む
プラットフォームの装着
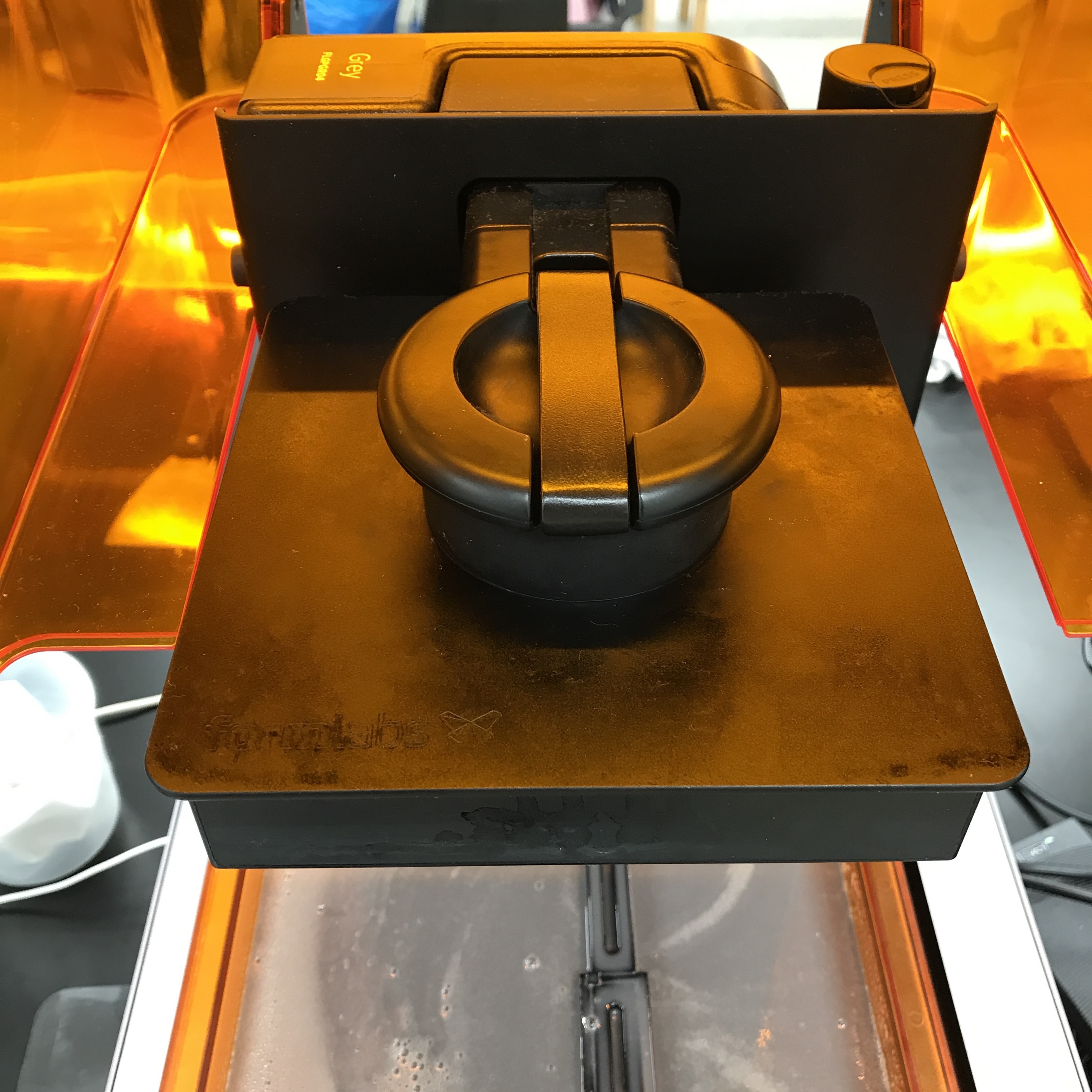
ビルドプラットフォームをキャリアに合わせ前方向に押し込む
しっかりとはまったら、ハンドルを下げて固定する
樹脂カートリッジの装着
新しいカートリッジを挿入する際は、カートリッジを数回振り、内部の樹脂を攪拌する
新しいカートリッジはバルブ保護カバーが付いています。カートリッジ下部に付いているカバーをとり外し、保管する時には再度バイトバルブを保護する
バイトバルブを取り外さない(樹脂がこぼれて機械がこわれる)
カートリッジを本体後部の挿入口に装着する。この際、カートリッジのへこみと本体の出っ張りを合わせ、カートリッジの頂点が本体のカバーと同じ高さになるまで、押しこむ
ベントキャップをおし、弁を開き樹脂が充填できるようにする
送信PCの接続と初期設定
データ送信用のPCにPreFormをインストールし、USBで接続する
PreFormのダウンロード
- Form2で利用するスライスソフト「PreForm」をダウンロードし、インストールする。
- マルチプラットフォーム対応
PreFormのインストール
- .exeファイル(Win).dmgファイル(Mac)を展開し、インストールウィザードを進める
- Macの場合ソフトをアプリケーションフォルダに移して終了
加工
樹脂素材は、純正のカートリッジに入ったものを利用する。
加工データをスライスソフトで読み込む
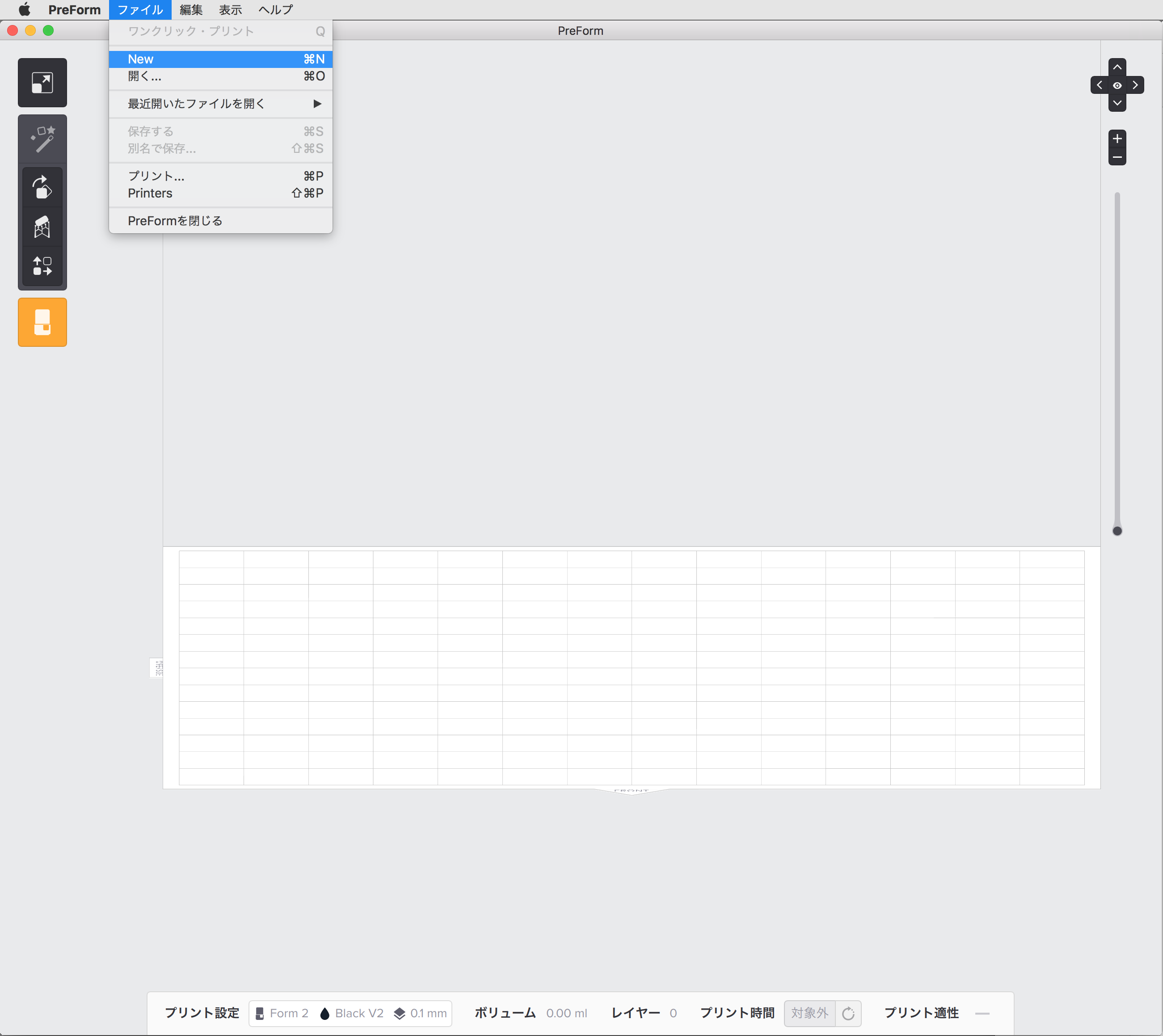
PreFormを起動する
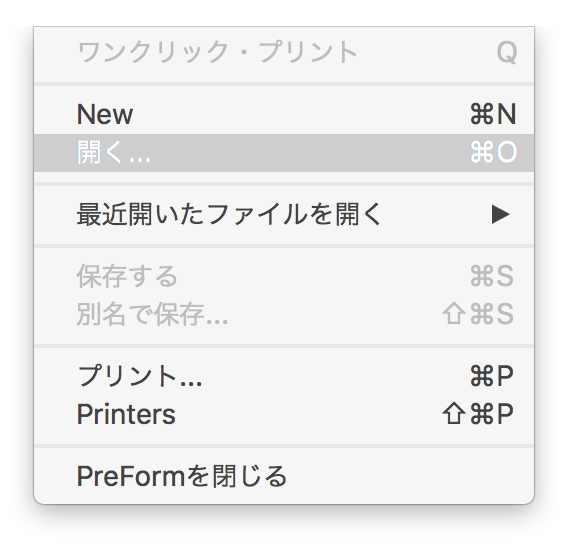
ファイル/New を選択し、新しいプリント画面を立ち上げる
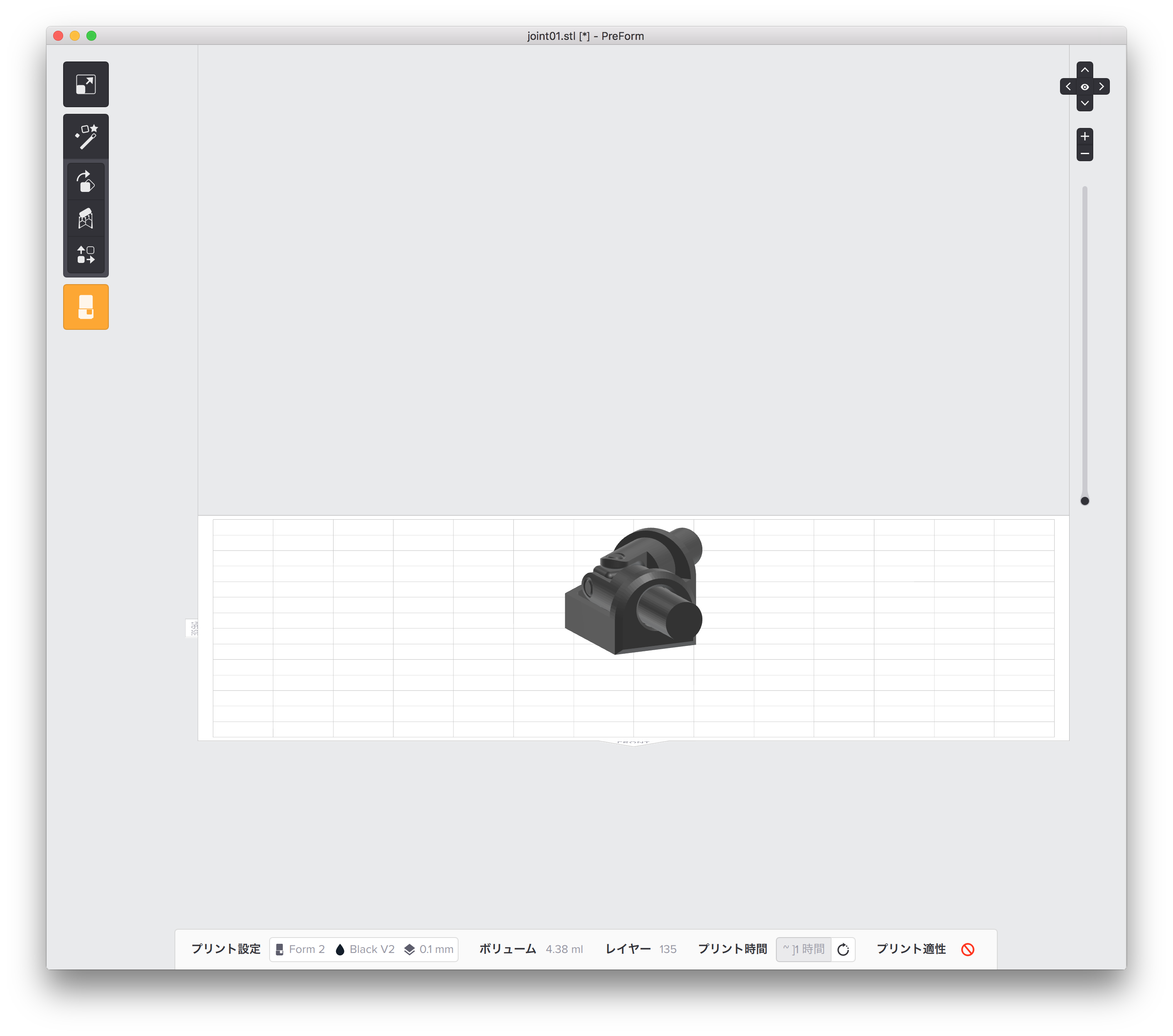
ファイル/開く で用意した.stlファイルをインポートする
表示の変更
十字キーのようなインターフェースが
上面左右底面に対応
プラスマイナスでズームインズームアウト
スライダで積層レイヤー表示
ワンクリック・プリント
形状が単純な場合、ワンクリック・プリントで設定を行うことが最も早い
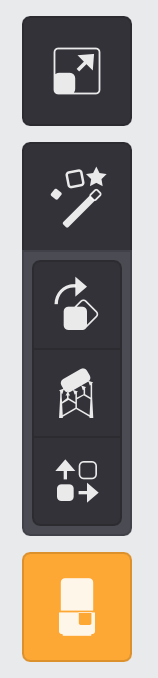
ツールバー最上段
- 配置調整
- サポート生成
- レイアウト
- 出力
を一括全自動で行うことができる
配置調整

モデルの出力を適正におくなうために、位置調整をする必要がある
カップ形状の場合、レジンタンク底面との吸着がおきないようにするため、モデルを斜めに配置する
また、造形時にモデルの局所的な飛島をつくらないために角度調整が必要である
自動調整- 最上段のボタン
回転軸での調整
- モデルを選択するとX/Y/Zそれぞれの軸を手動調整
モデル原点での調整
- モデル自身の原点設定を利用した面選択で回転を行う
フェイス選択調整
- フェイスを選択することで、底面を決定する
マニピュレーター
- モデルを選択するとあらわれるボール
- こちらでも調整可能
サポート

出力時プラットフォームからはなれた部分はサポートを生成し形状を維持できるようにする必要がある。特にオーバハング部分やZ軸レイヤーで飛島のように分割されてしまう部分に関しては、絶対にサポートが必要である
自動生成- 最上段のボタン
- 生成後「すべてをクリア」で削除
- 自動生成時のサポートポイント密度変更
ポイント・サイズ
- ポイントのサイズ(mm)
- モデル内部のサポートの生成の有無
- チェック有りで生成
- ファイル生成時のネーミングの設定(よくわからん)
すべてを編集
- モデル表面をクリックしていく事でサポートを追加可能
- このままでは造形がうまくいかない部分は赤く表示される
- 自動生成後の編集も可能
サポート(高度な編集)
平面スペーシング
- 密度スライダーで調整可能
- 平面においてのサポート間隔
傾斜乗数
- 傾斜面のサポート密度が変更される
- 値が低いとサポートの生成数は減り、値が高いと増える
ベースの厚み
- プラットフォームに設置するベース(平面パーツ)の厚み調整
- 通常1.5〜2.0
ベース上の高さ
- サポート構造の最小高さを調整
- 推奨は5.0mm
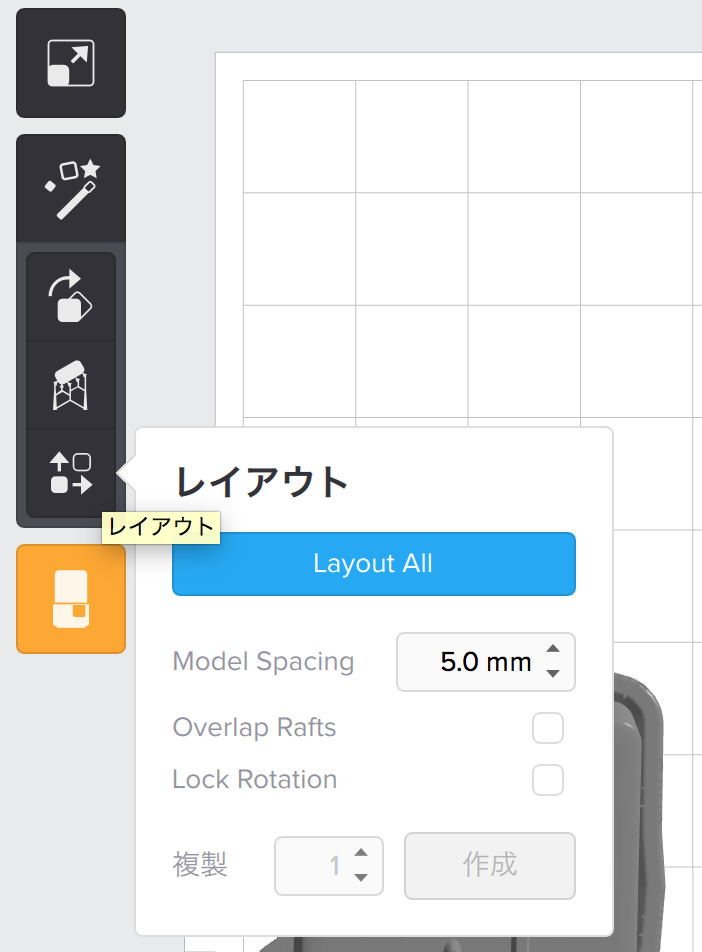
レイアウト
樹脂タンクの底面のシリコンを長持ちさせるために、毎回出力位置変更をすることが推奨
自動配置- 最上段のボタン
Model Spacing
- プラットフォームからの距離か?
OverLapRafts
- ?
LockRotation
- ?
画面上で移動
- モデルをドラッグで移動可能
複製
- 任意の数のコピーを作成する
プリント設定の変更
下のほうクリック
プリンタ選択
適正な材料選択
適正な材料のバージョン選択
レイヤーの厚み選択
プリント時間の再計算
プリントを開始
- プリンタ選択をする
- ジョブ名を入れる
- プリンタに送信でデータ送信
プリント
アップロードデータの確認
樹脂を30度ぐらいまで暖める
その後自動で開始
自動で終了
一時停止とか?
緊急停止とか?
プリントジョブの削除
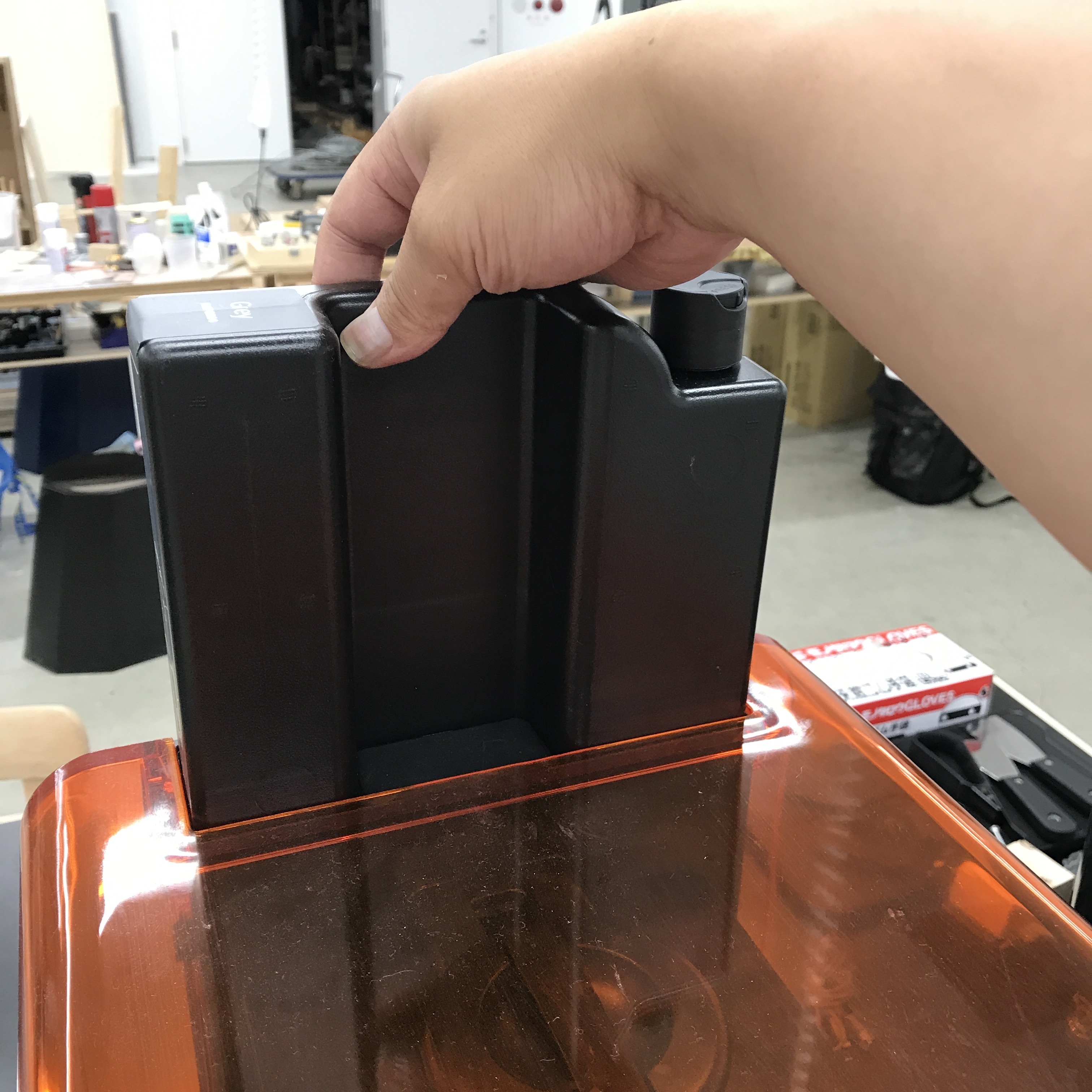
プリント成果の取り出し
プラットフォームを取り付けとは逆の手順で取りだす
洗浄


FormWashまたは、Form仕上げ用キットを使い表面に残っている樹脂をすすぎ洗いする
洗浄用溶液としてIPAを利用するため、取り扱いは注意する。
パーツに空洞がある場合、IPAの流入流出を可能とするための、穴を開けておくことが推奨されている
容積が1.8Lを超える場合はIPAのオーバーフローが起きる可能性があるため注意が必要
仕上げキット
手動で行う場合は仕上げキットもある
FromWashの使用
電源をつなぎ、ディスプレイとノブが起動したことを確認する
ノブは回転で選択押し込みで選択
"Start"
マウントとバスケットが降下し、洗浄サイクルが開始する
"Open"
マウントとバスケットが上昇
"Sleep"
マウントとバスケットは降下するが、洗浄サイクルは開始しない
ノブを利用して分単位で洗浄時間を調整する
"Pause"
洗浄中選択で一時中断
"End"
撹拌が終了し、マウントとバスケットが上昇残り時間もキャンセル
二次硬化
すすぎ洗い終了後30分ほど乾燥させてから"FormCure"を利用して、二次硬化を行う
FromCureの使用
二次硬化にはFormCureを利用する
プリント成果をプラットフォームからスクレイパーなどを利用して取り外し、FormCureの中に投入
PreHeartで温度を60度まであげ、一定時間紫外線を照射し硬化させる
材料によって適正な温度と照射時間は違う
洗浄時間の設定
鮮度の高いIPAを使う場合は通常10分
樹脂が混ざっている場合は、長めの設定を行う
後処理
サポート部分をニッパーなどを利用して除去
プリント成果に残った突起などはサンドペーパーを利用して、平滑にする