モデル決め
シンプルに弾性を比較したいと思った。ので、上から落としたり衝突させるのが定量測定しやすいのではとはじめ思ったが、それだとあまり面白くないので弾けるような動きをするモデルを作りたいと思った。
これにしよう
一番はじめに思いついたのが折り紙のカエルでそれと似たようなものを作ればできそうとイメージしていたが、紙とプラスチックは硬さが全く違うので無理そうだと思い断念。プラスチックが曲げられるような構造にすることにした。おもちゃでこんなのがあったようななかったような。
モデリング
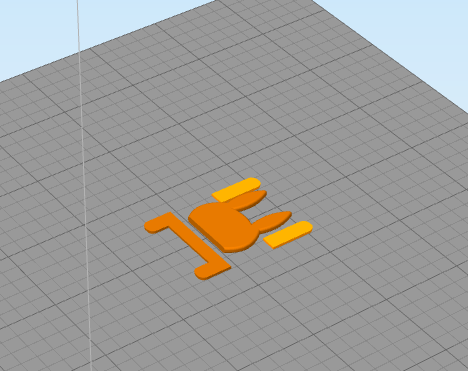
なんとなく私の中で駄菓子のおまけのようなイメージになったのでそんな感じに心がけた。カエルの形にしようと思ったがイメージを膨らませるうちにどちらかというとウサギの方が近いと思ったのでウサギの形に。
途中経過
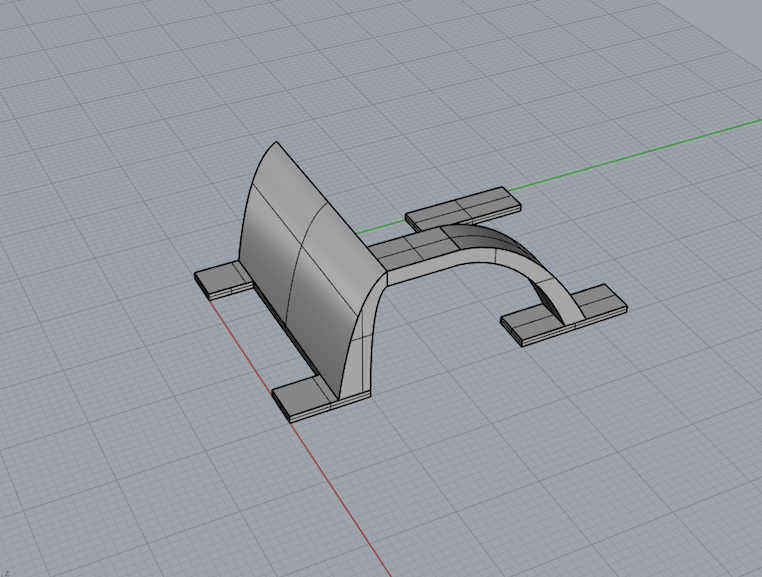
はじめに前足、後ろ足を作った。体の前の部分と後ろの部分はextrudecurveで押し出し。
途中経過2
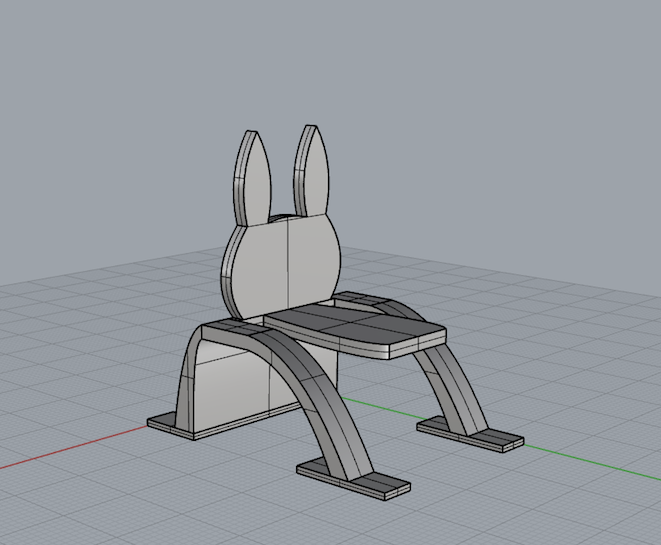
弾くところと頭をくっつけて、少し肉付け。
完成
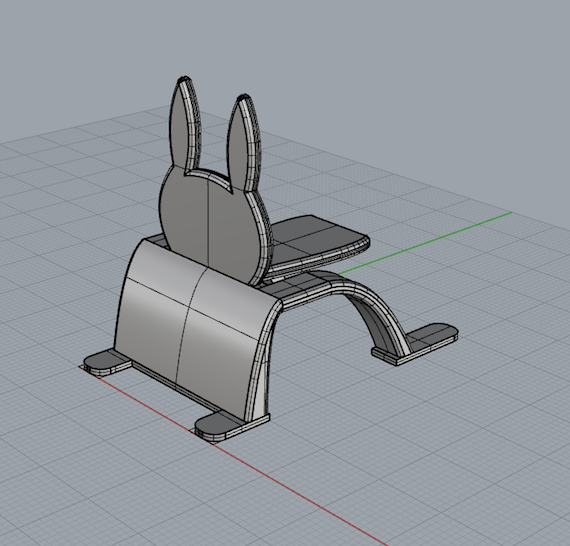
フィレットして完成、手足の先はきつめにして丸く可愛くした。これ飛ぶの、、、?とても不安だった。
Gcodeに変換
Simplyfy3Dを今回買ったので、使った。
一回では出力できない形だったので二回に分けて出力した。
body
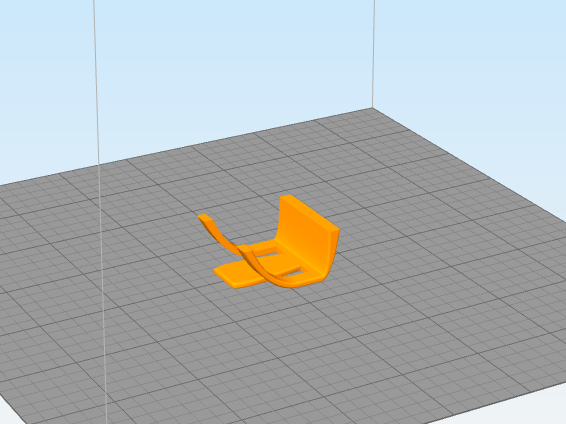
一番無駄がない形だと思ったのでこの向きでおいた。
head,leg
頭と前足、後ろ足
FFFファイル
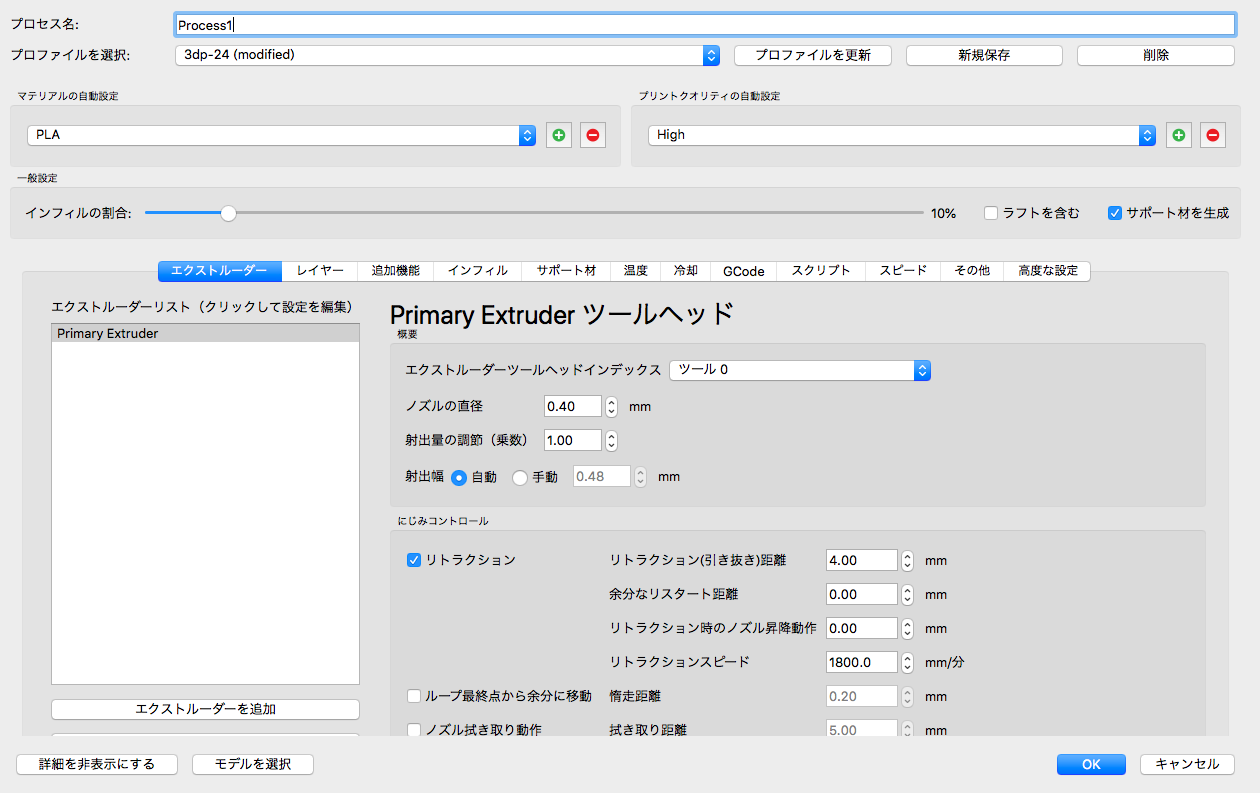
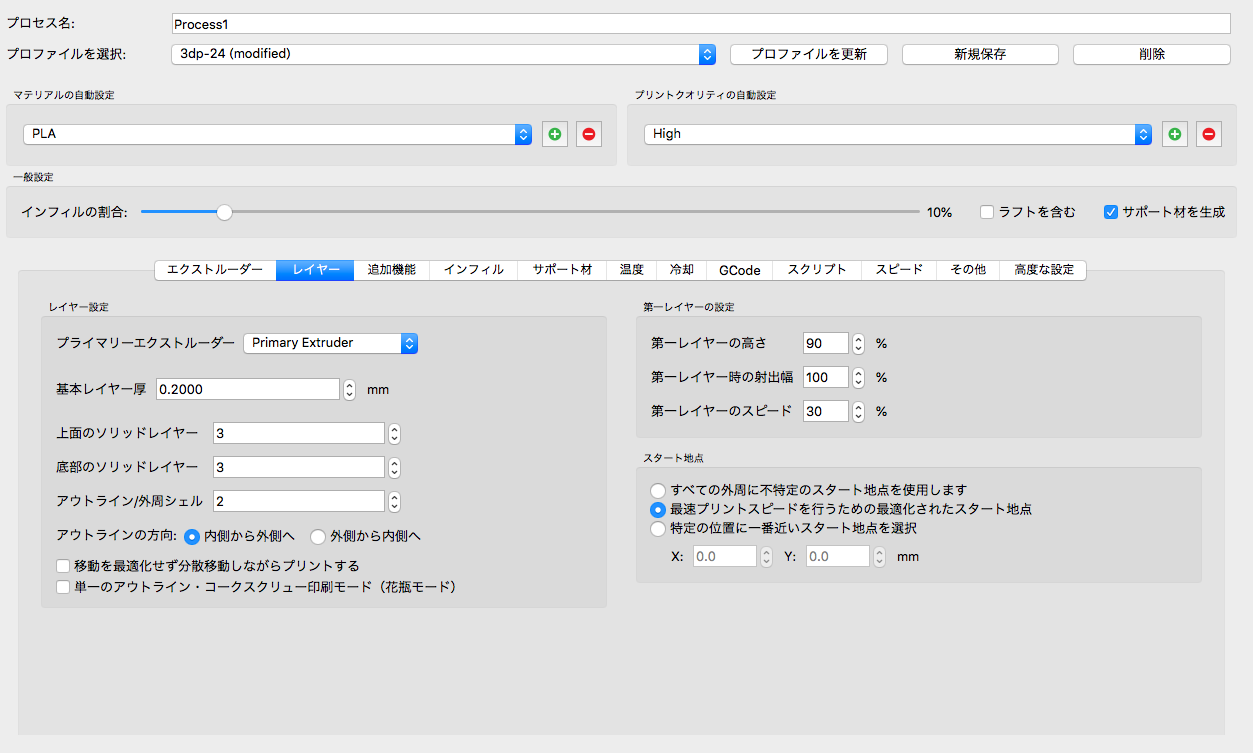
いただいたやつからあまり変えてない。
素材
3DFShttp://3dfs.idarts.co.jp/で買った。到着までには3日ほどかかった。
PLA
研究室にあったやつ。
温度180-200
ベッド60
ABS
同じく研究室にあったやつ。
温度 210-230
ベッド 90-100
木質性フィラメント Easy Wood Coconut

木質のもの。いい匂いがする。しなって飛びそうだから選んだ。
温度 210- 220
ベッド 60
速度 40-100mm/s
ガラス強化PLA Glass Filled PLA

表面はとてもザラザラしている。PLAとの比較のために買った。
普通のPLA1.4倍強い引張強度、1.3倍の衝撃靱性、1.9倍の柔軟性(PLAよりも3.4%の伸び率)を持っている。エンジニア用と書いてあった。
温度 190-210
ベッド 40
弾性フィラメント PolyFlex

出したみたいという欲が強くて買った。思ったより柔らかいのであまり飛ばないと予想した。
部品と部品のつなぎ目に使ってる例があった。
温度 220-235
ベッド 不要(28で行った)
速度 30-60mm/s
銅性フィラメント CopperFill

同じく好奇心で買った。しなりそうとも思ったが重いので飛ばないと予想。
装飾用の置物を作ってる例が多かったように感じる。
温度 190-210
ベッド 50-60
速度 40-100mm/s
工業グレードナイロン STYX-12

ナイロンに惹かれて買った。
温度 240-270
ベッド 80-120
出力

使った3dプリンタは3dp−24研究室のやつをお借りしました。
PLA


名倉さんからいただいたFFFファイルで特に問題なく成功。初めて作ったモデルなので跳ねなかったどうしようと不安だったが無事跳ねて安心した。1個目に作ったやつは弾きすぎて壊れたので作り直した。
ABS1
表面が反って剥がれてしまい、失敗。ベッドにマステとのりをつけて定着することでリベンジ。
ABS2

2回目は若干ところどころ怪しかったもののなんとか持ち直し成功。
ここで
polyflexやTPUなど柔らか素材系を次やろうとしてセットしたのだが何回やってもギアのとこに巻きついてしまい、うまくいかなかった。この3dプリンタだと柔らかい素材は出しにくいとアドバイスをいただき、あとに回すことにした。
ガラス強化PLA

はじめなかなかフィラメントを噛んでくれなくて大変だった。またせっかくはまったのにいざ出力しようとしたら出ないことがあった。changing filamentというエラーが出たので理由を探したら、後ろのあなに通してないことが判明した。
ガラス強化PLA2
出力の安定感はさすがPLAだった。サポート材がちょっと崩れたものの持ち直してなんとか成功。
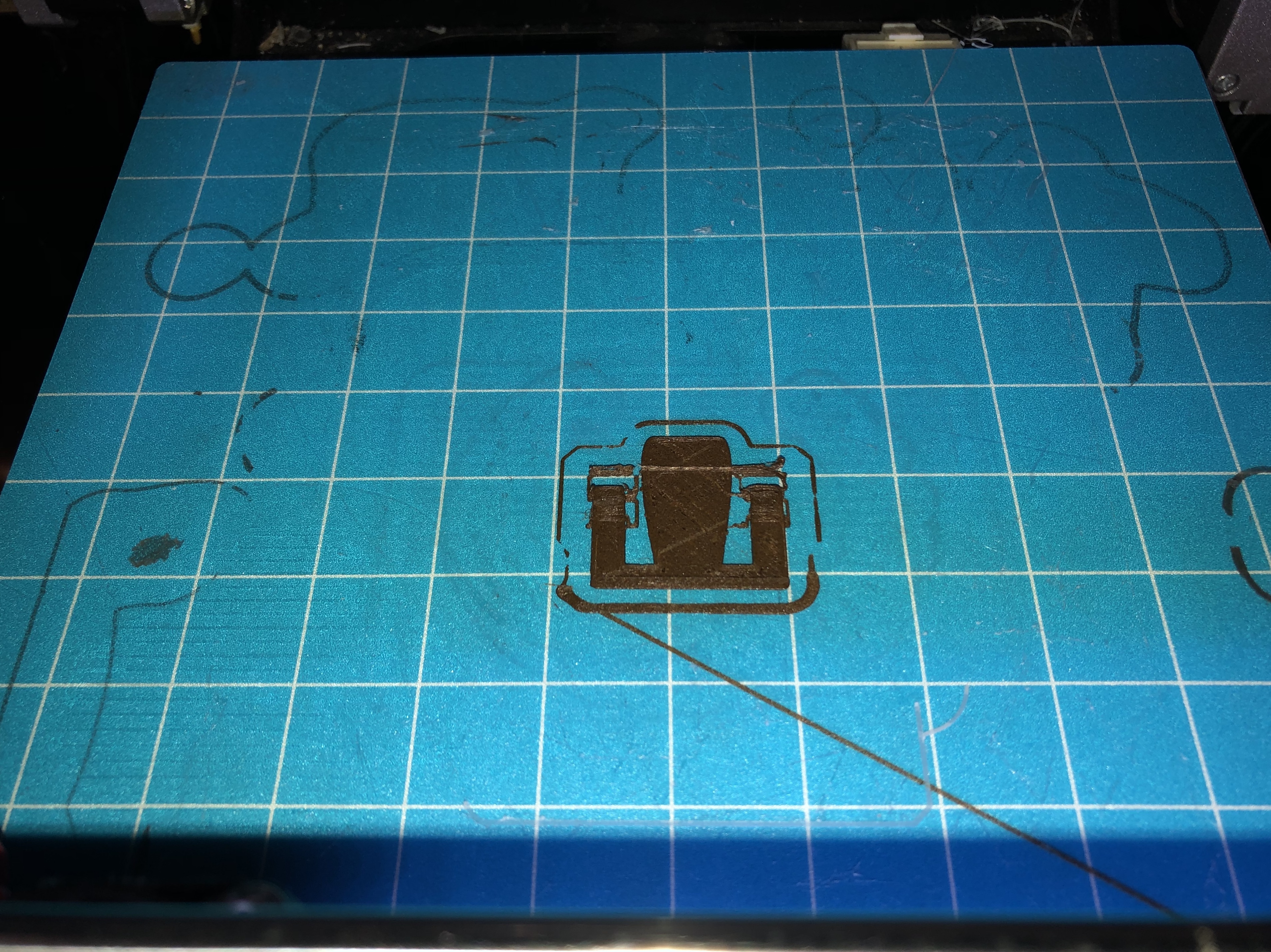
ココナッツ

これもギアに噛むまでとても時間がかかった。いざ出力すると温度が高かったのかマステがいけなかったのかうまく積層できなくて失敗。
ココナッツ2


温度を様子を見ながら調節し、マスキングテープを外したところうまくできたので経過を見ていた、が途中フィラメントが出なくなってしまった。理由はフィラメントが削れてギアが滑ってることだった。
ココナッツ3
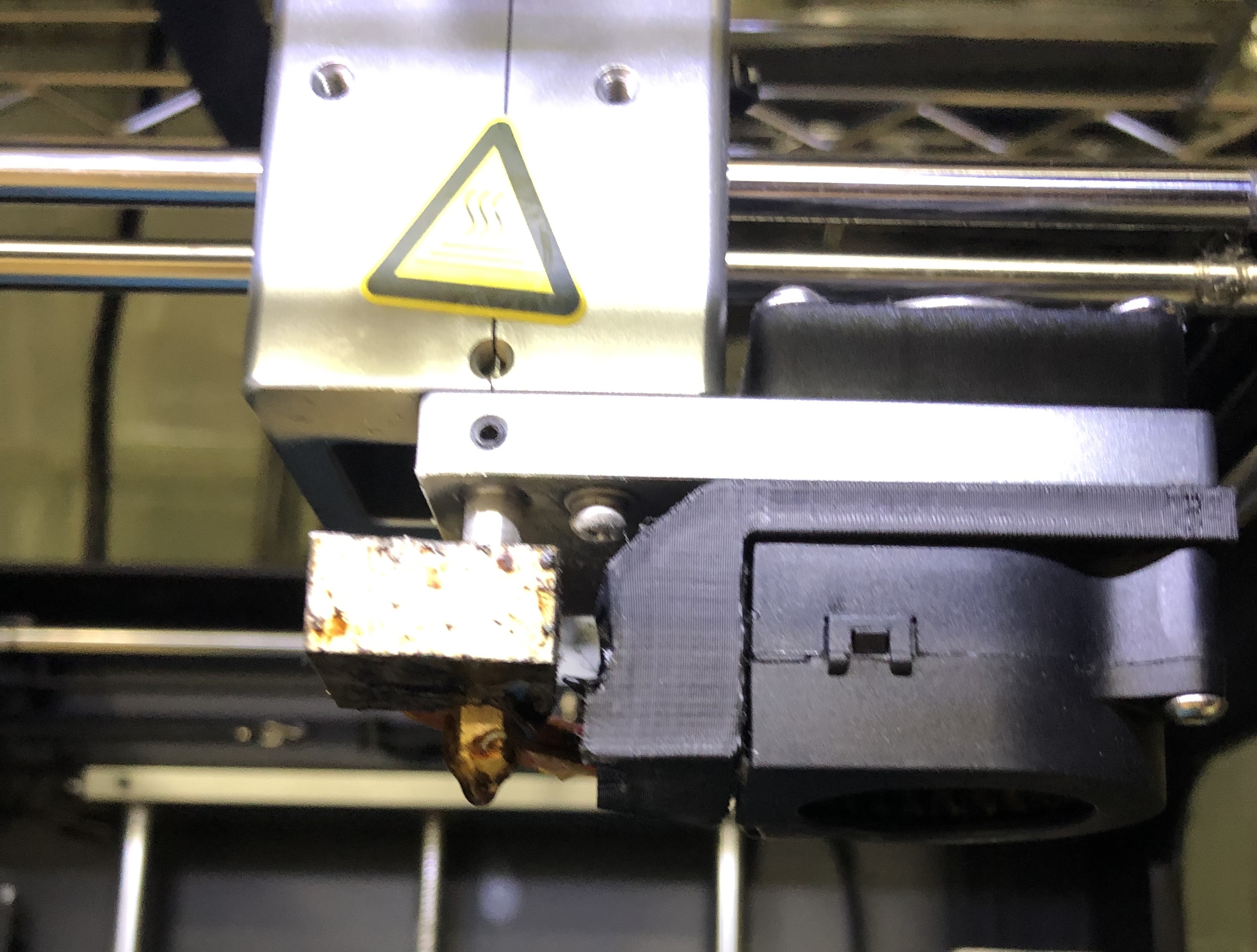
なんとか再びフィラメントを入れようと格闘していたところ、ギアの間でフィラメントが折れてしまい、またフィラメントがとまったことによりノズルの先端が詰まってしまうという事態が発生した。とても悲しかった。本当にすみません。
ココナッツ4
とりあえずノズルを温めるとかフィラメントを上から差し込みながらロードしてみる、ピンセットでつまむなど試したがうまくいかなかったので先輩に相談することにした。他の3dプリンタで作成を続行。次はうまく行くことに成功した。糸をよく引いてそれが積層の邪魔によくなっていたのでそういう時は手で取り除いた。
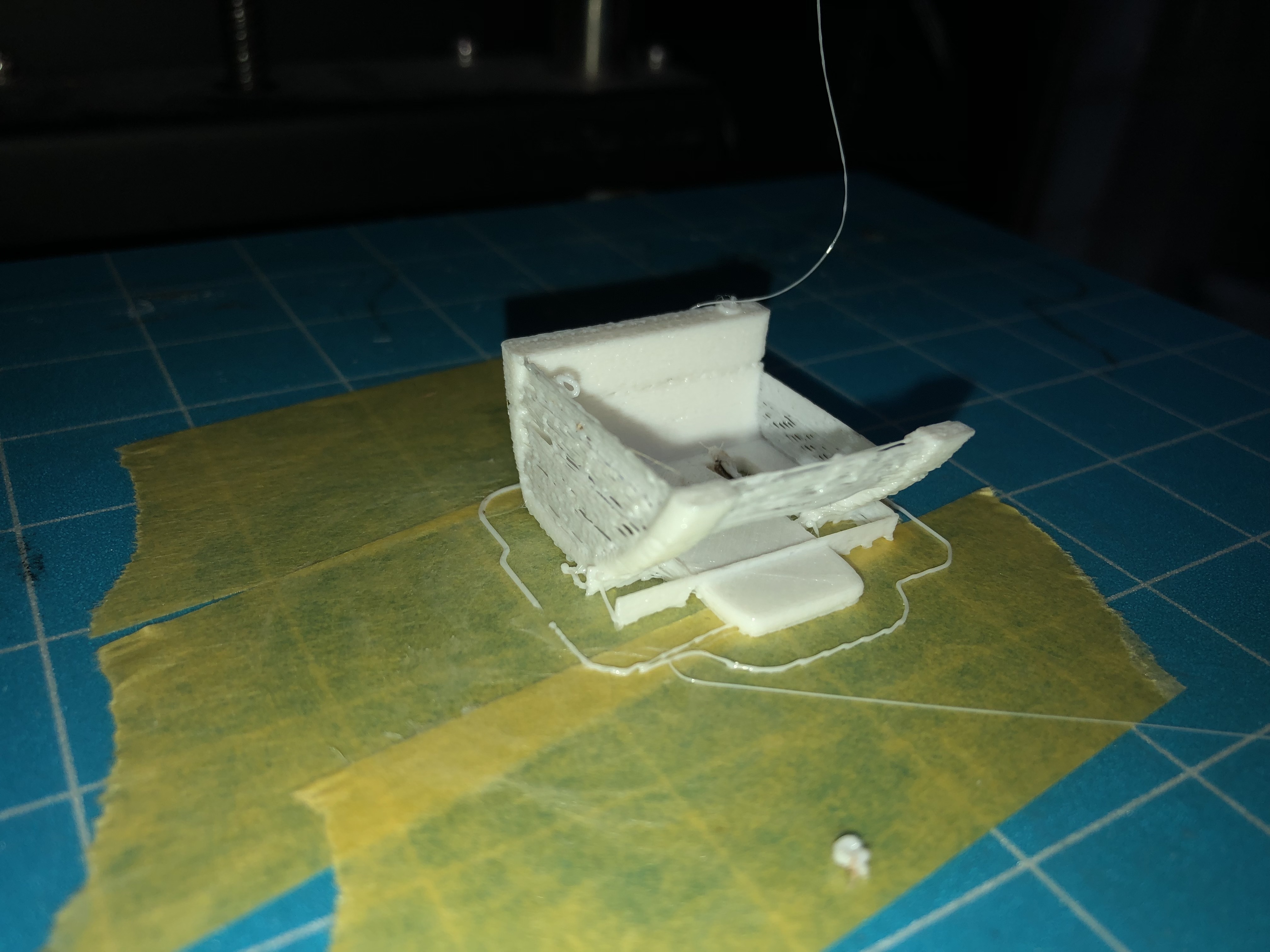
ココナッツ5完成
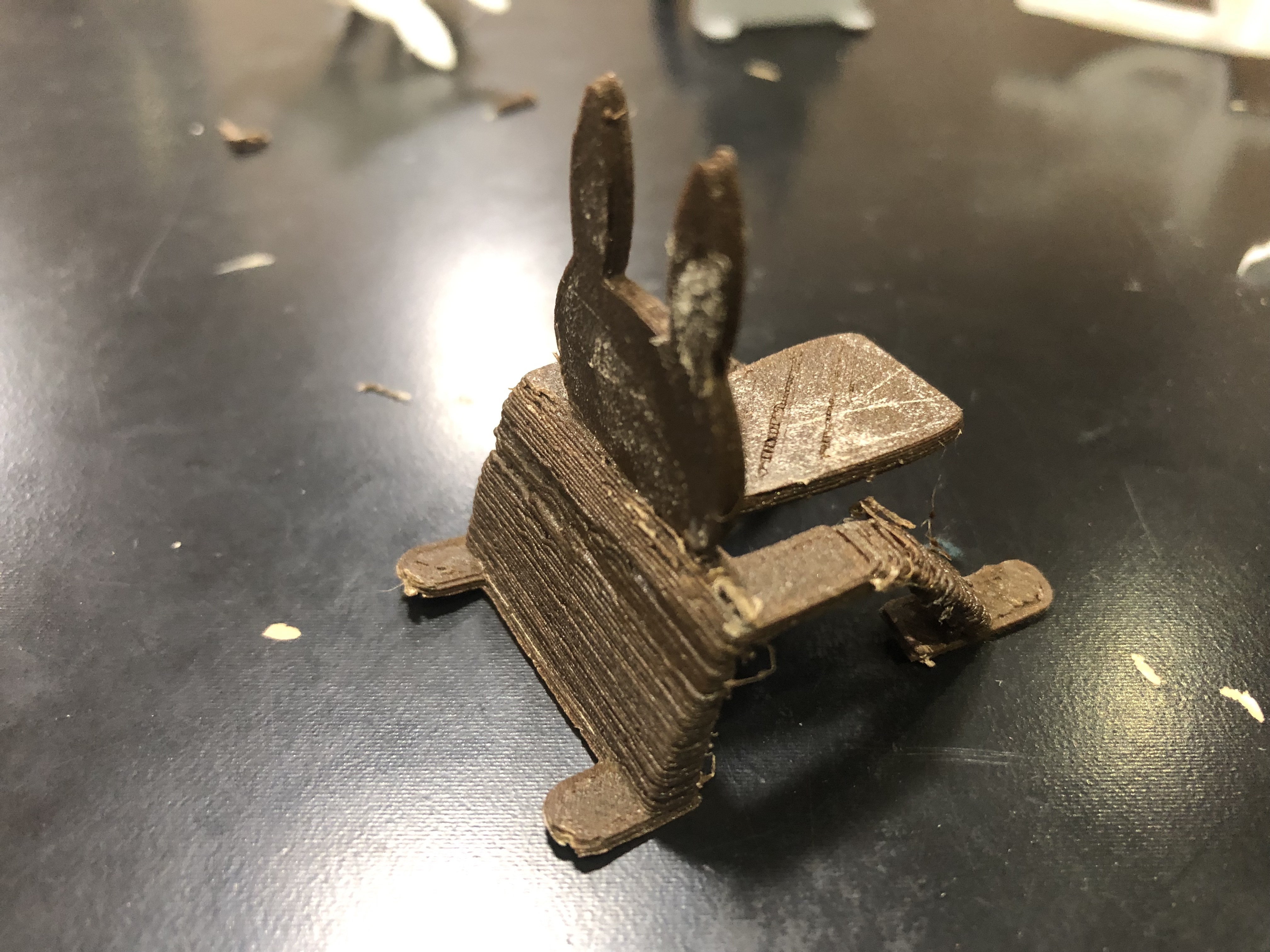

ベッドからはがすときに積層があまりにガタガタすぎ足と前方部が折れた。飛ばすのは難しいかも。
あとで作り直しを決意。
銅系フィラメント
セッティングも特に問題なく終わり、出力も順調、積層も綺麗。と思ったら突然フィラメントが出なくなった。理由は後ろのフィラメントの巻いてる部分が絡まったためだった。性格の雑さが出てるのかなと思って悲しくなった。
銅系フィラメント2


途中で切れてしまったフィラメントを何とかピンセットで取り出した後、出力、無事完成した。とても重い。
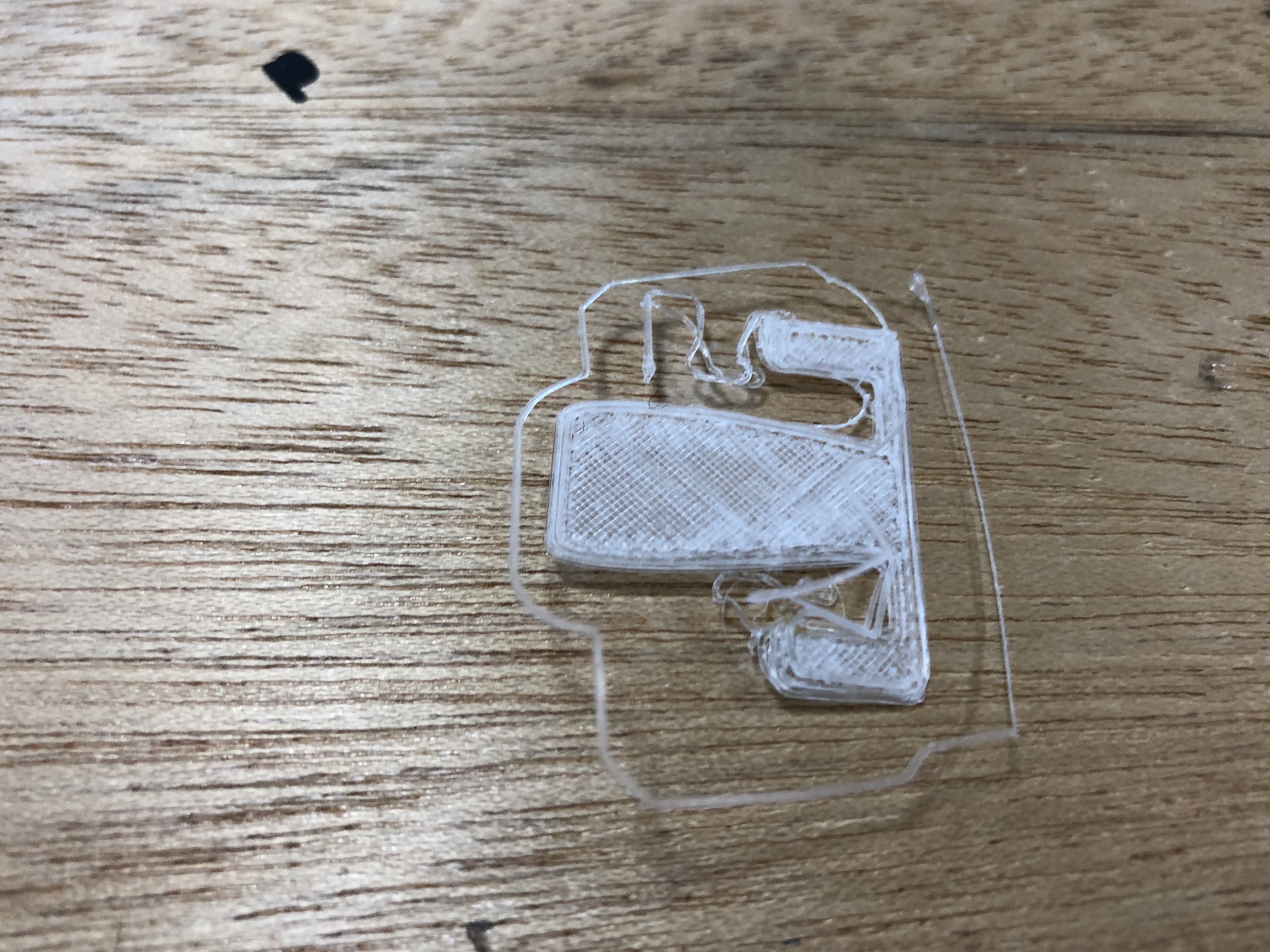
poliflex1
敬介に柔らかい素材を出力するときの必要な設定を教えてもらった。ありがとう。
リトラクションを切って、基本スピードとxy軸の移動速度を遅くした。
リトラクションを切ると写真のようになる。
poliflex2


完成。頭と足はもうアクリサンデーではつかないのでアロンアルファで接着した。
ココナッツ(再)

前回のが脆すぎて比較できないのでなんとかして出力したかったが、ベッドの高さを変えたり温度調節、マステなどを使ってもうまくいかなかった。途中でフィラメントが出たり出なかったりした。
ココナッツ(再)


が、これもpoliflexのようにリトラクションを切れば良いのではという話になり、実践したところ、無事成功した。
ナイロン

何回出力しても気泡が入ってしまった。先輩に伺ったところ湿気てしまっているのでは?と言われた。
また温度もかなり高温が必要でとても扱いづらいのもあり今回は断念
定量評価
無事全て揃ったので評価してみる。
重さ

やはり銅が異常な重さ。単位はg。
飛距離
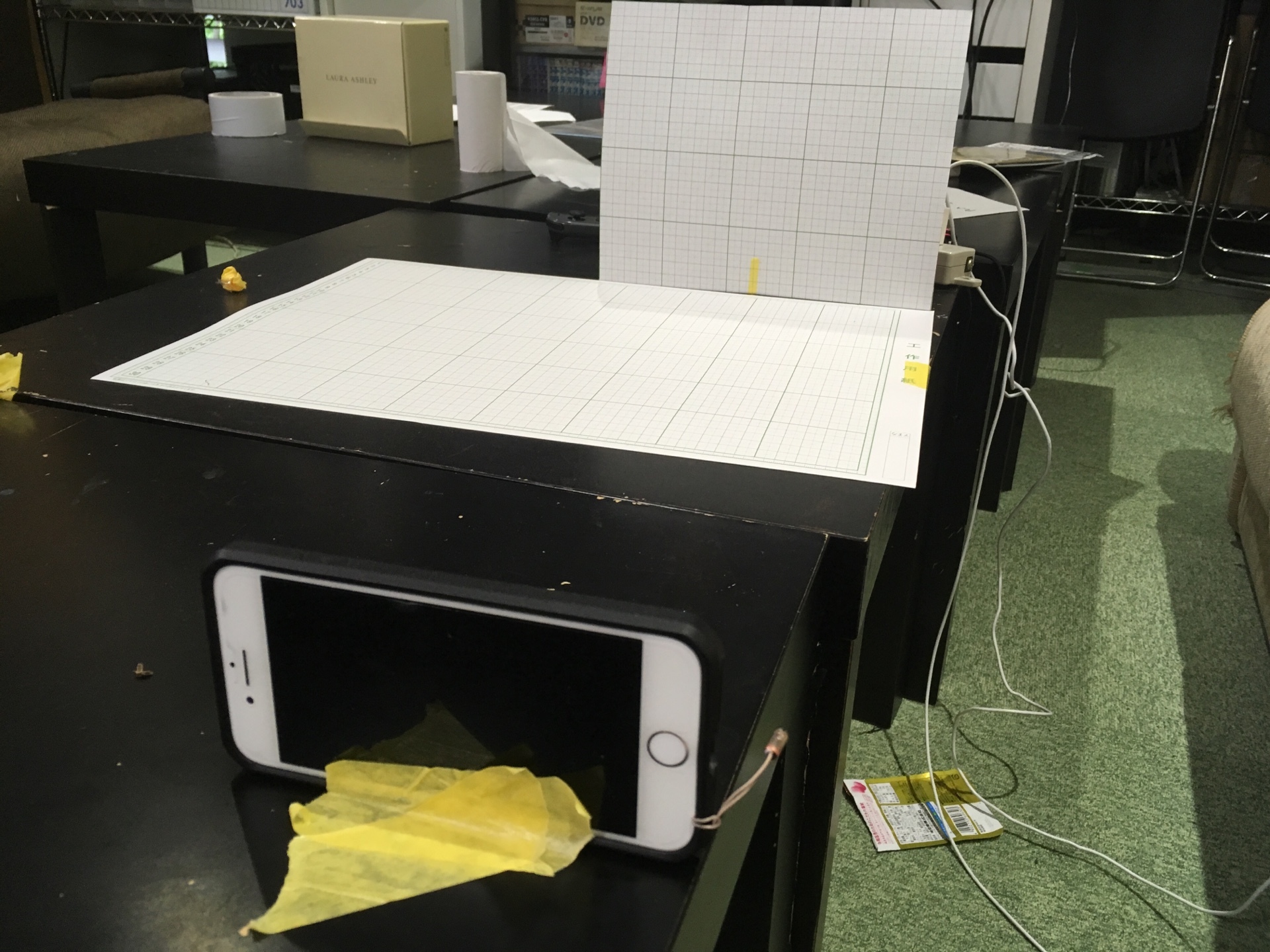
フィールドを作って測定開始。
動画を撮って飛んだ距離を判定した。
xyz全ての軸を測ろうと思ったが、どの素材も実はそんなに左右にブレないことが判明して、差がつかないと思いxz軸だけを測定。
飛距離



x軸はスタート時の後ろ足の端から接地したところまでの距離、z軸は最高到達点を測った。単位は㎝。
10回測って平均値を出した後、グラフにまとめた。
1枚目はx軸、2枚目はz軸、3枚目はx軸+z軸
後処理
ABS,PLA,強化PLA

アセトンで表面を拭き取った。があまり変わらない気がする。濃度の問題だろうか?
銅

表面をヤスリで磨いたが、絶対足りてない。
反省点
出力に欲を出しすぎて後処理まで手が回ってなかったこと
買うときに温度を確認しないのは良くない
出力できないときはハードの問題だけじゃないからちゃんと調べて解決すること