

既存のFDM方式3Dプリンタではエラストマー素材のFabrialをプリントすることが出来ない。
主な理由としては
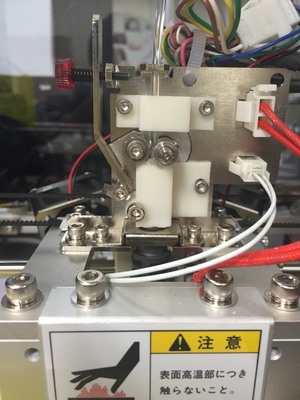
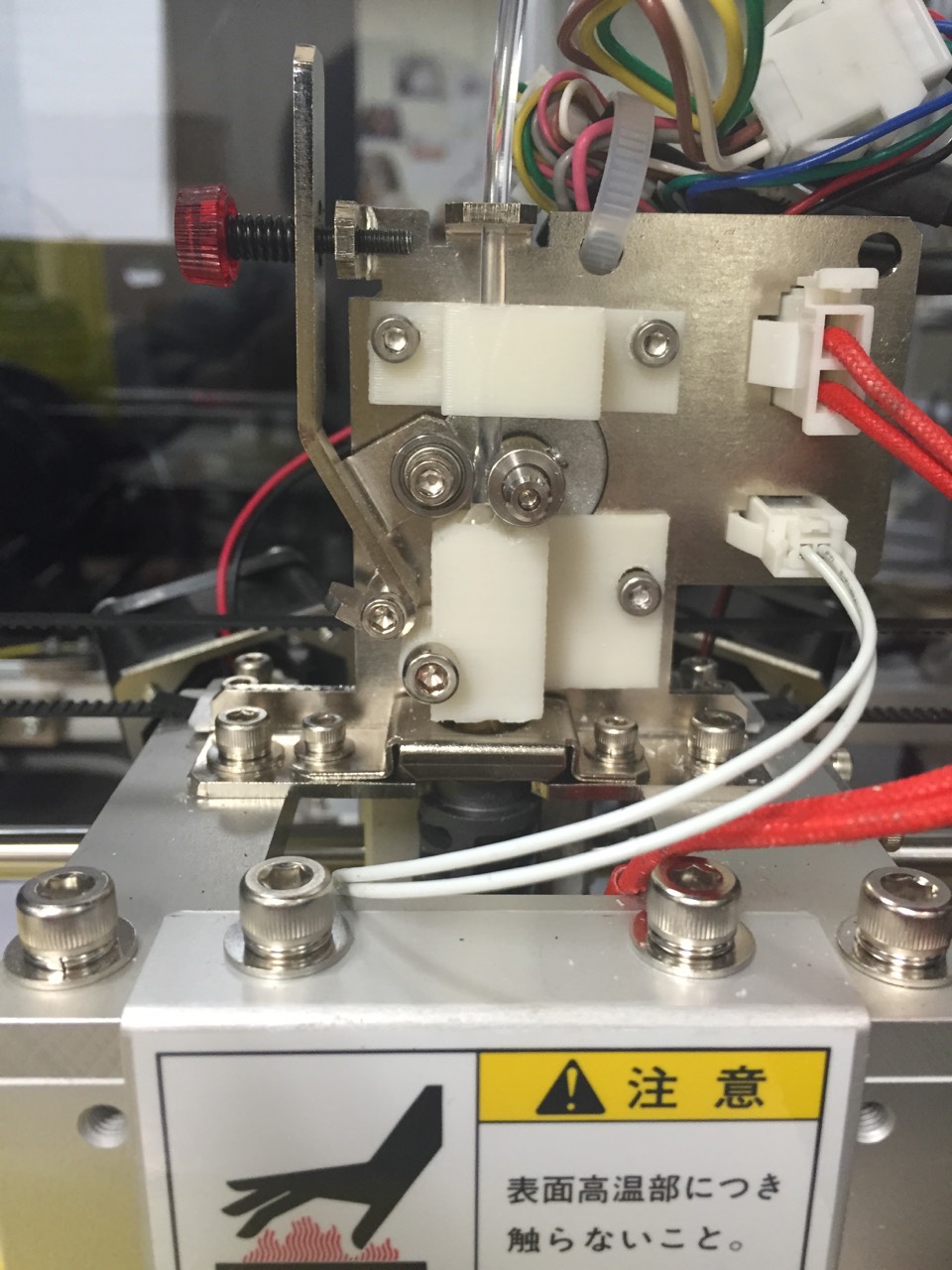
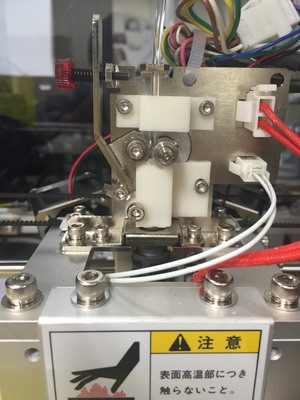
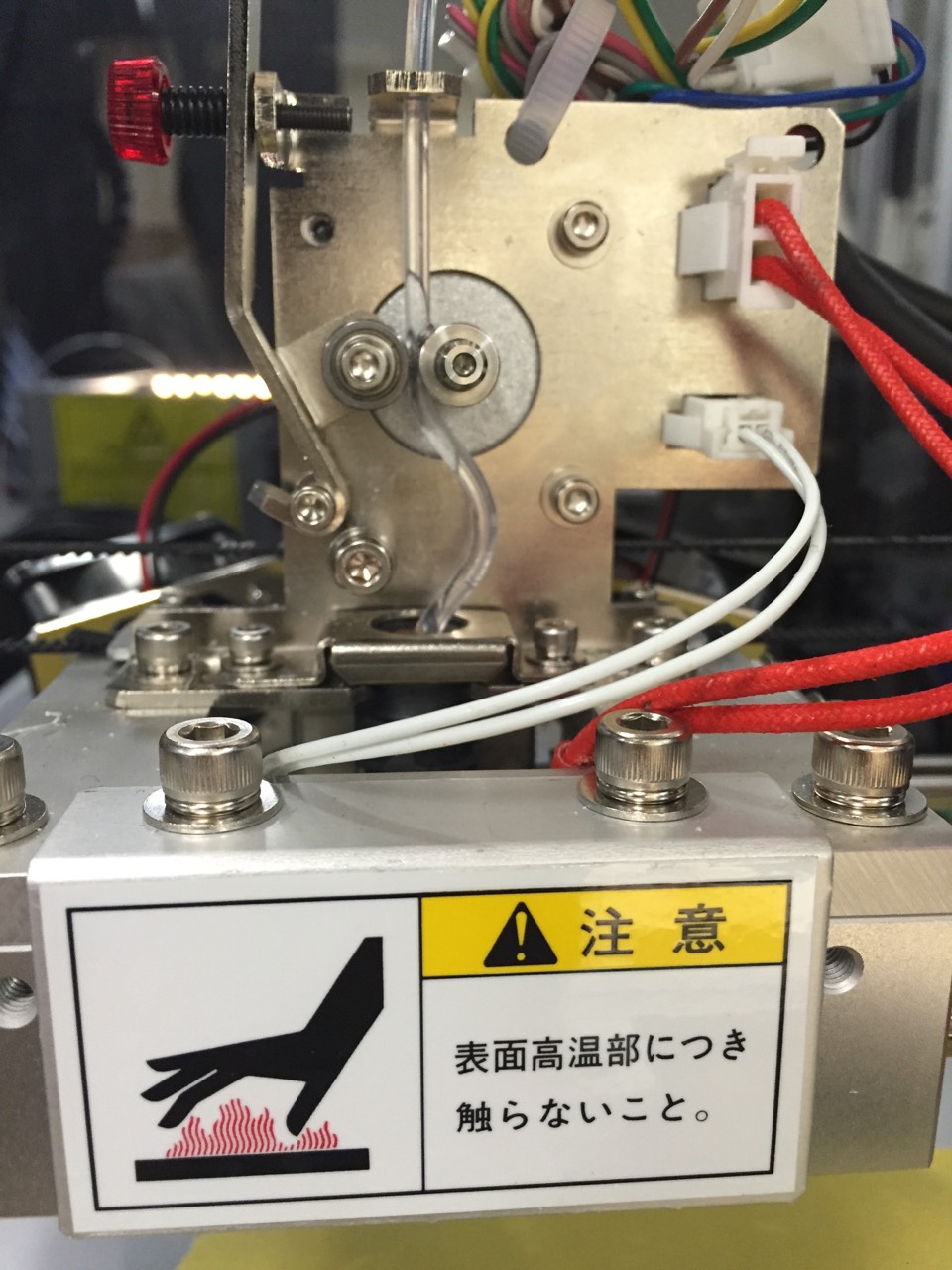
・ホブ(ステッピングモーターで回る、フィラメントを押し出す金属パーツ)部分とホットエンドの間でフィラメントが曲がって(たわんで)しまい、まっすぐホットエンドに入っていかない
・ノズル径、もしくはフィラメントの径が合っていない
などが挙げられる。
そこで多くのFDMプリンタに取り付ける必要が出てくるのが、ホブからホットエンドまでフィラメントをまっすぐ送り込むことの出来るガイドである。
主な理由としては
・ホブ(ステッピングモーターで回る、フィラメントを押し出す金属パーツ)部分とホットエンドの間でフィラメントが曲がって(たわんで)しまい、まっすぐホットエンドに入っていかない
・ノズル径、もしくはフィラメントの径が合っていない
などが挙げられる。
そこで多くのFDMプリンタに取り付ける必要が出てくるのが、ホブからホットエンドまでフィラメントをまっすぐ送り込むことの出来るガイドである。
- まずはSFCにあるSolidoodle WorkbenchでFabrialを出力できるよう試みた。
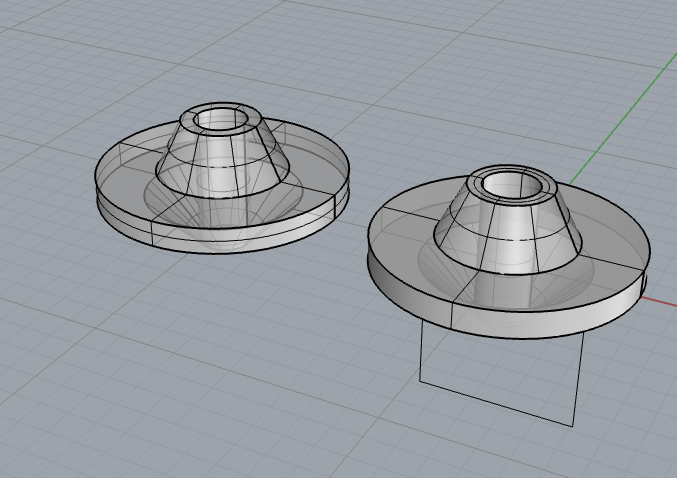
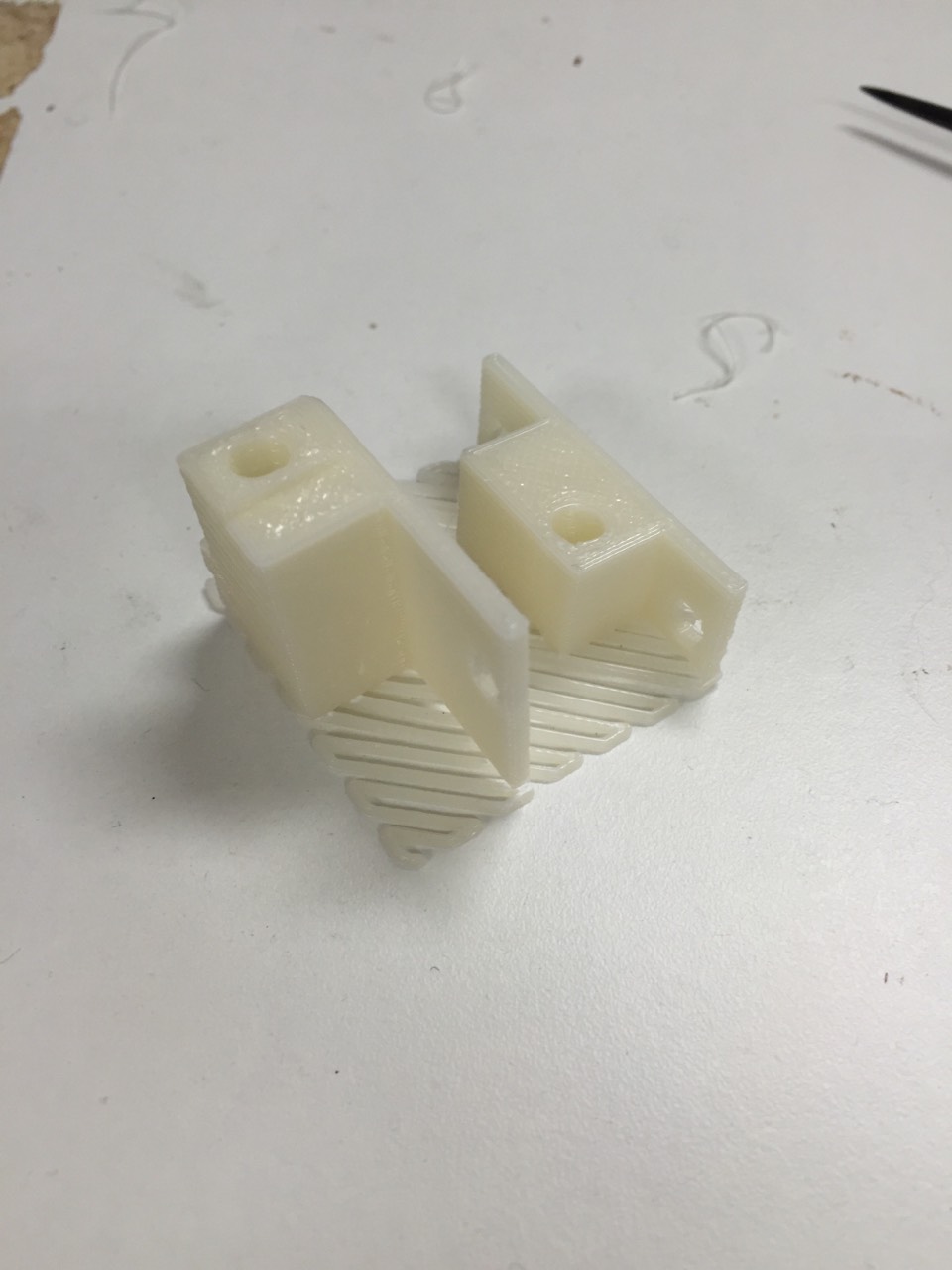
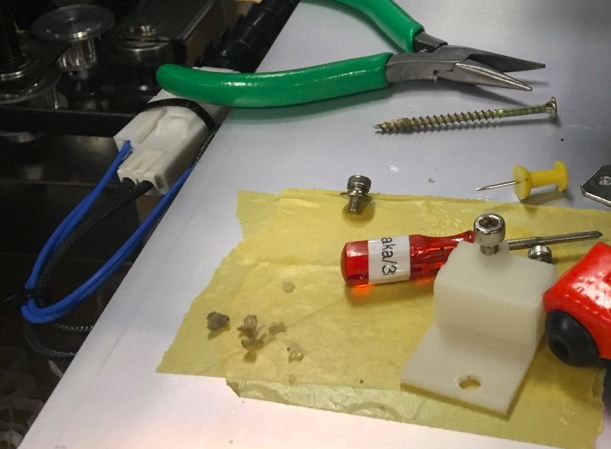
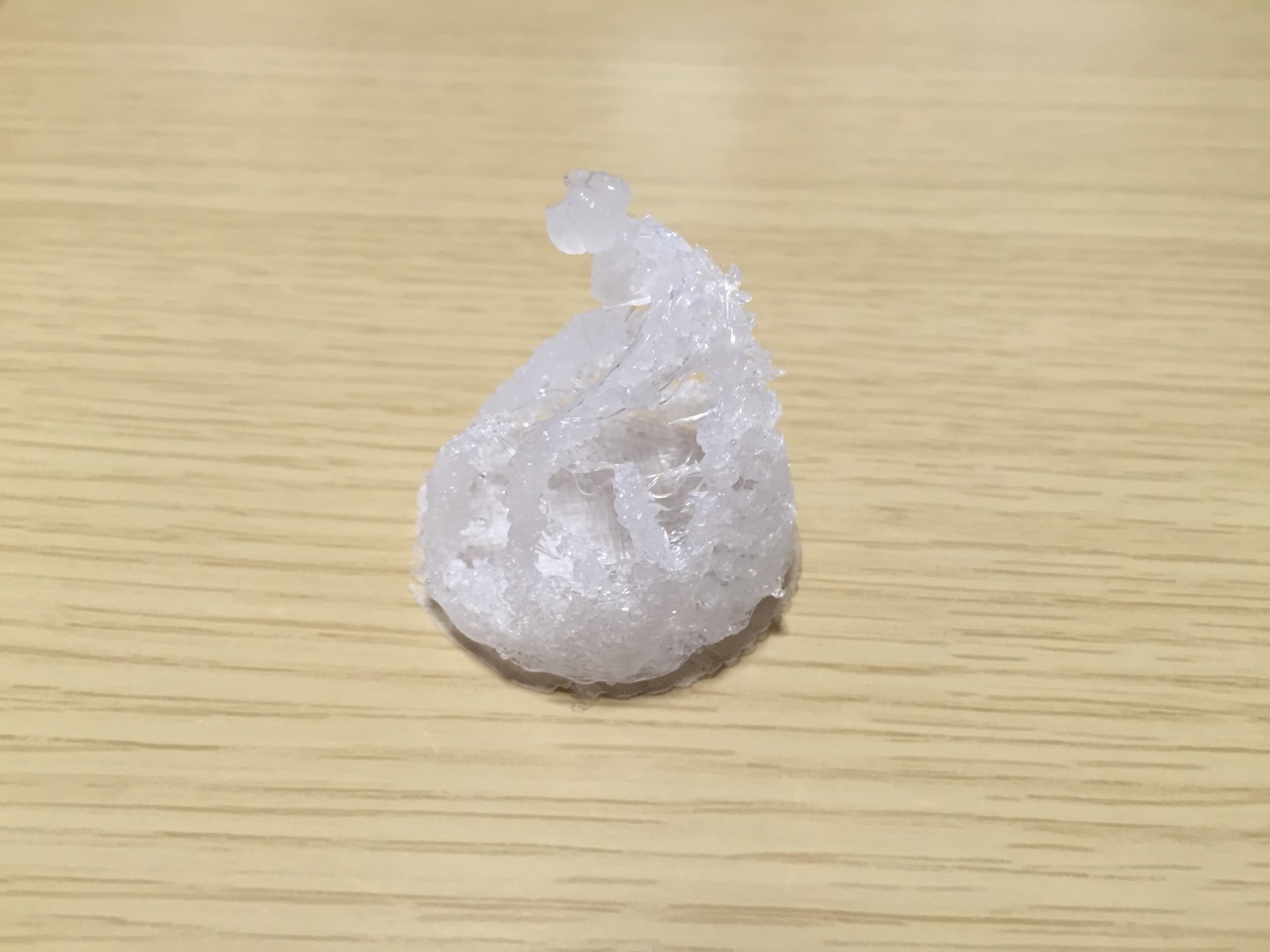
本来Fabrialは3mmのものが標準だったため、JSRから1.75mmの試作型を頂き、エクストルード出来るか試みた。やはりガイドなどのアタッチメントをつけずに行うとホブとホットエンドの間でたわんでしまったので、ガイドを自作する必要があった。まず図のようなガイドを作ったのだが、Workbenchのホブとホットエンドの隙間が非常に小さいため、ガイドの大きさも相当小さくなり、Workbenchでは求めている精度のものが出せなかった。
結果としてエクストルーダ部分にははまらず、失敗してしまった。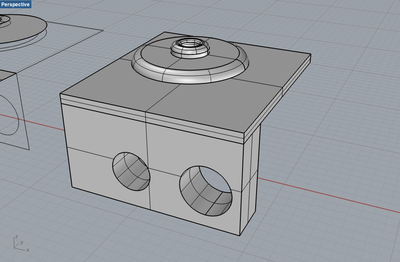
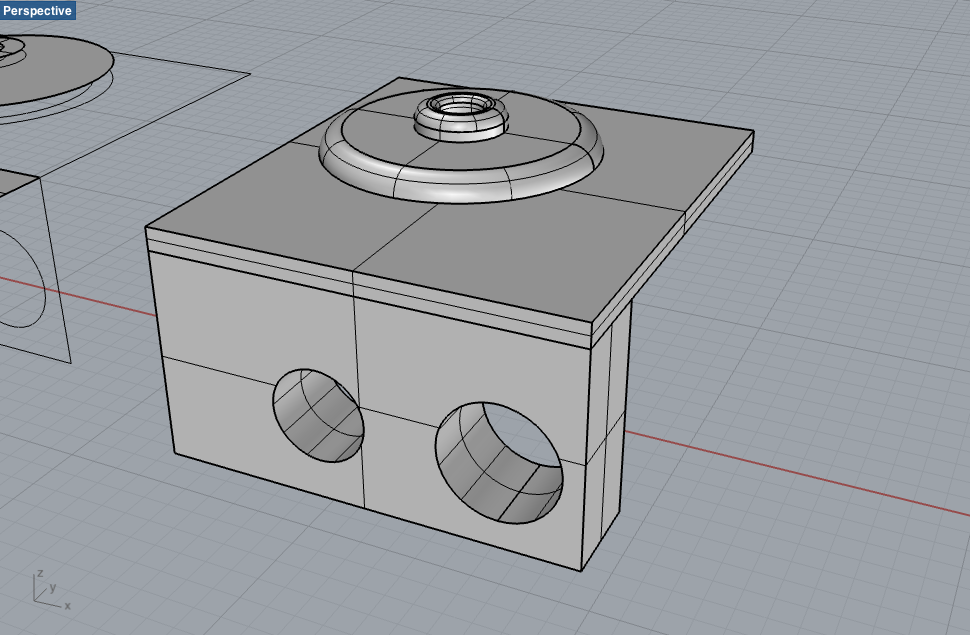
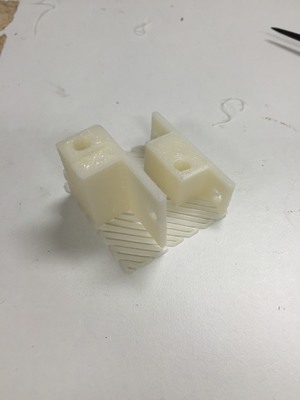
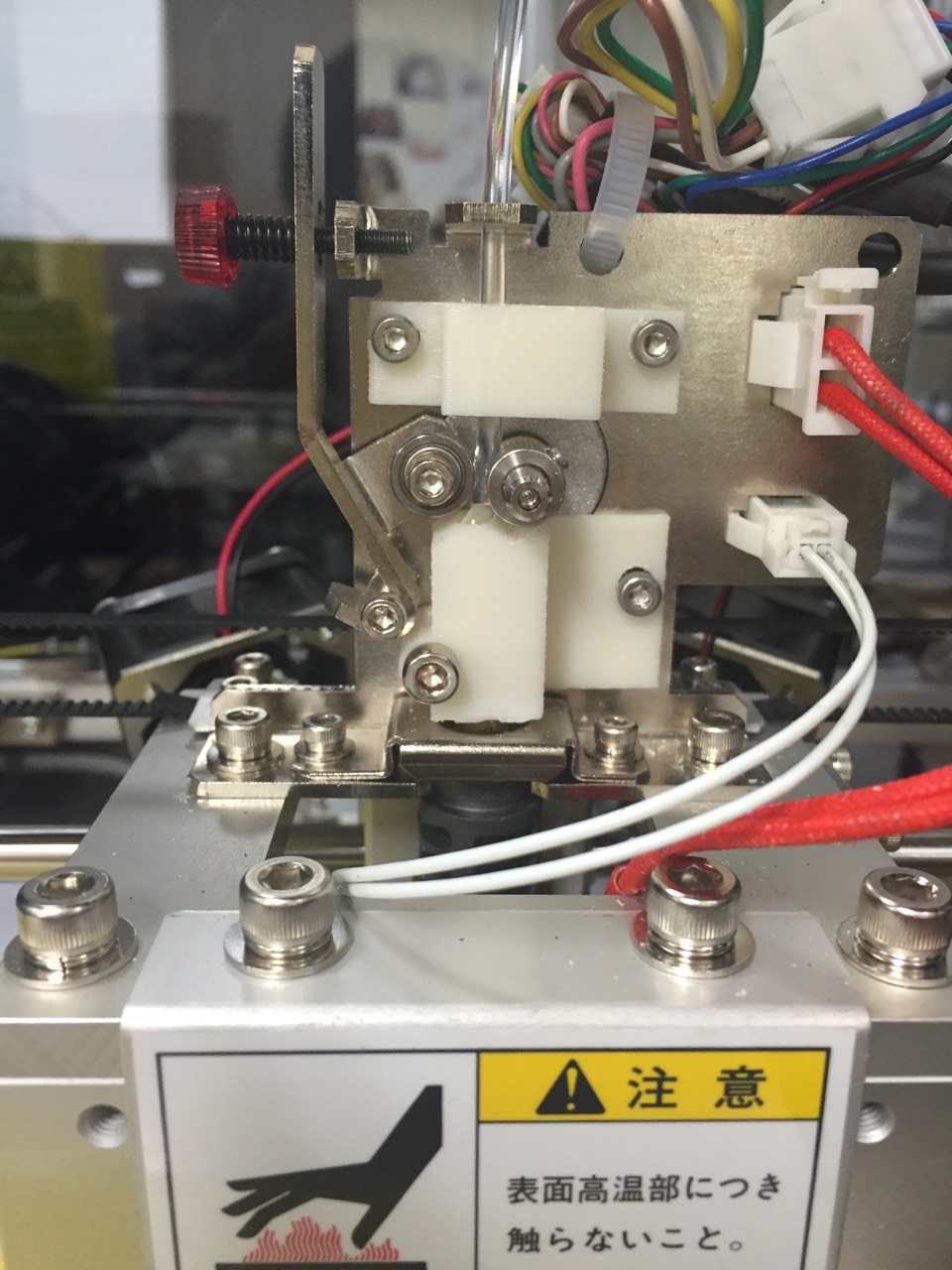
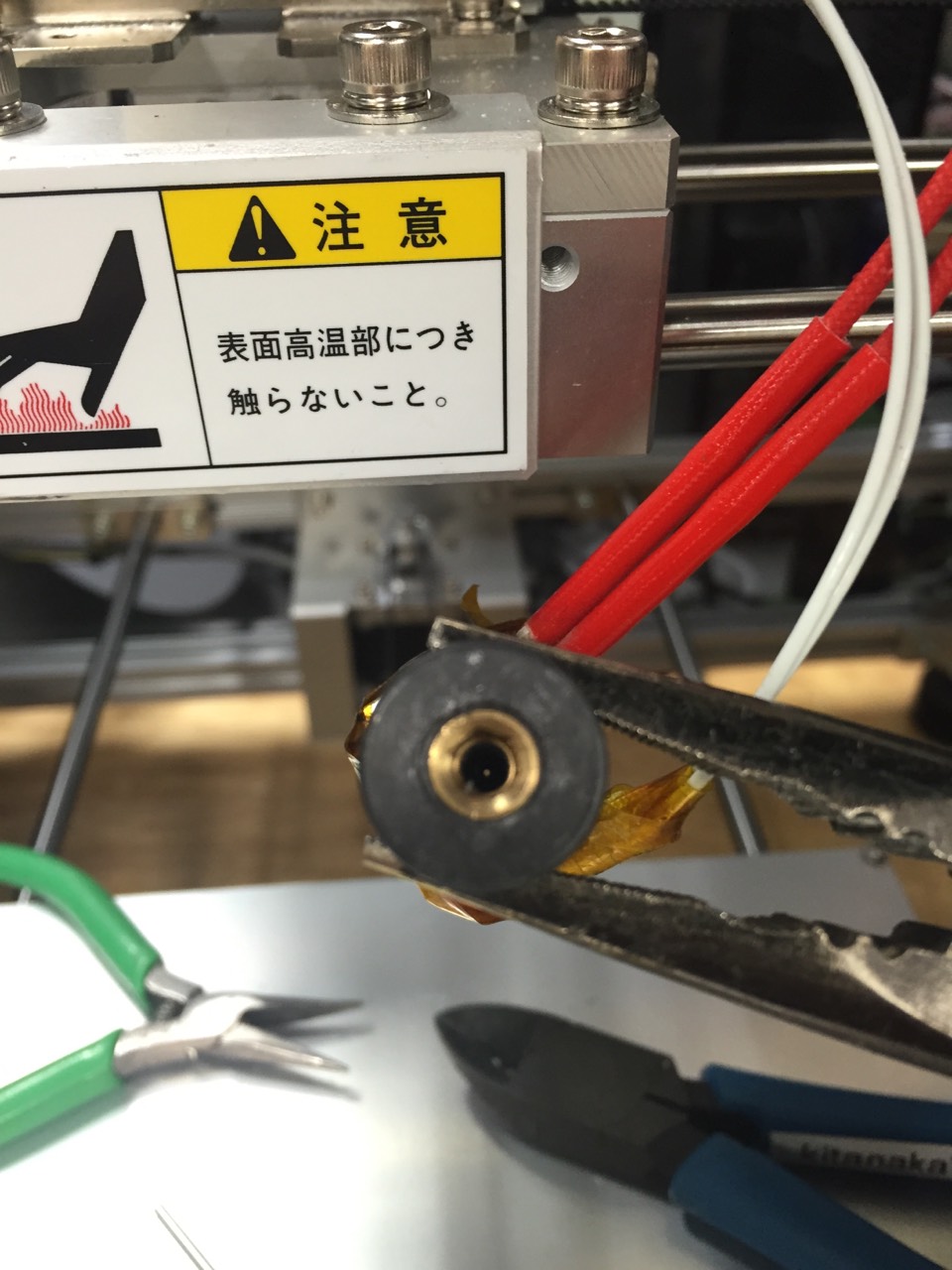
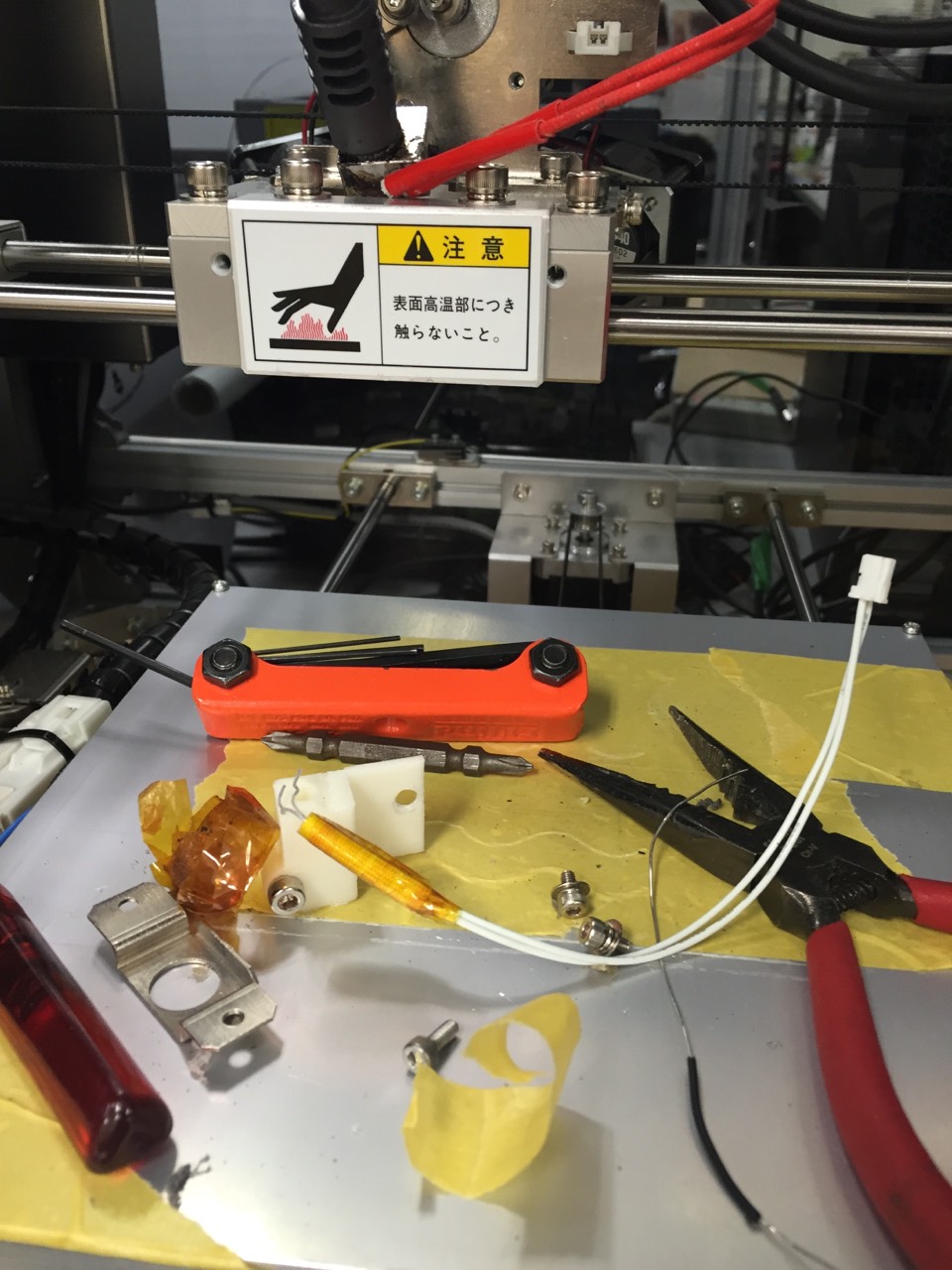
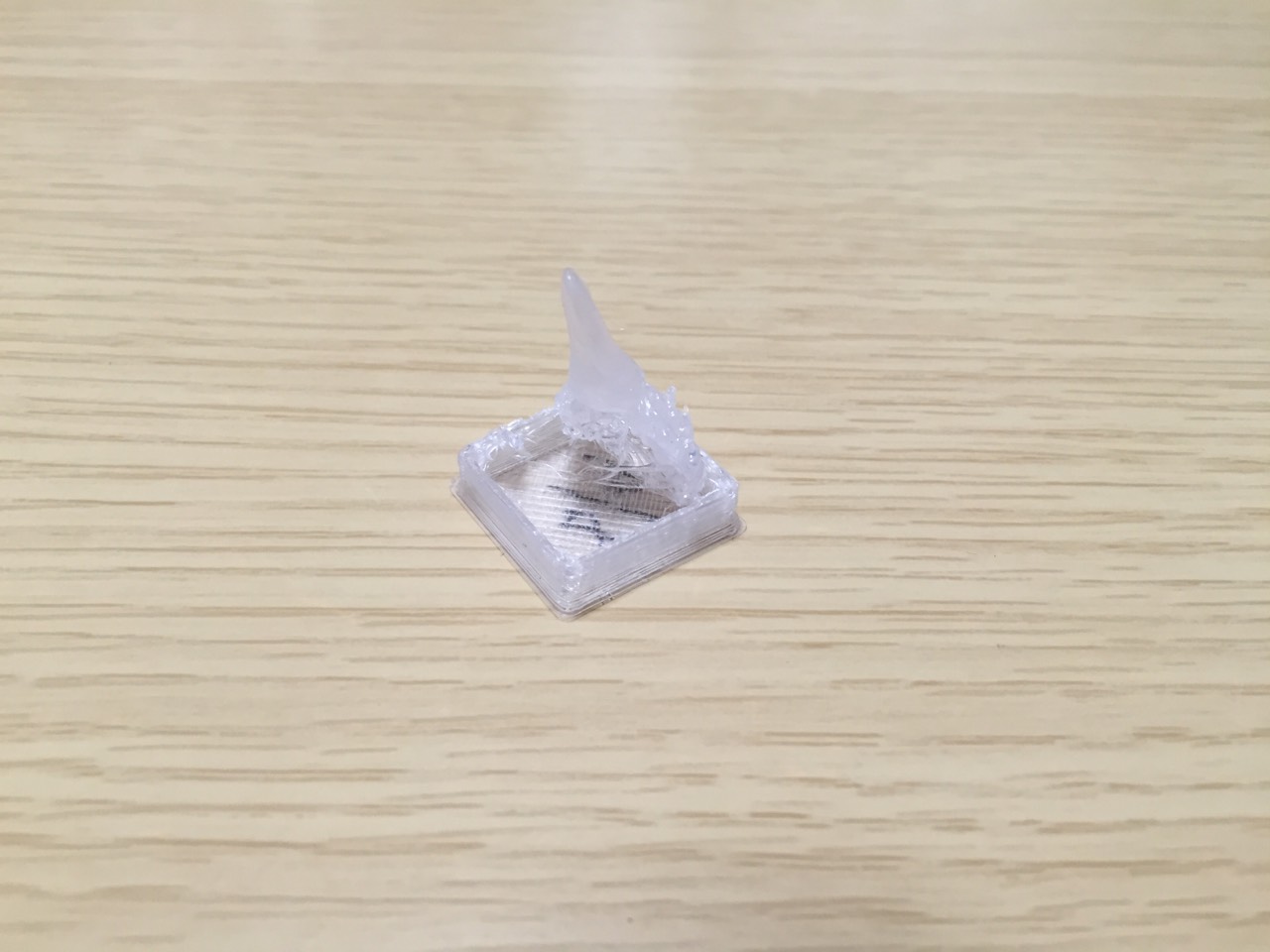
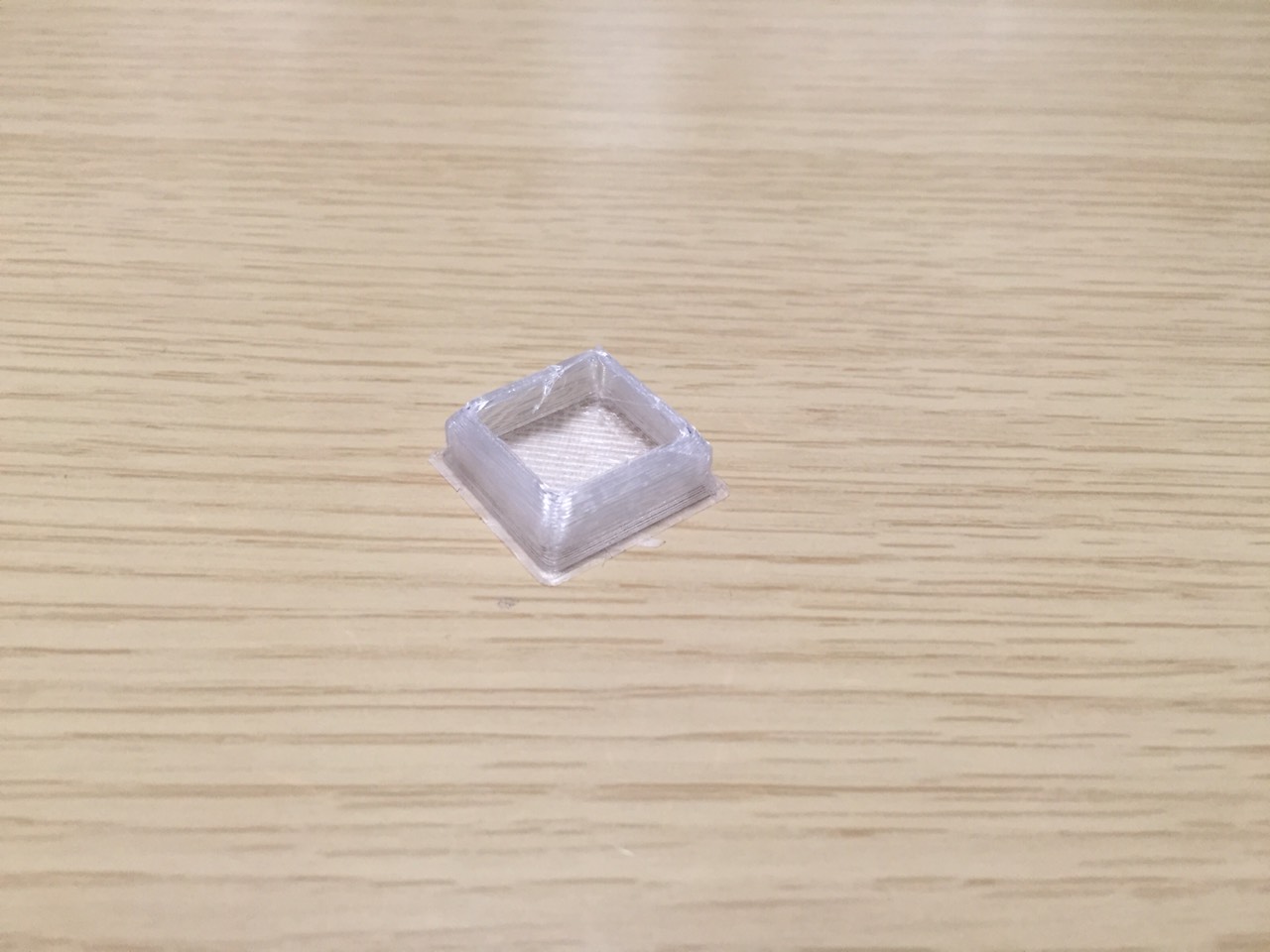
- 前回はホットエンドを支えているパーツに取り付ける形にしたが、それでは形状が大きくなりすぎて隙間に入らないため、今回はホットエンドのフィラメントの挿入口に合わせる形で最小限の形状にとどめようとした。
しかしこれも求めている精度が高すぎたせいで、数ミリの大きさでは綺麗に内径が出力できず、造形に失敗した。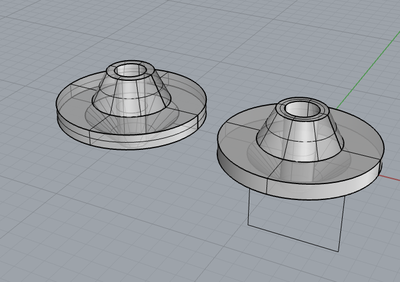


























































Comments