

はじめに
0
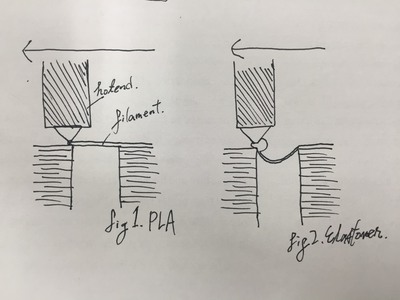
FABRIAL-Rは通常のPLAフィラメントと大きく違います。
各項目に関して項目ごとに説明していきますが、
ひとまずここに重要なことだけ書いておきます。
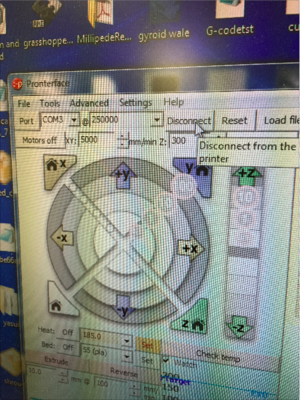
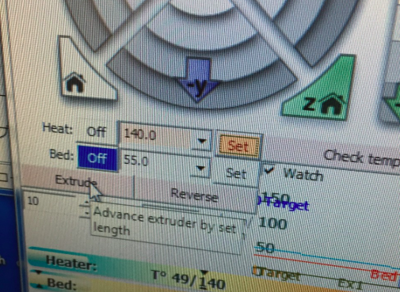
・押し出し(Extrude)しないままホットエンドを長時間加熱しない
・ヘッドは高速で動かさない(プリント速度を遅くする)
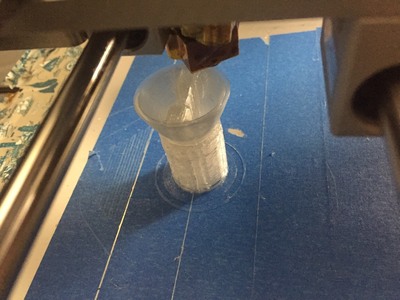
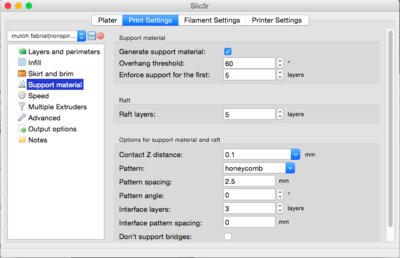
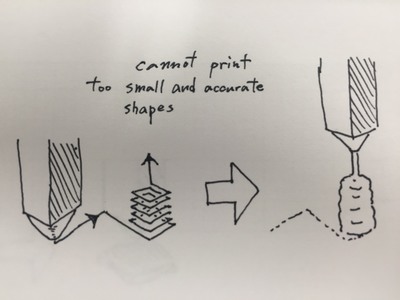
・細長い形状を縦方向に出す場合は必ずサポートを付ける
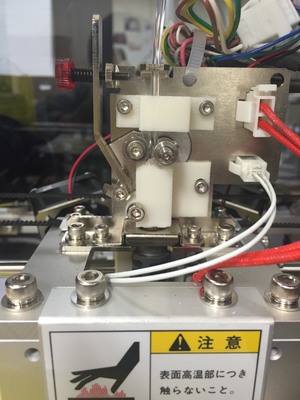
・フィラメントの出が悪くなったと感じたら、すぐに出力を止め温度をOFFにして、詰まった場合の対処方法を確認する
FABRIAL-Rは、性質を理解しいくつかの点に注意すれば、非常にユニークな性質や感触のものを作ることが出来ます。みなさんの3Dプリントの可能性が広がれば幸いです。
各項目に関して項目ごとに説明していきますが、
ひとまずここに重要なことだけ書いておきます。
・押し出し(Extrude)しないままホットエンドを長時間加熱しない
・ヘッドは高速で動かさない(プリント速度を遅くする)
・細長い形状を縦方向に出す場合は必ずサポートを付ける
・フィラメントの出が悪くなったと感じたら、すぐに出力を止め温度をOFFにして、詰まった場合の対処方法を確認する
FABRIAL-Rは、性質を理解しいくつかの点に注意すれば、非常にユニークな性質や感触のものを作ることが出来ます。みなさんの3Dプリントの可能性が広がれば幸いです。


























Comments