
検証内容
0
三菱ケミカル株式会社製フィラメント 2種
- DURABIO / デュラビオは、植物由来のイソソルバイドが主原料のバイオエンジニアリングプラスチック。ビスフェノールAを原料とする従来のポリカーボネート樹脂と比較し、高い透明性、優れた光学特性などの特徴があるとともに、耐傷付き性に優れ、PC樹脂に匹敵する耐衝撃特性を示す。
推奨造形条件:- 温度:ノズル 225-245℃、テーブル < 100℃
- 冷却ファン:0-50%
- 造形速度:<50 mm/s


- 温度:ノズル 225-245℃、テーブル < 100℃
- FORZEAS™ /フォゼアスは、生分解性かつ植物原料ベースのBioPBS™を使用したコンパウンド樹脂。環境に優しい特性を持つ。
推奨造形条件- 温度:ノズル 150-200℃、テーブル 加熱なし
- 冷却ファン:100%
- 造形速度:<20 mm/s(造形物形状による)
その他留意点- 冷え固まるのが遅い材料のため、冷却ファンを回すなど冷却しやすい工夫を。
- 軟質なのでダイレクトドライブ式プリンターでの造形が好ましい。ボーデン式を使用する場合は造形速度を下げるのがおすすめ。
- ノズル温度を上げすぎると、ノズル手前でフィラメントが溶融し詰まる可能性があるため要注意。


方法
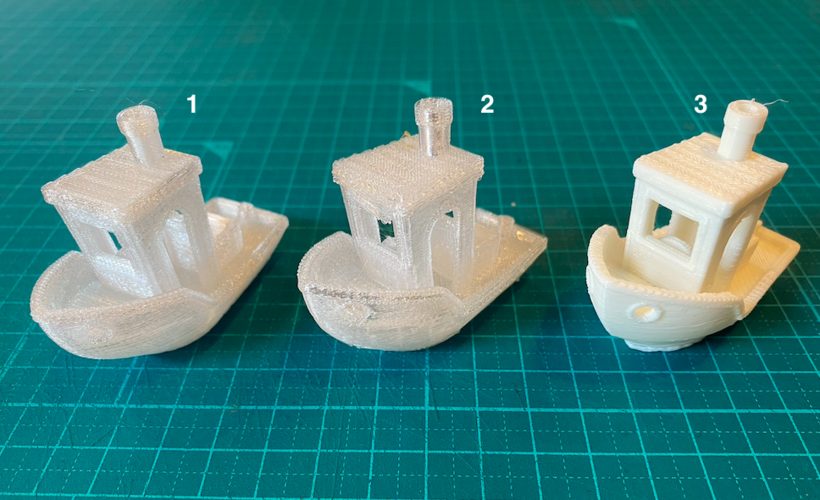
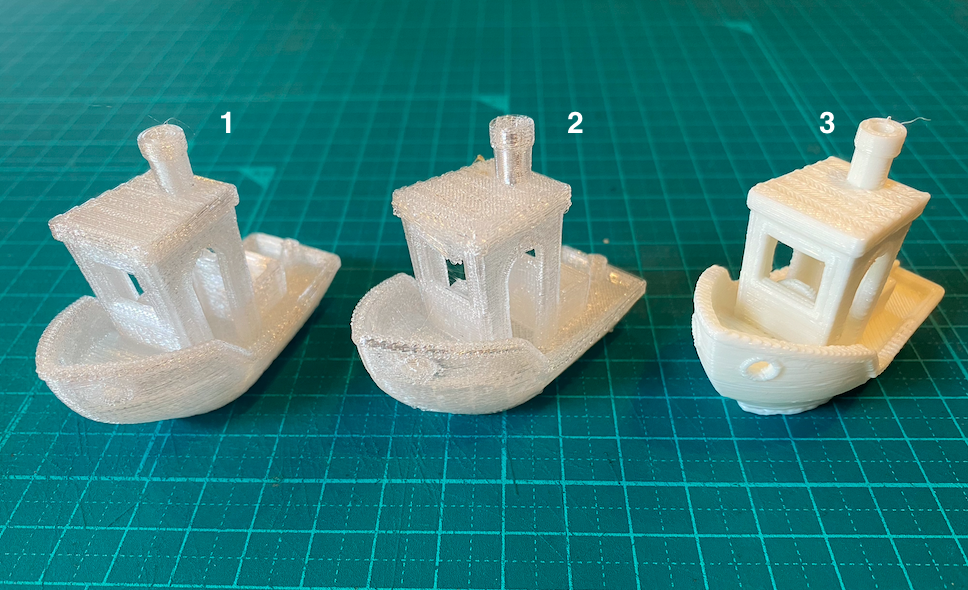
0 以下4種類のデータを用いて、ファブラボ鎌倉所有の3Dプリンタ2機種で造形する。テストデータ4種(←左記より全データがダウンロード可能です)
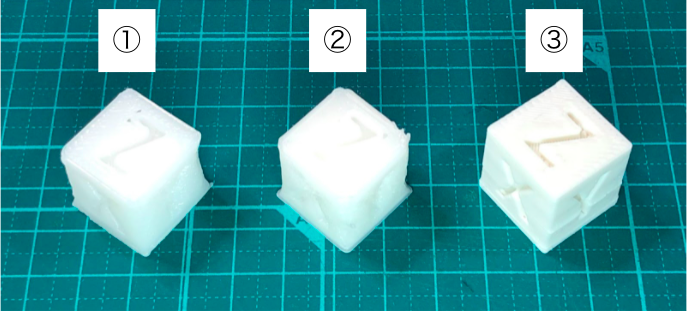
以下4種類のデータを用いて、ファブラボ鎌倉所有の3Dプリンタ2機種で造形する。テストデータ4種(←左記より全データがダウンロード可能です)- XYZ Cube www.thingiverse.com/thing:1278865
- Benchy Boat www.thingiverse.com/thing:763622
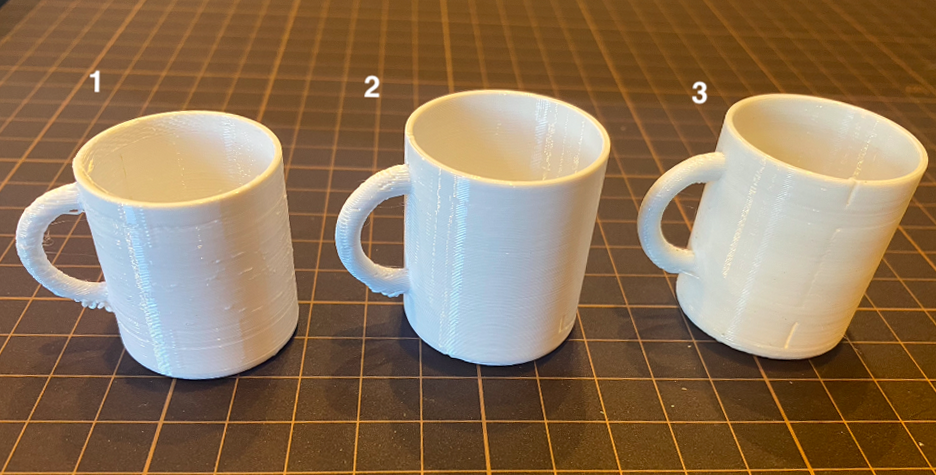
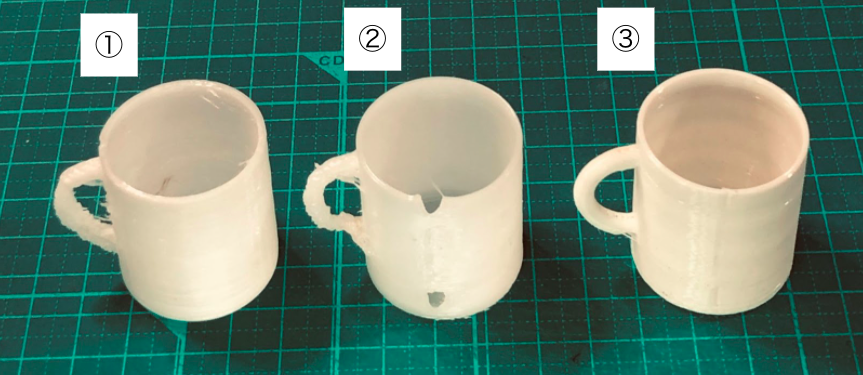
- Cup
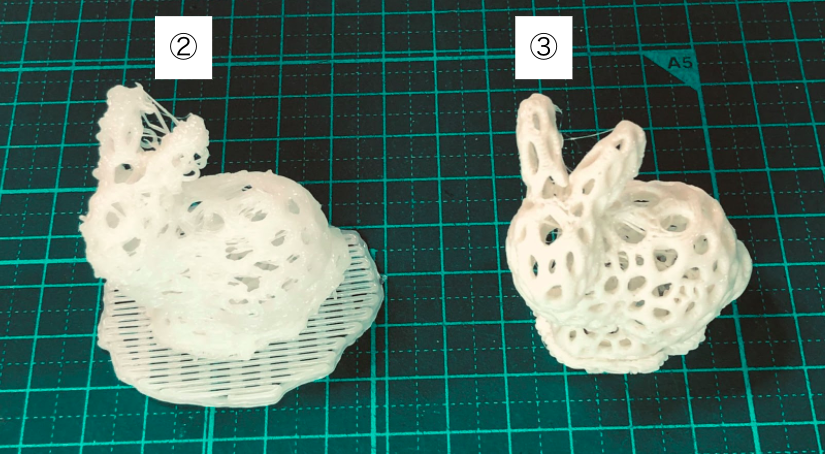
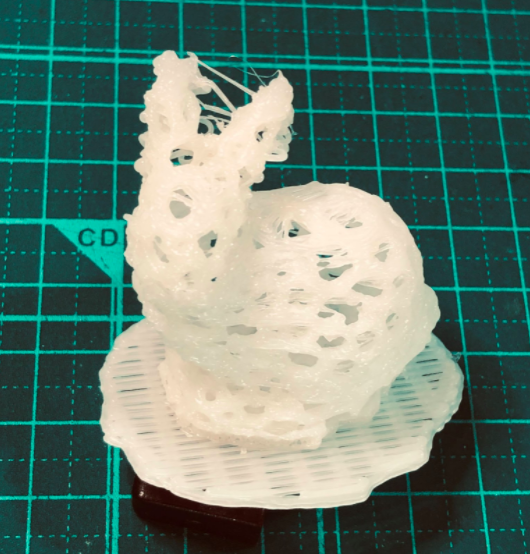
- Stanford Bunny Voronoi-style www.thingiverse.com/thing:291323
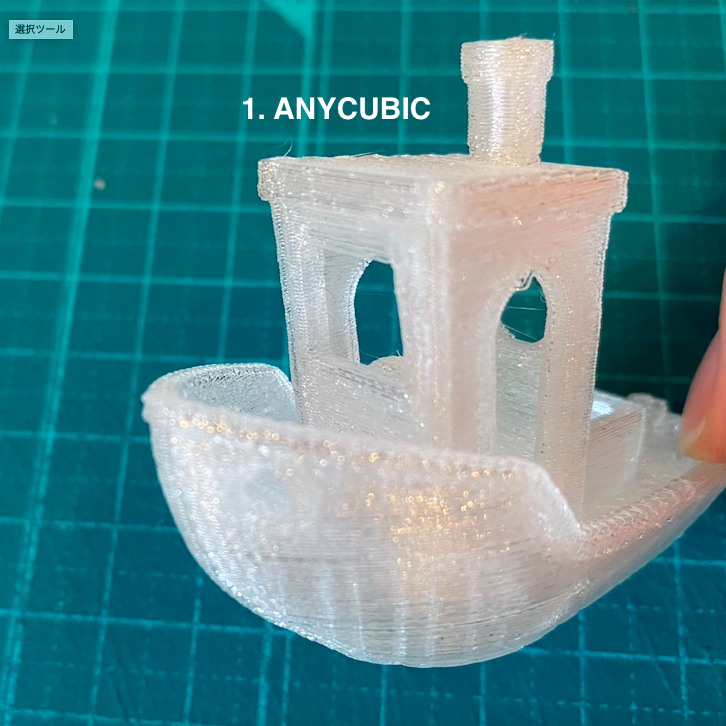
3Dプリンタ- ANYCUBIC MEGA S(ボーデン式プリンタ)
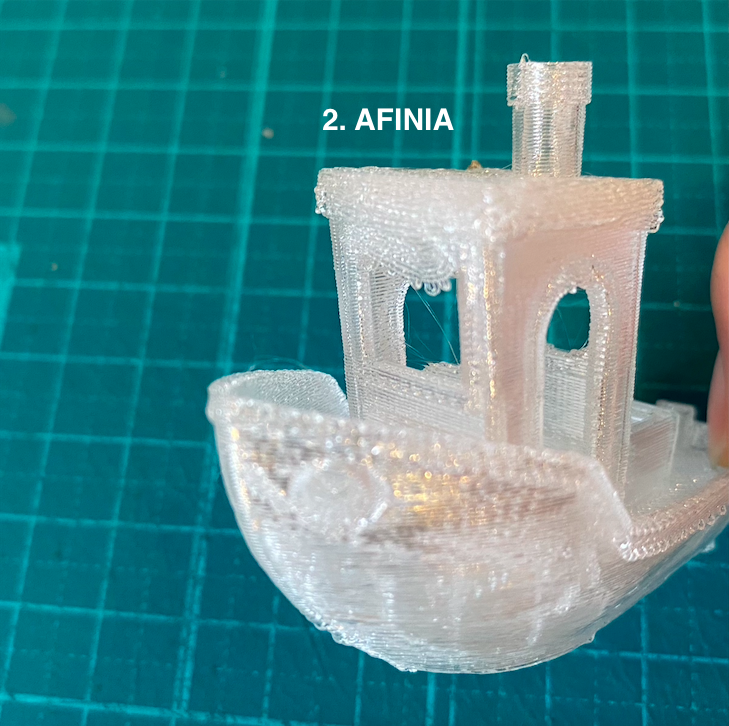
- AFINIA H400(ダイレクトドライブ式プリンタ)
- 1-1. ANYCUBIC_DURABIOを出力
- temp=head240℃/plate60℃
- speed=50mm/s
- pitch=0.3mm
- テーブルにマステを貼って出力
1-1. ANYCUBIC_FORZEASを出力- temp=head180/table 0
- speed=10
- pitch=0.3
2-1. AFINIA_DURABIOを出力- temp=245/table50
- speed=50
- pitch=0.3
- 滑車式リール台を使用(添付写真)
2-3. AFINIA_FORZEASを出力- temp=head180/table 0
- speed=10
- pitch=0.3
- テーブルにマステを貼って出力


- temp=head240℃/plate60℃















Comments