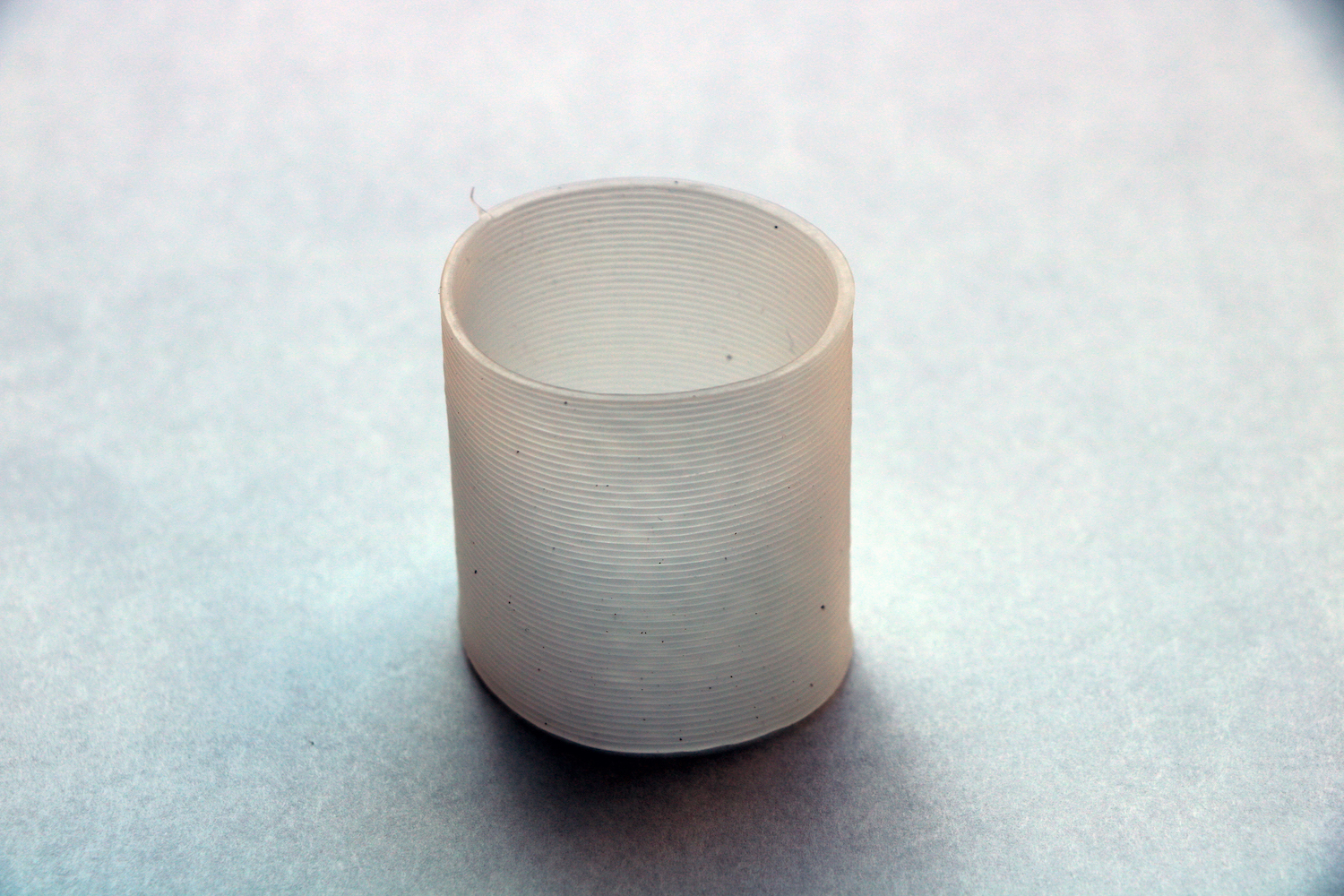
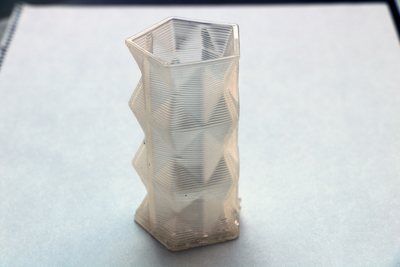
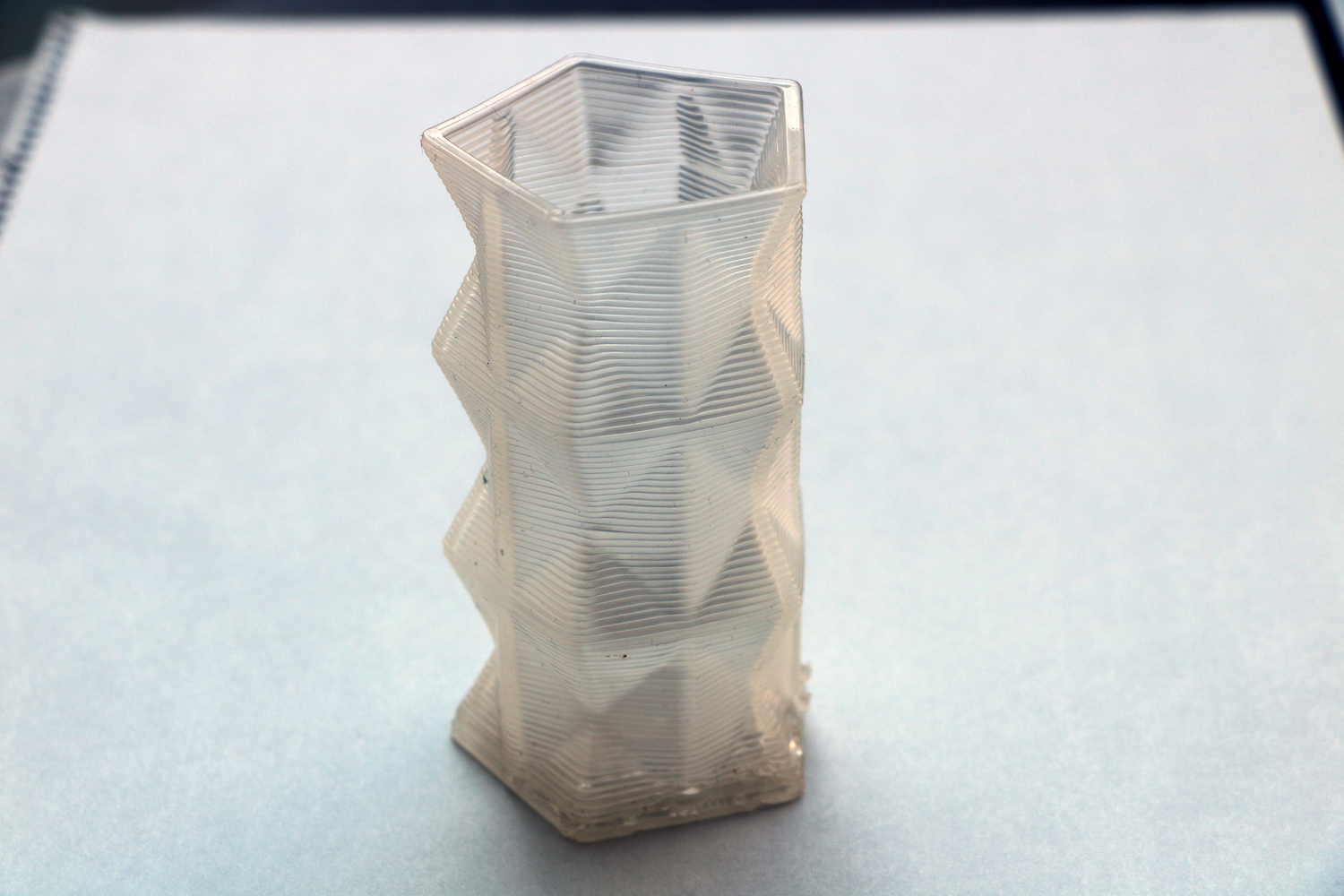
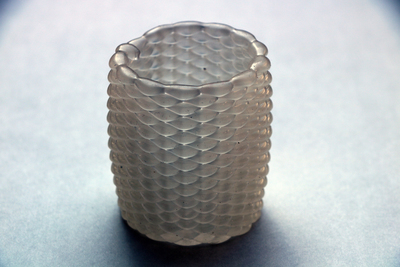
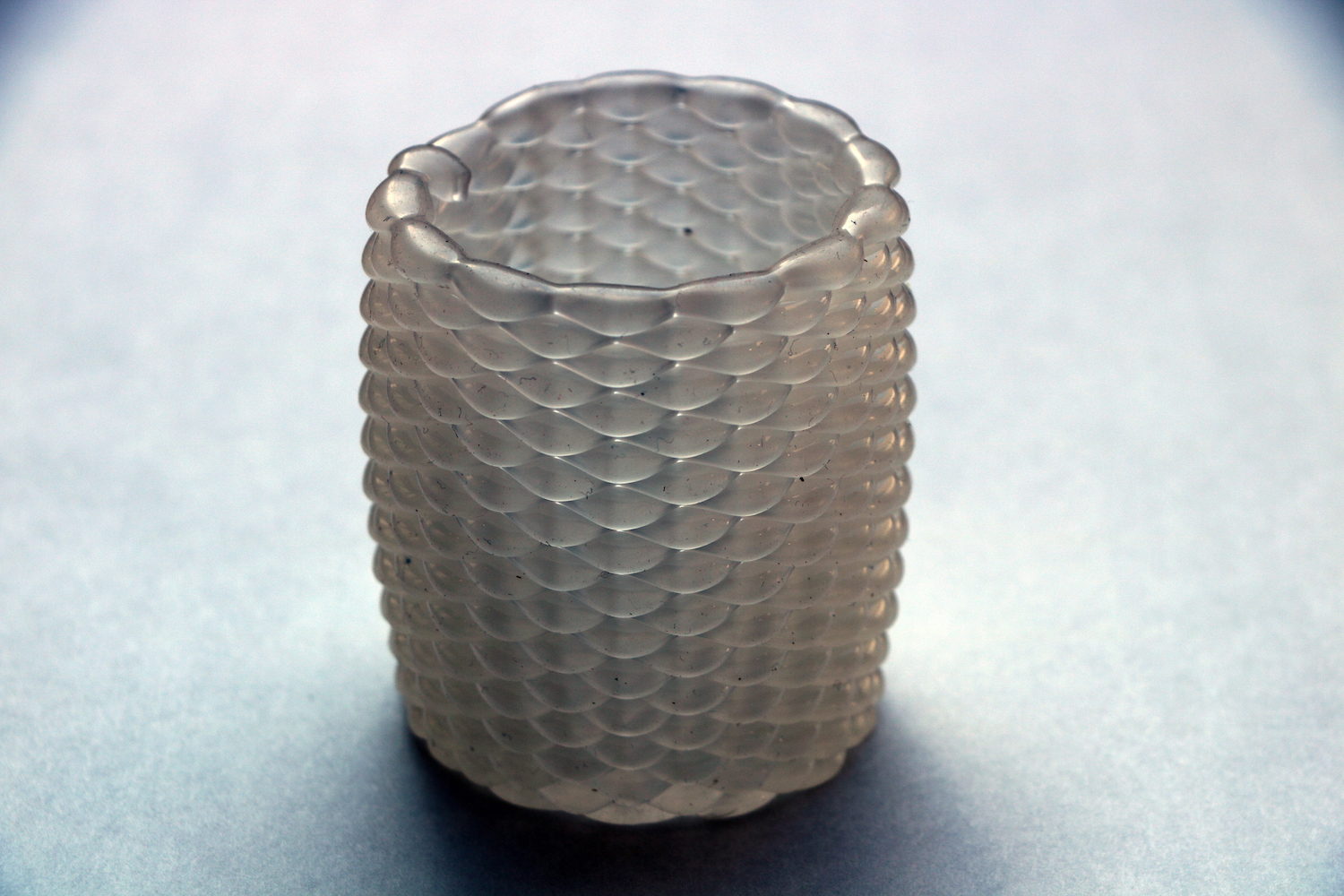
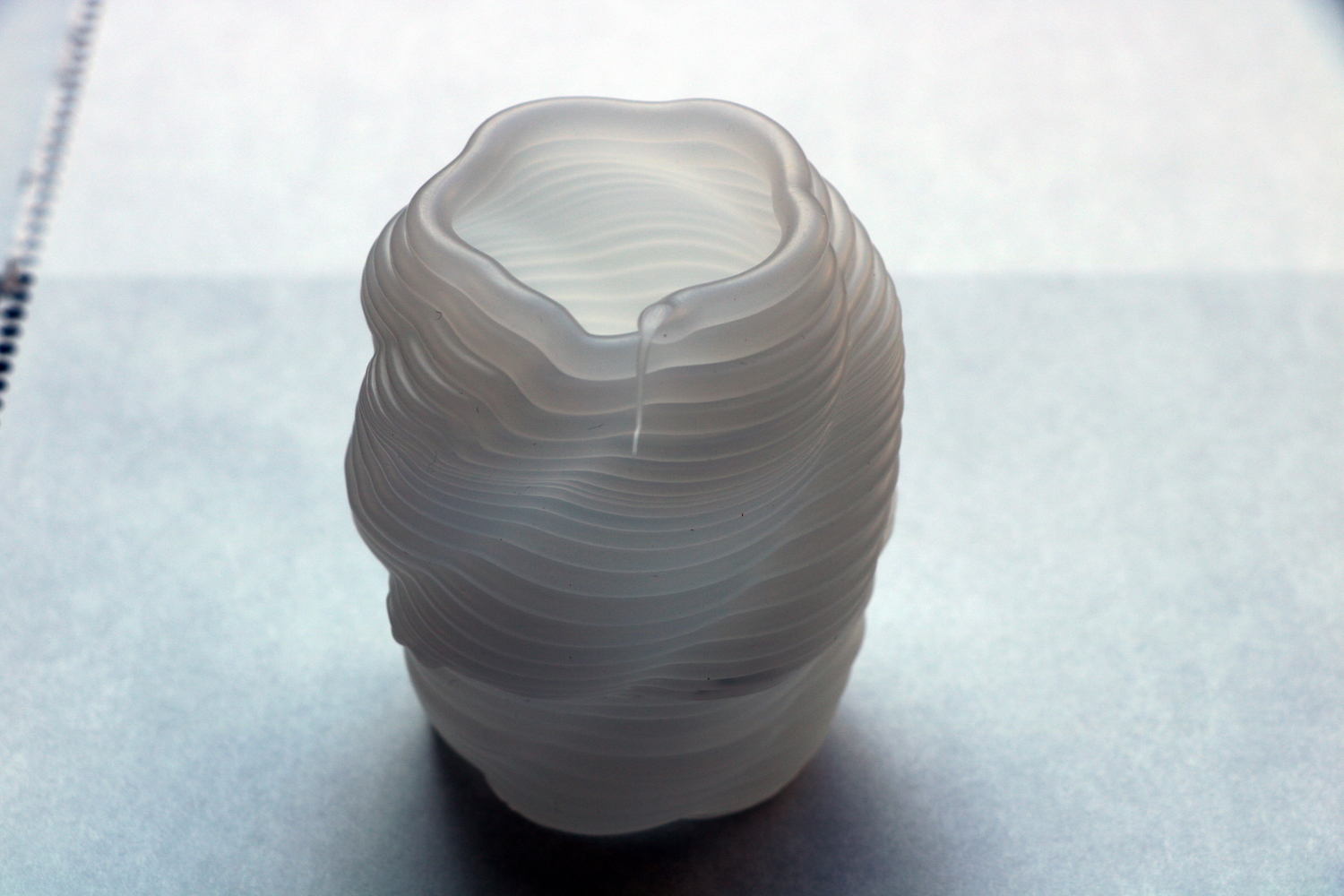
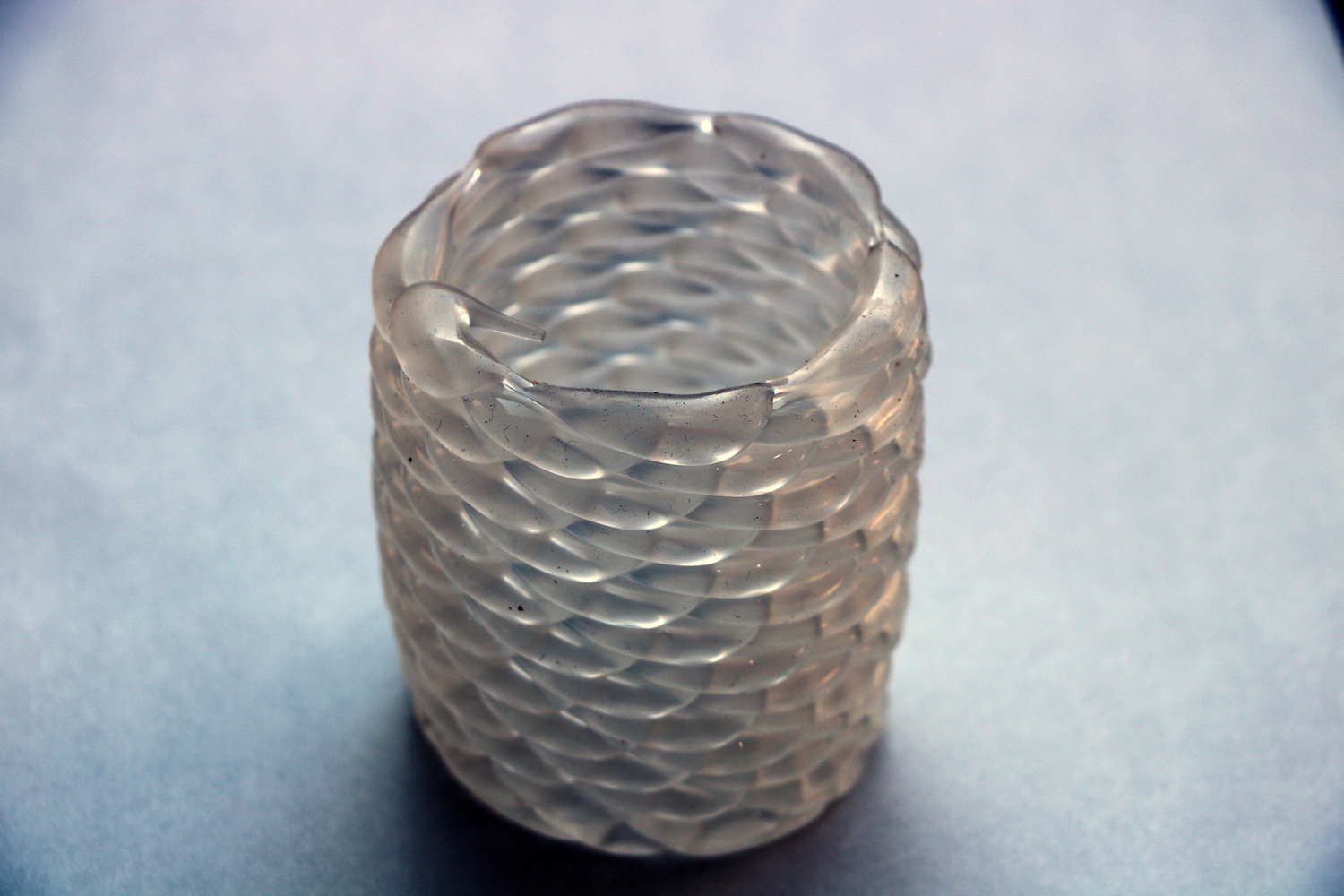
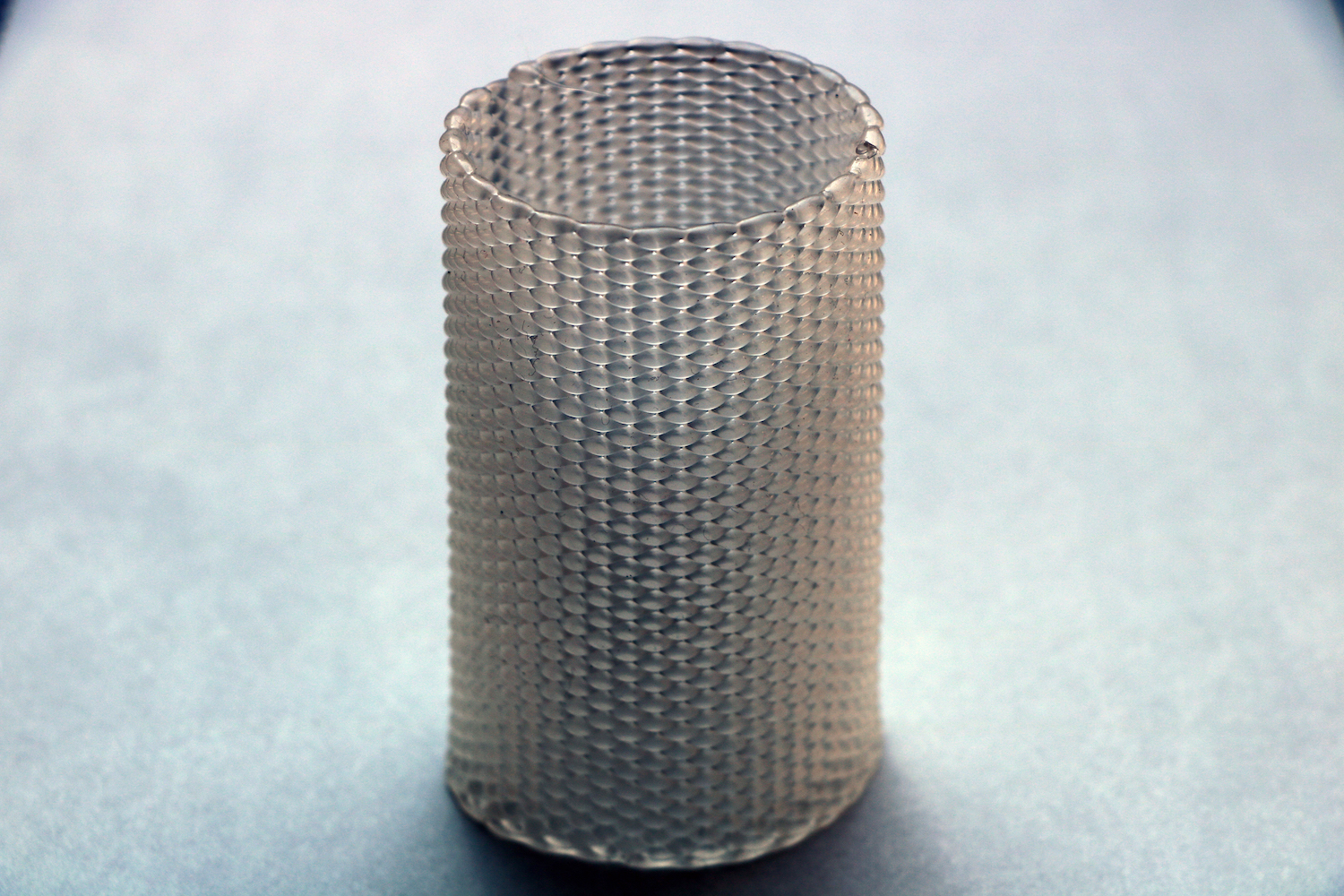
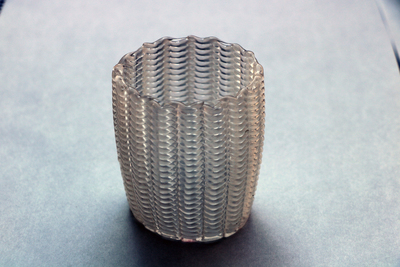
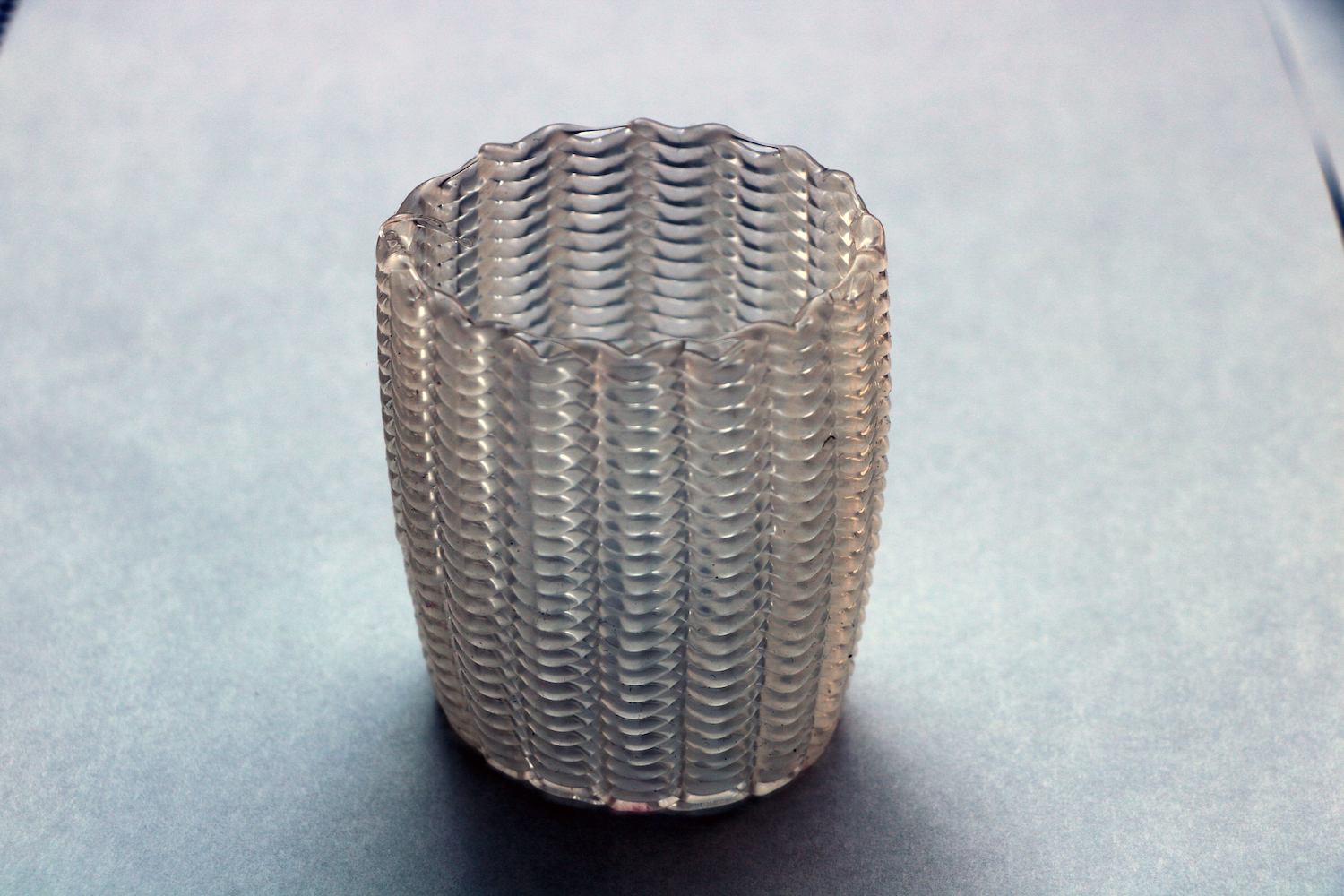
円筒
0 5度目のトライで成功😩
5度目のトライで成功😩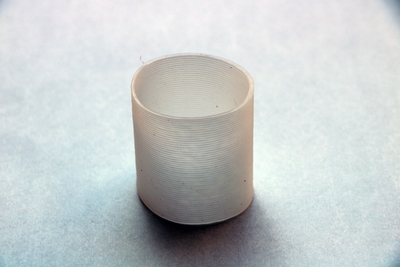
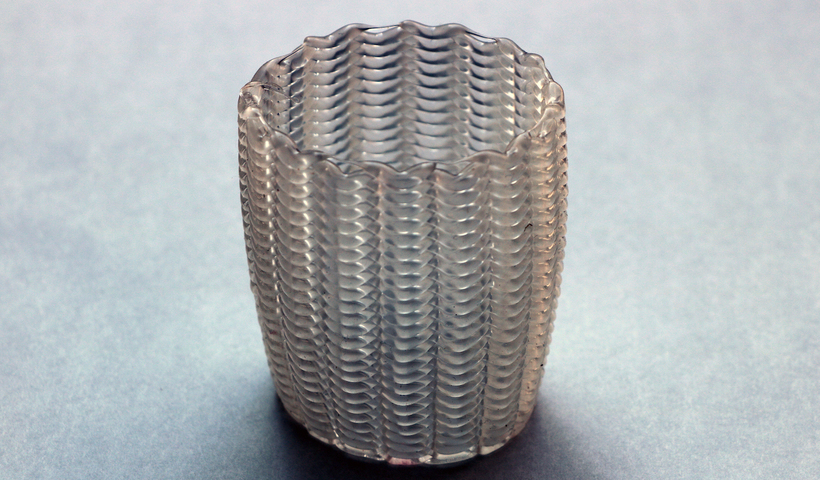
- 一方向では曲がりやすくて(伸びやすい)、一方向では曲がりにくい(伸びにくい)
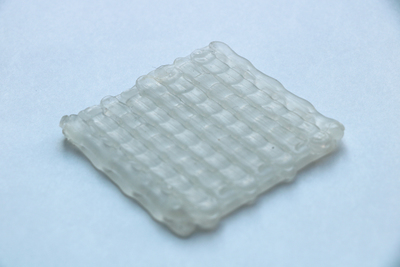
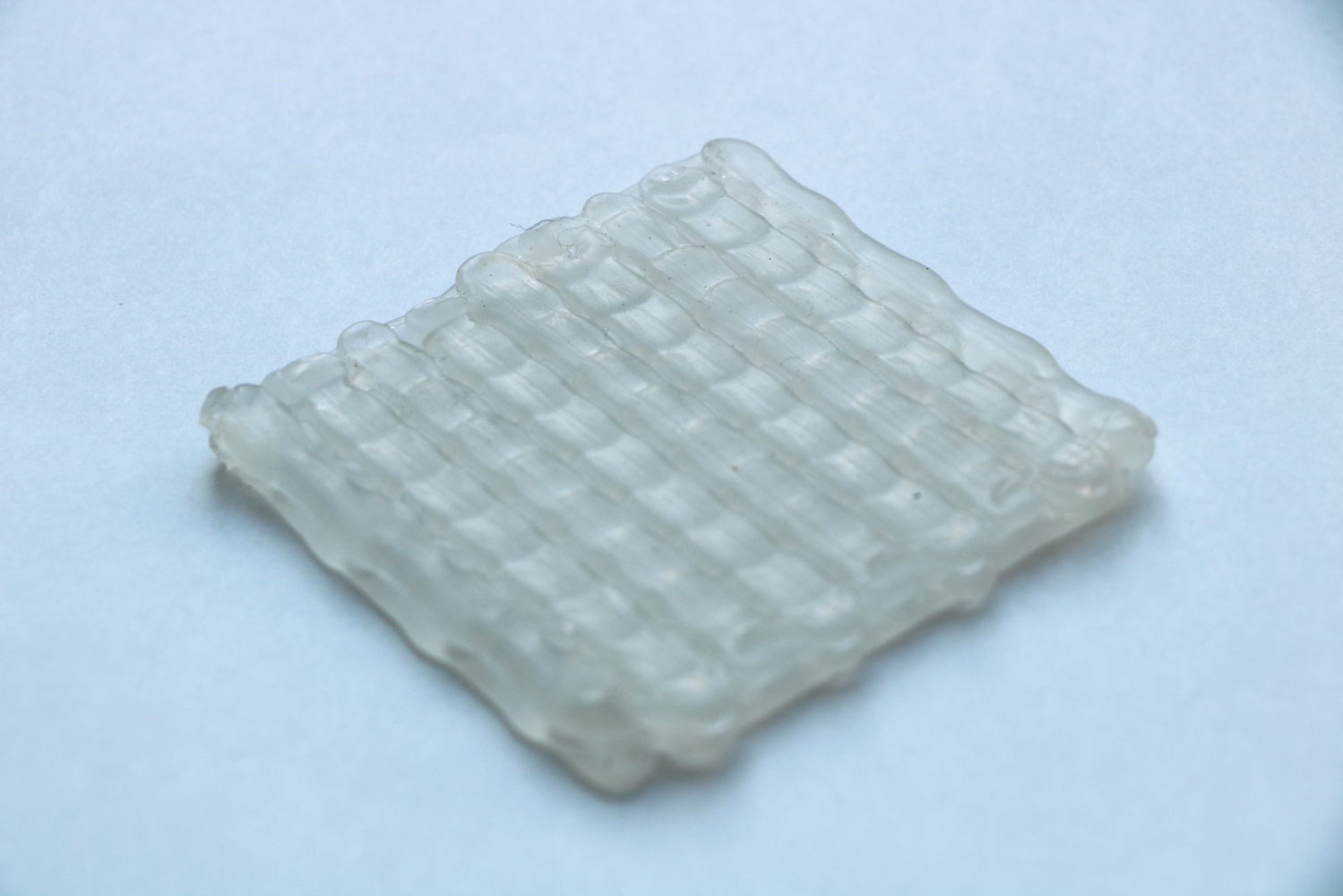
- 層によって好きそうピッチが違う


- 2mm円筒よりも造形に適しているのでは??
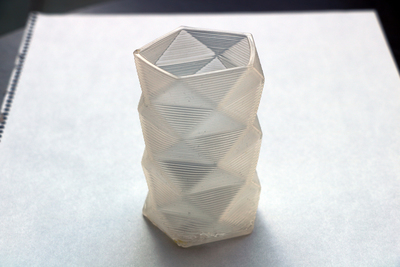
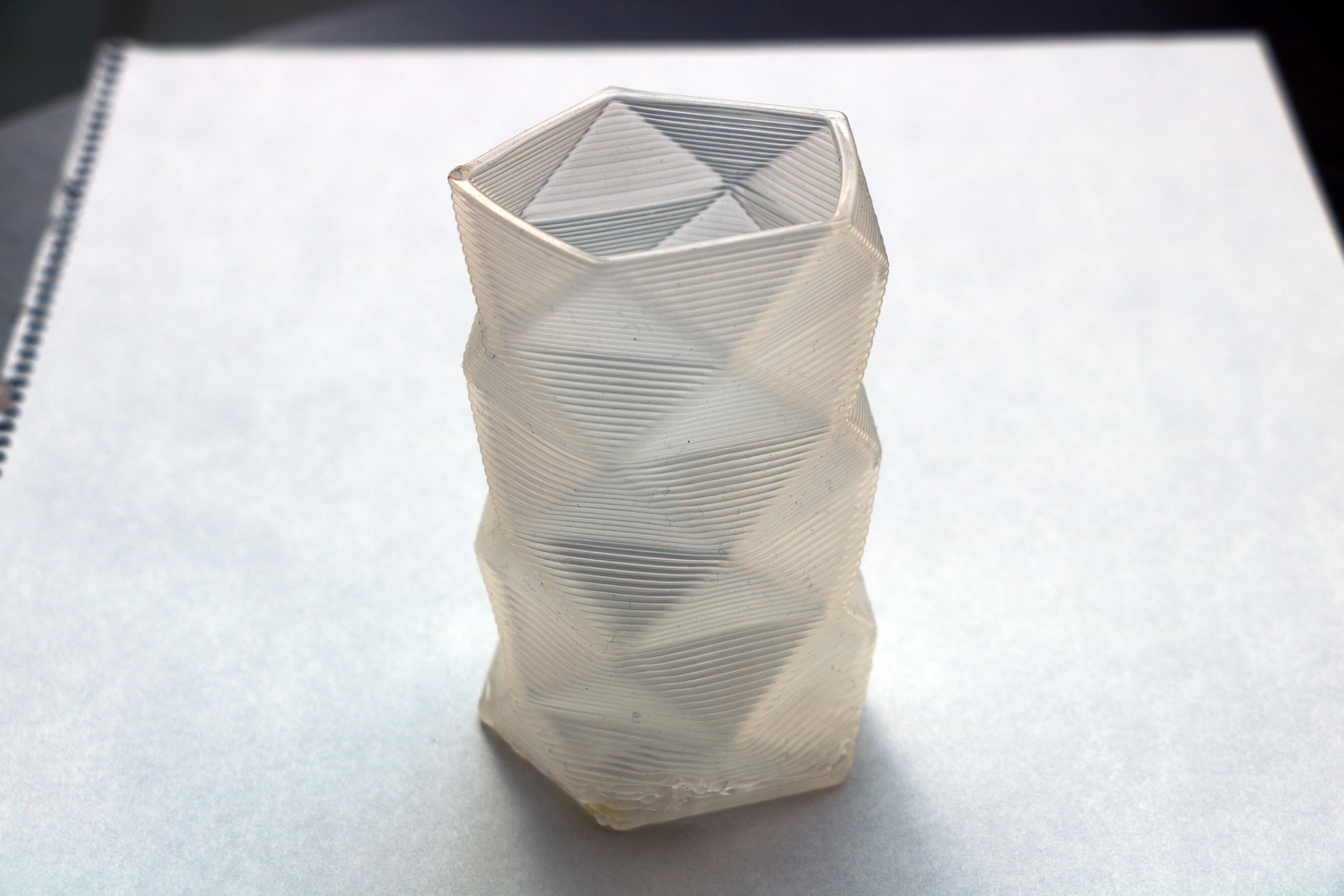
- 5mm
- 回転しながら折れるような、折れないような


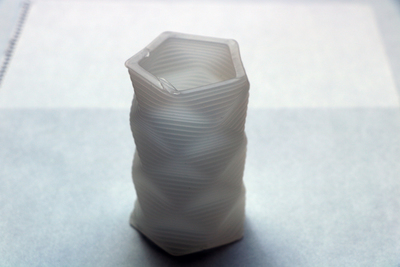
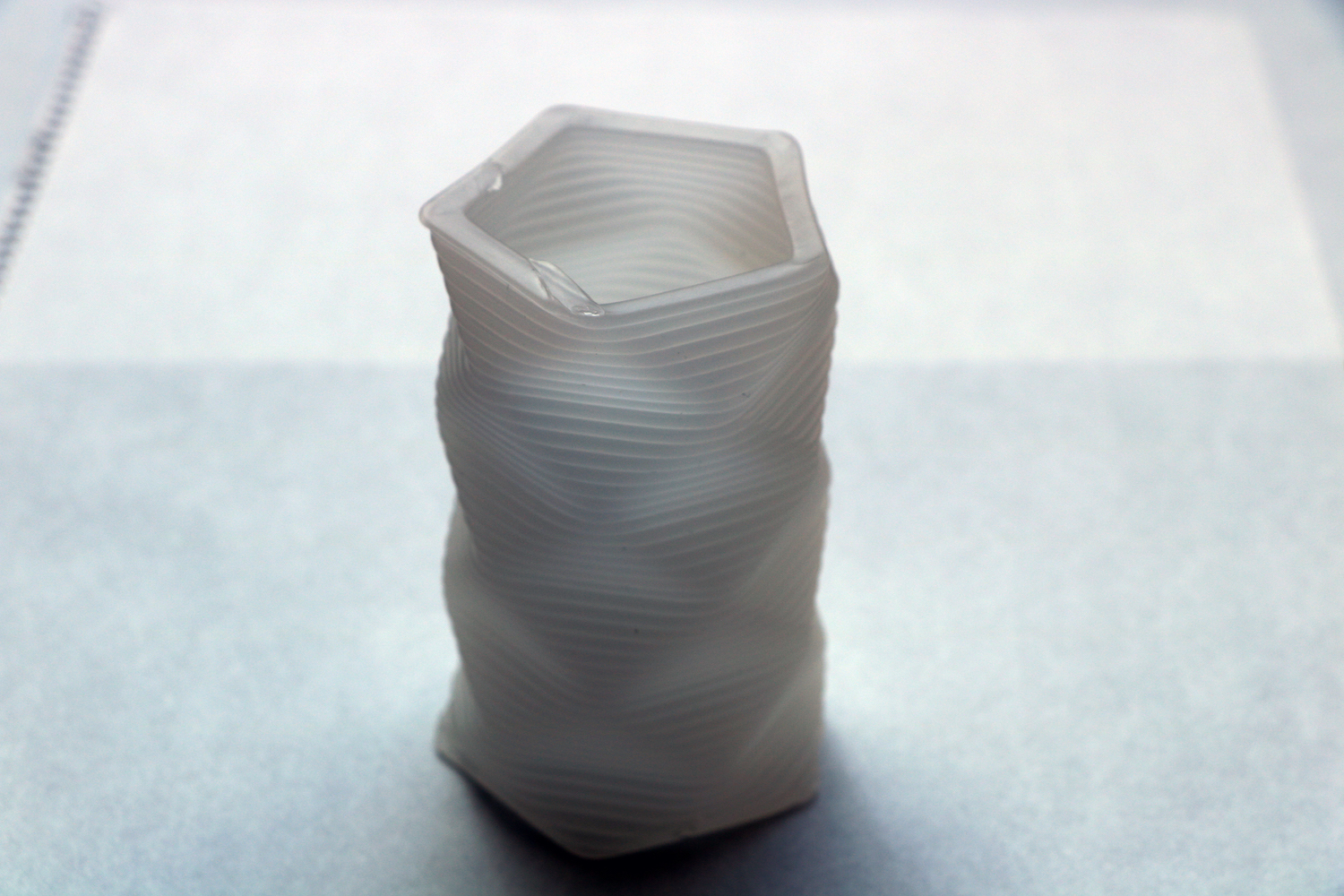
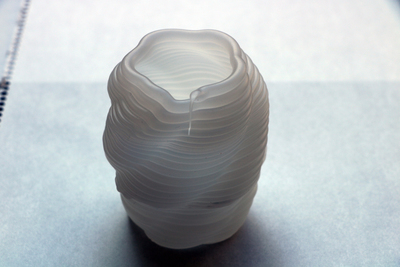
- water bombの形をモデリングしたつもりが、間違っていた
- 折れてほしいあまり折れない。。
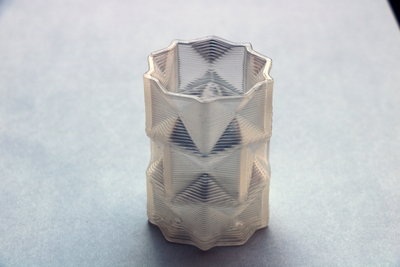
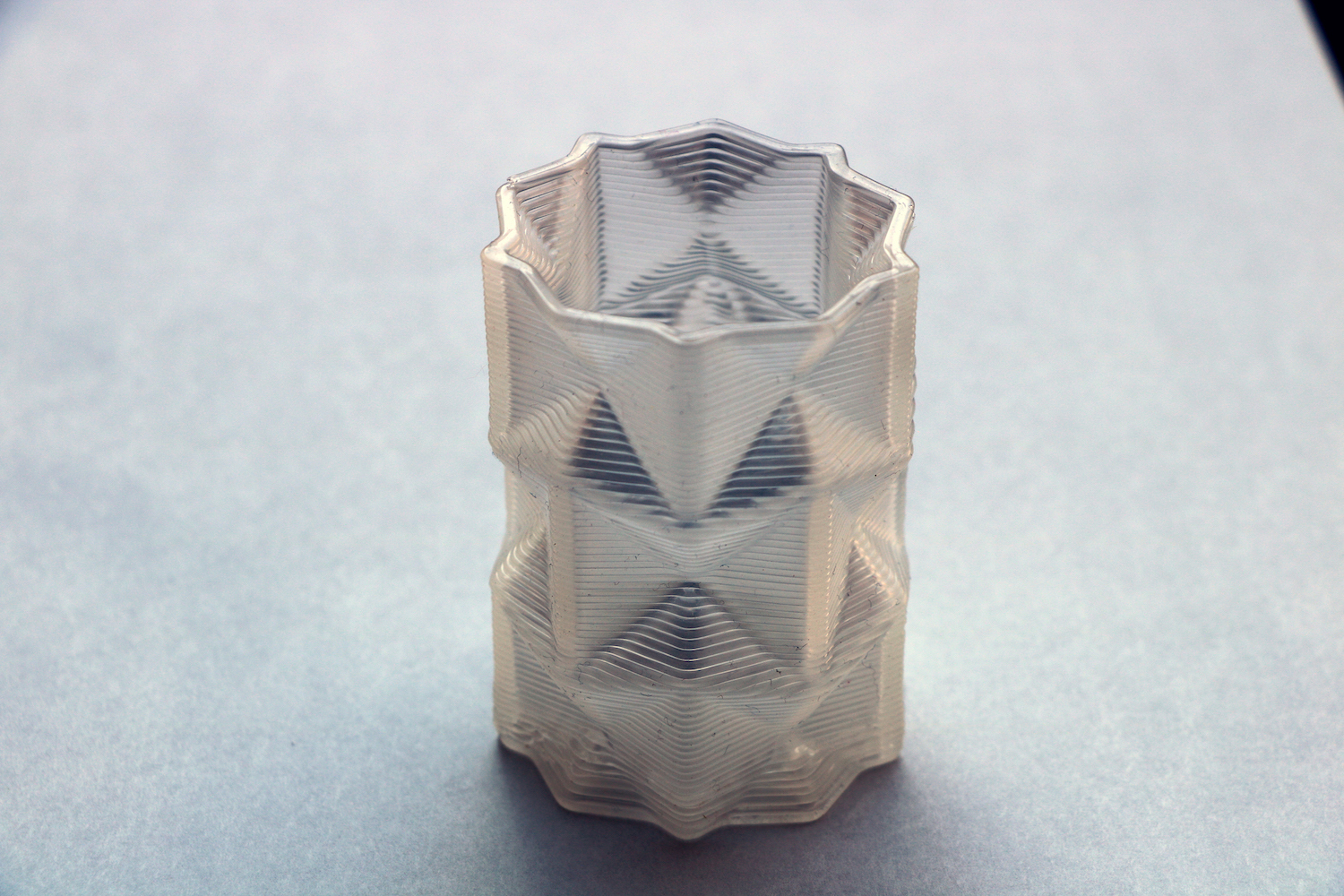
- (たぶん)一発でうまくでて感動、、
- 糸を縫ってみた


Archifab Tatami
Owner & Collaborators
License

Summary
研究会の先輩に弟子入りする
★課題
アーキファブ畳の機械的特性と材料特性を理解して、技術サンプルを製作する
★課題
アーキファブ畳の機械的特性と材料特性を理解して、技術サンプルを製作する
Materials
Tools
Blueprints
Making
- モデルが小さいと下の層が冷める前に新しい層の造形を始めてしまう固まりきっていないので、形が崩れるF3000→F1000→F600→F300(小さいモデルには)F300が適していた


- プリント時に加わる力の向きを考える円筒形はプリントに適していなかった内側に引っ張る力が強い内側につぶれた外に広がるモデルは作りやすい内側に閉じるものは難しい


- 事故エラストマがブリブリ


- 次の層が積層できない


- 45度で作った蛇腹ちょっと汚いオーバーハング45度には耐えられなかった、、


- 間違えた〜〜


- 気をつけるなんか怖いからプリントしてない時のスピードも下げる
- それぞれのヘッドが独立しているgcodeを2種類作らないといけない!
- 柔らかいマテリアルが出せるノズル径が大きい(1~5ミリ)太く冷めにくいため、小さいモデルだとゆっくり造形しないと下の層が柔らかいままで崩れてゆく、、
- 師匠が職人のように吐出量調整をしていた
ラバロン
0固めだけど柔らかい反りやすいらしい- 糸引きするちょっと透明プルプル揺れるベタベタしやすい
- 始まりと終わりが汚いVase modeだときれいVase modeができなかったら、始まりと終わりが隠れるようなモデルを作る
プロセス
0機械を触るときににどうするべきかのプロセスを学んだとりあえずなにか出してみる↓失敗の原因を考える↓機械・マテリアルの特性を考える↓機械・マテリアルの特性や制約を踏まえて、プリントする形を考える↓この機械・マテリアル・形だからこそ作れるものを考える ←難しい。。- 機械とマテリアルの特性を考えることの意味がわかった
- 疲れたら大きなものプリントすると時間が作れるよとか内部構造が複雑なもののプリントが失敗したら、切って開けて内部をみて失敗の原因を考えると良いよとか時間の使い方とかこういうこと考えられたら良いよねとか次のステップはこういうことができたらいいよねとか色々レファレンスを教えてくださったりとか





References
Usages
Project comments

Comments