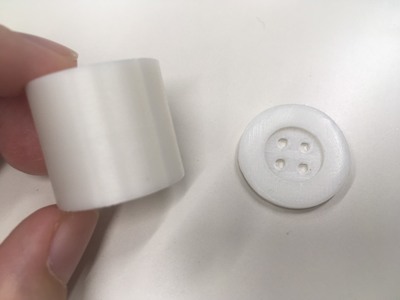
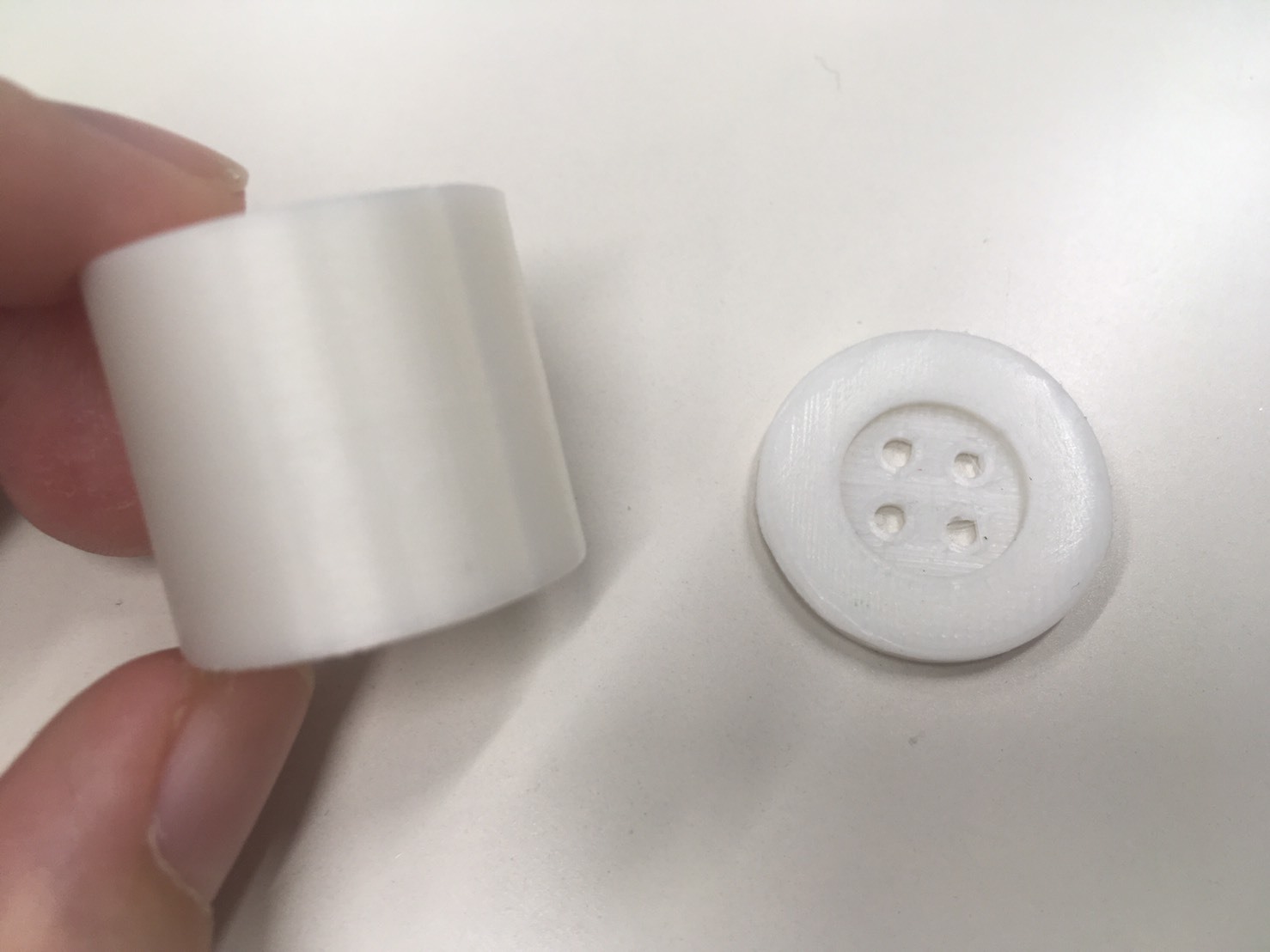
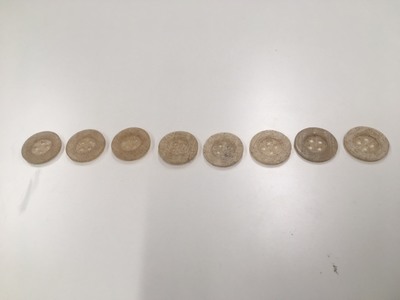
出力にめちゃくちゃ苦労した
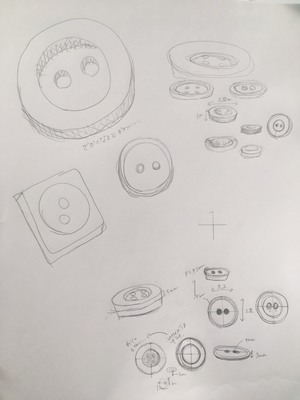
右から1→8
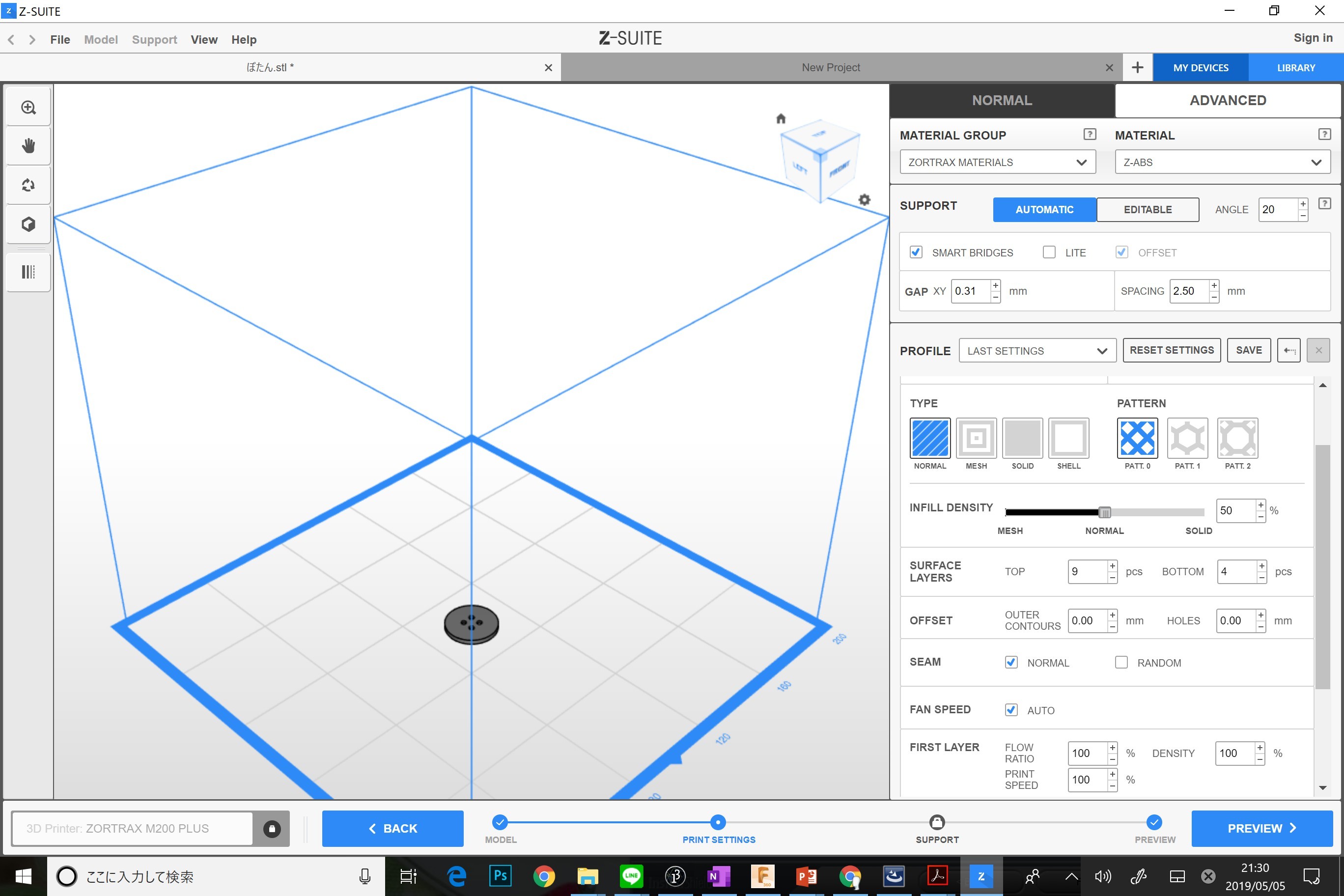
1→5まで温度を190で出力していた
温度を190→170にした 速度は120 ヘッド50
出力までにすごい時間がかかった。 先を削ったりして戦った。
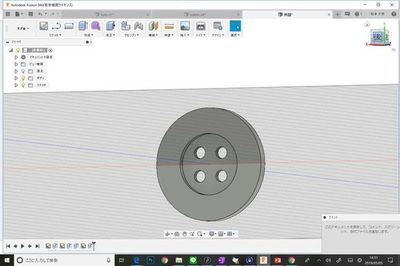
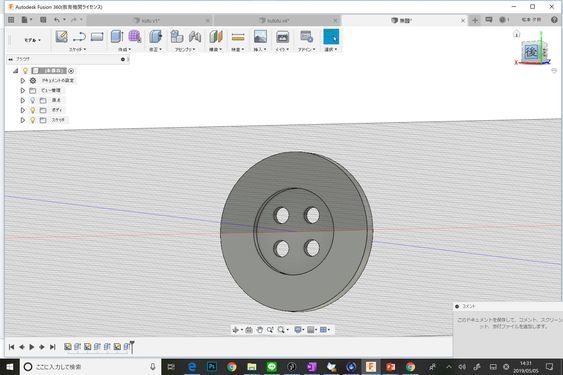
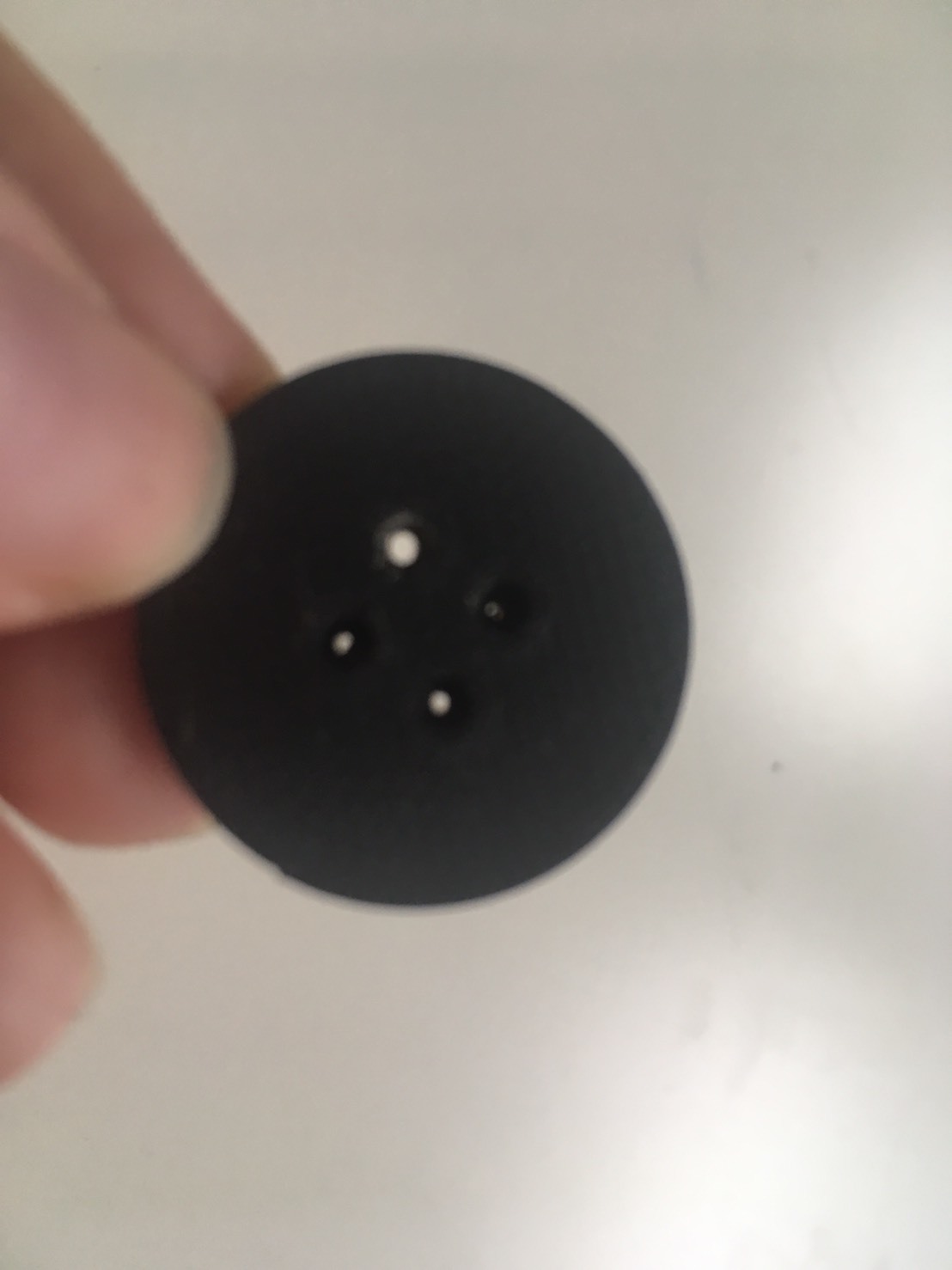
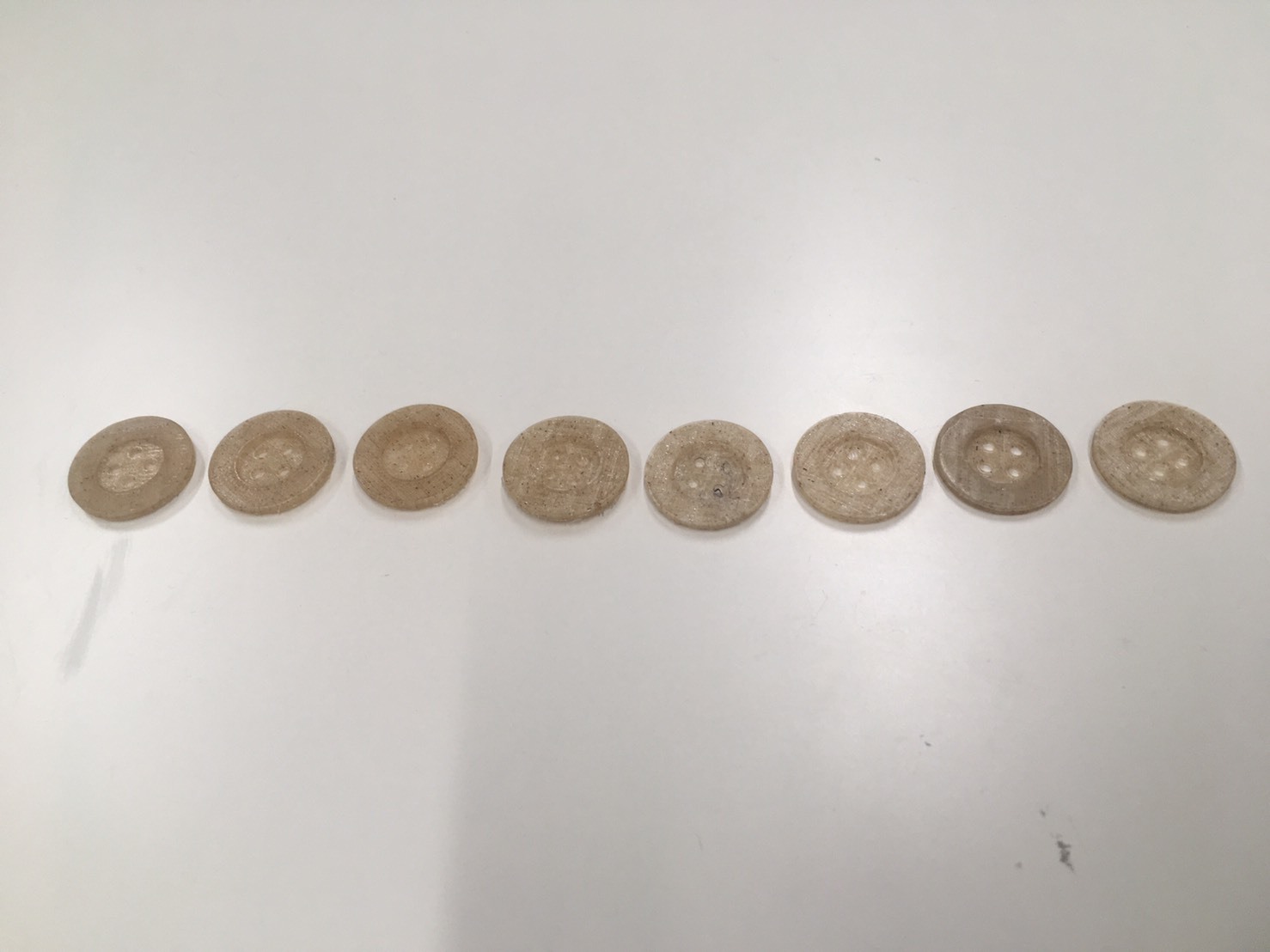
設定がすんだら最初は上手く出力できていたが、ボタンの穴にちょっとフィラメントが絡むのが鬱陶しかったのと何個かだしているとサポートの時点で出力失敗したため、6以降は温度を170°に。
(メーカー推奨温度はシルク系と同じだったのでそのまま出力してた)
すると、色素が薄いフィラメントだったので密度をあげると色が濃くなり穴も良い感じになった(当たり前)(体験しないと解らない)



















































Comments