生基板
0 基板は紙フェノール基板・片面を使用します。厚みは基本は1.6mm、0.8mmの薄いものもあります。(0.8mmは貼り合わせて両面基板にするときにおすすめです。)・ガラスエポキシ基板はエンドミルの刃を痛めやすいため、使用禁止。・両面基板は位置合わせが難しいので片面のみ(ジグを作ってやる分には構わない)
基板は紙フェノール基板・片面を使用します。厚みは基本は1.6mm、0.8mmの薄いものもあります。(0.8mmは貼り合わせて両面基板にするときにおすすめです。)・ガラスエポキシ基板はエンドミルの刃を痛めやすいため、使用禁止。・両面基板は位置合わせが難しいので片面のみ(ジグを作ってやる分には構わない)
工具
0固定具
0
How to use KitMill CIP100
Owner & Collaborators
License

How to use KitMill CIP100 by FablabDazaifu is licensed under the Creative Commons - Attribution license.
Summary
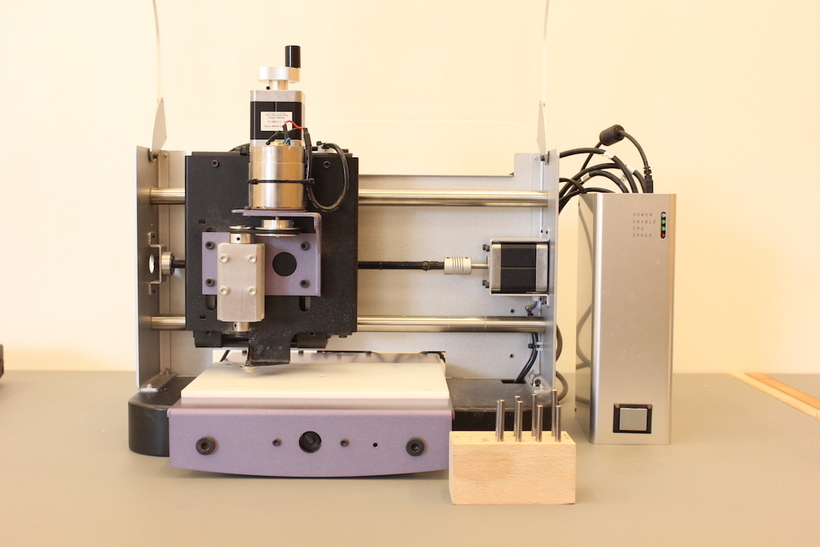
オリジナルマインド社製の基板加工専用のミリングマシン”KitMill CIP100”の操作方法を説明します。
本マニュアルはファブラボ太宰府での使用環境に合わせて作成した使い方となります。
本マニュアルはファブラボ太宰府での使用環境に合わせて作成した使い方となります。
Materials
Tools
Blueprints
Making
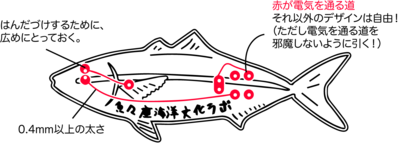
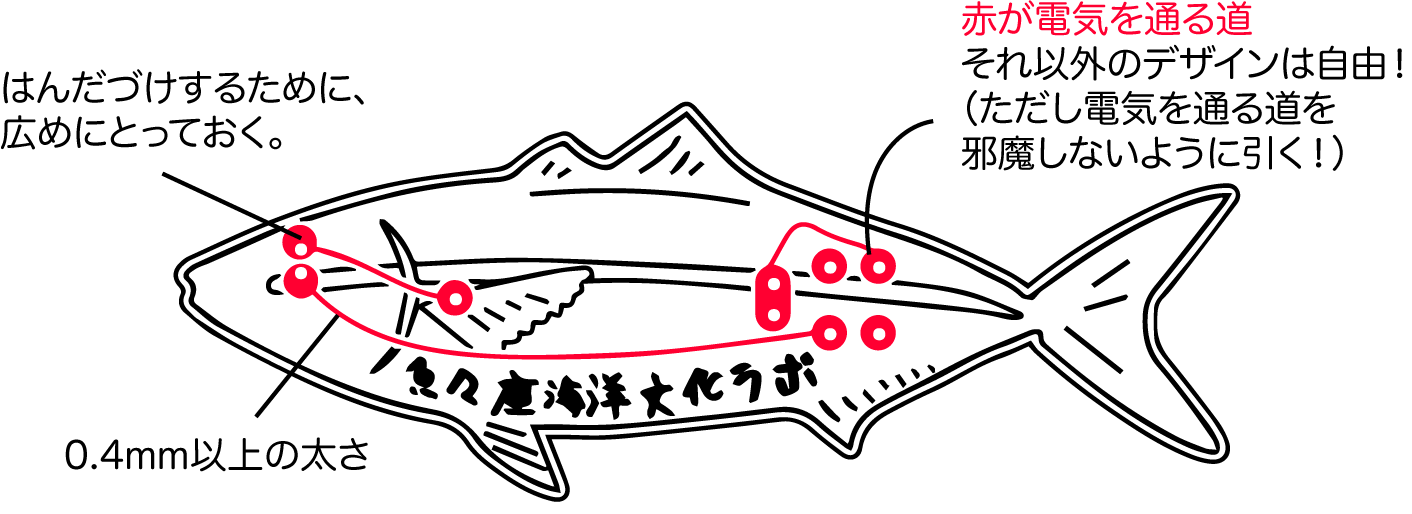
- ※一般的にはeagleなどの基板設計CADを使用しますが、今回は簡単な電子回路で、ソフトもイラストレーターでつくることができる方法を取り扱います。画像は例です。参考:「光るおさかなバッジをつくろう」https://fabble.cc/fablabdazaifu/x
はじめに
0対応データ形式は、画像データのpng形式になります。
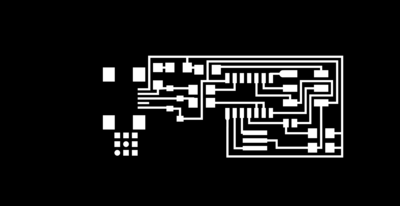
次のパターンの画像に分けて準備します。※縦横サイズを必ず同じサイズで保存!しないと、削るときにずれます。- 背景を黒にして、回路パターンは白で作ります。
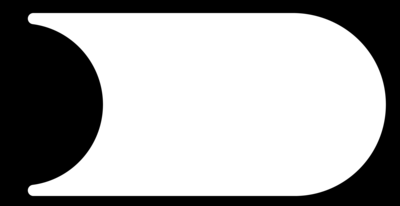
- 回路パターンと同様、形状を白にして背景は黒にします。
- こちらのデザインには穴はないですが、もしある場合は、画像のように、・背景白・穴あけたいところを黒で準備します。
- 他に表面を削りたいところがあれば真っ黒にしておきます。
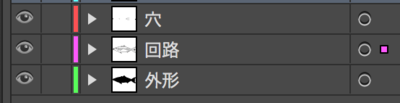
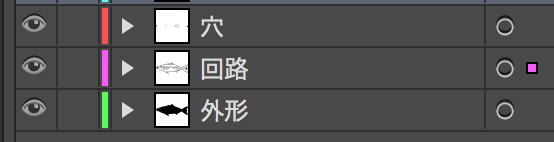
- イラレで作成する場合は、レイヤーを活用すると位置もずれずデータが作れます。
- 「fabmodues」(ファブモジュール)を使用します。これはweb上からデータの変換ができるソフトなので、ネットに接続されたPCを使用してデータの変換を行ってください。
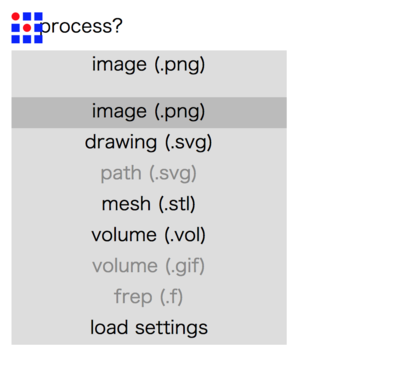
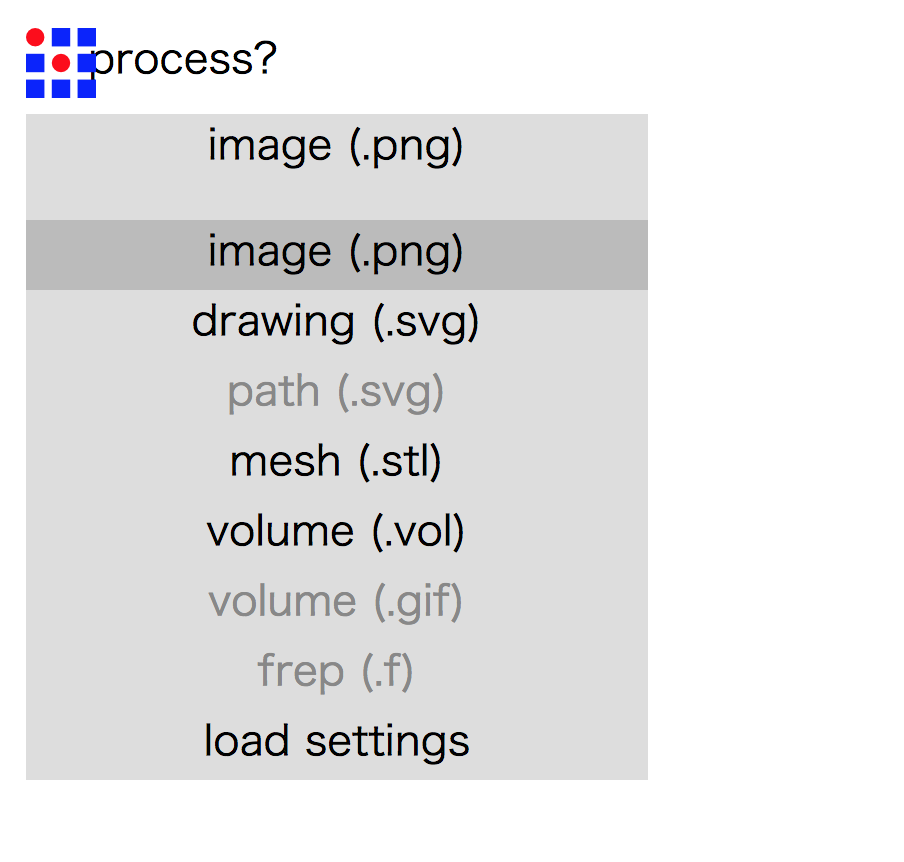
- 「image(.png)」を選択、ファイル選択できる画面になるので、加工したい画像データを開きます。
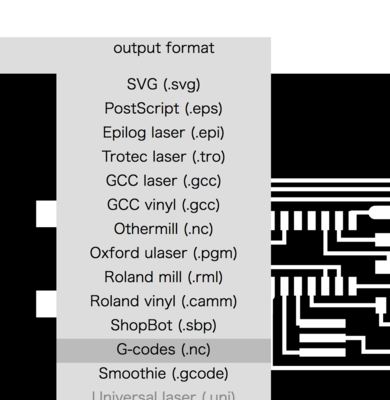
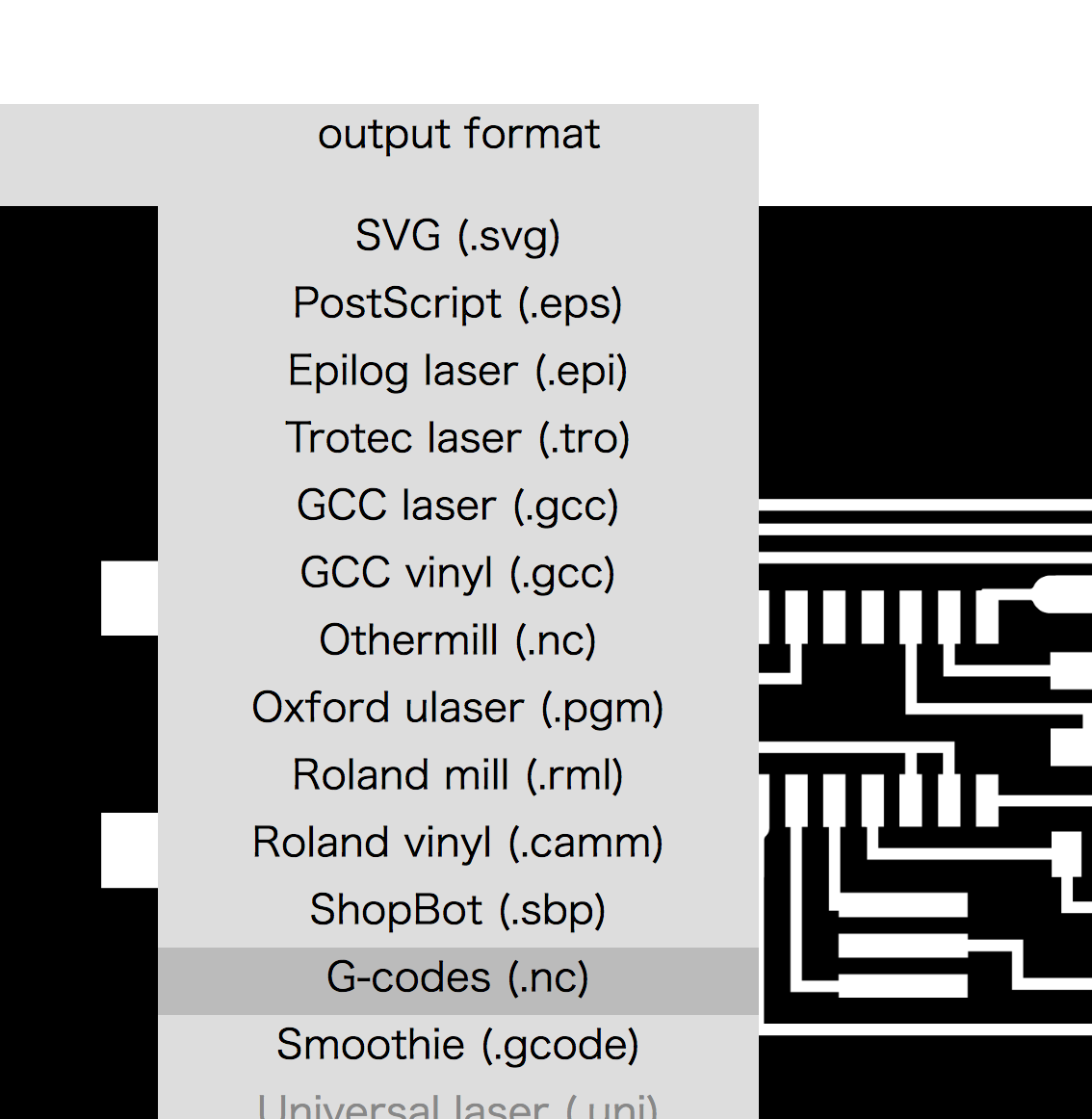
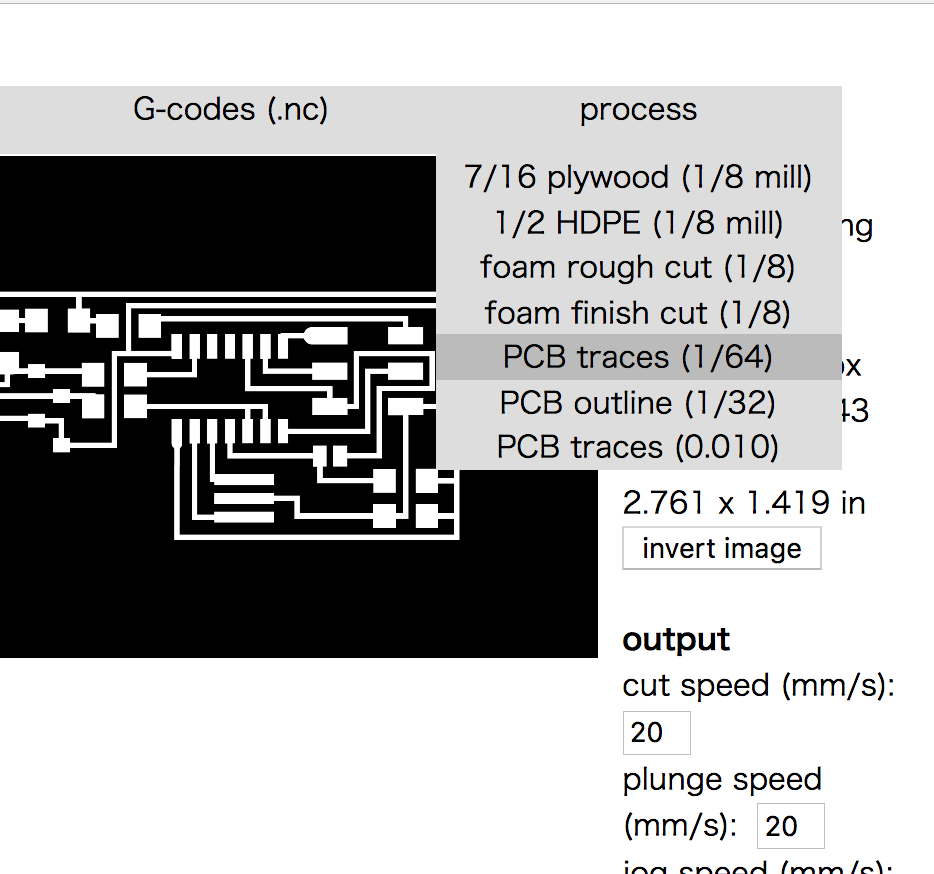
- output formatから「G-codes(.nc)」を選択
- 回路パターンや文字の場合→PCB traces(1/64)※「PCBtraces(0.010)」もあるけどこっちは使わない。外形or穴の場合→PCBoutline(1/32)
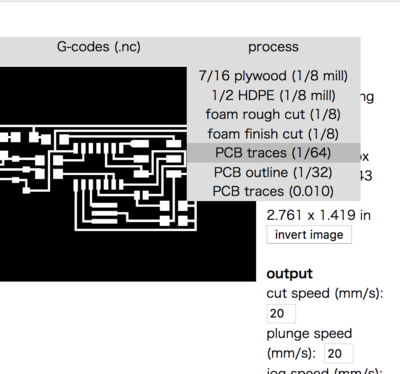
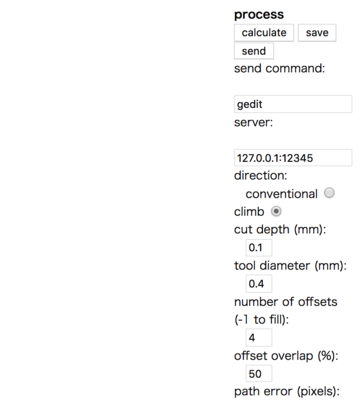
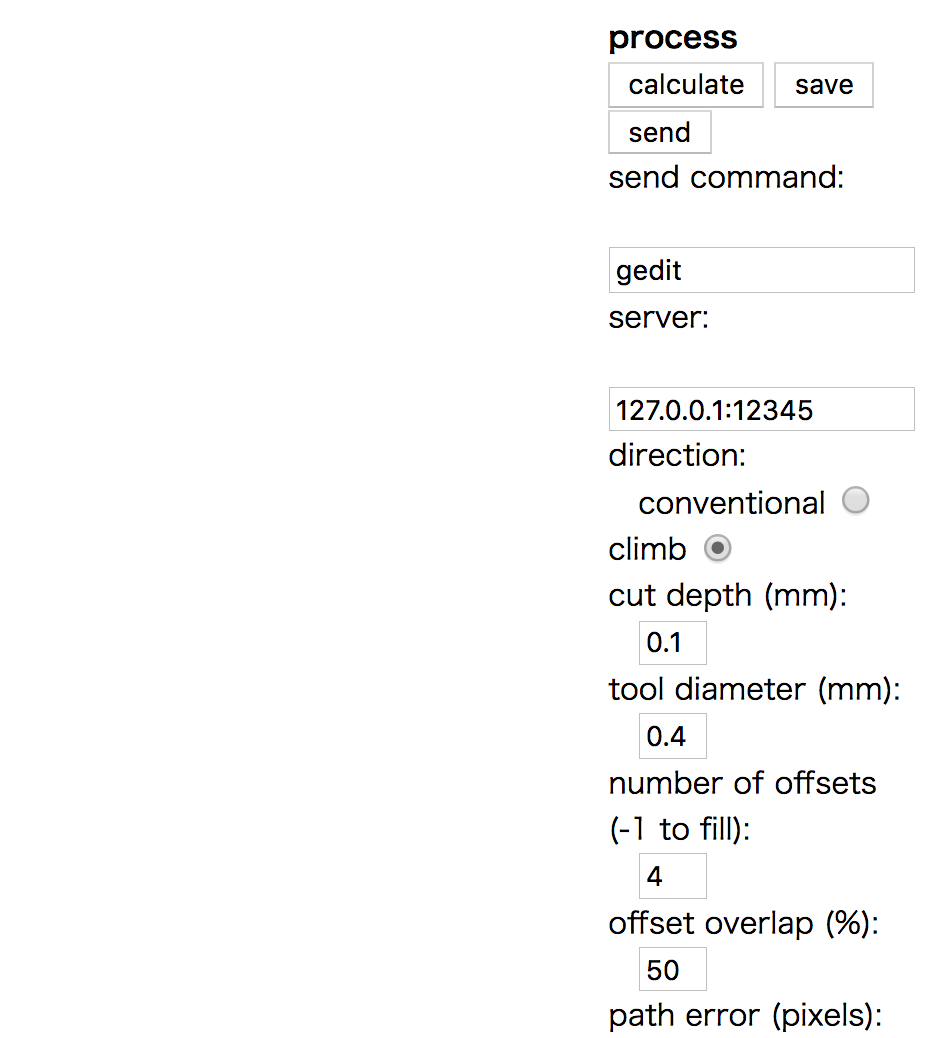
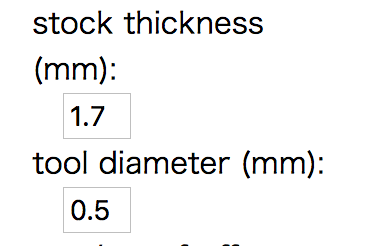
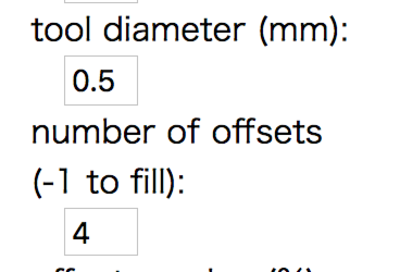
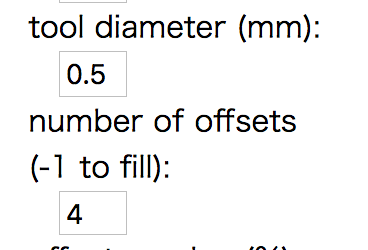
- ここで刃の直径などの数値の最終確認をします。設定値は次の項目を参考に、入力してください。
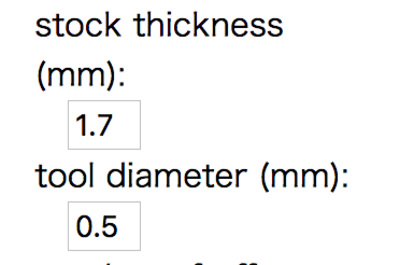
- ①stock thickness = 素材の厚み→基本的に基板が1.6mm厚さのときは、+0.1mmの1.7mmにする②tool diameter = 刃の直径→基本的に土佐昌典FTをつかうので、0.5mm
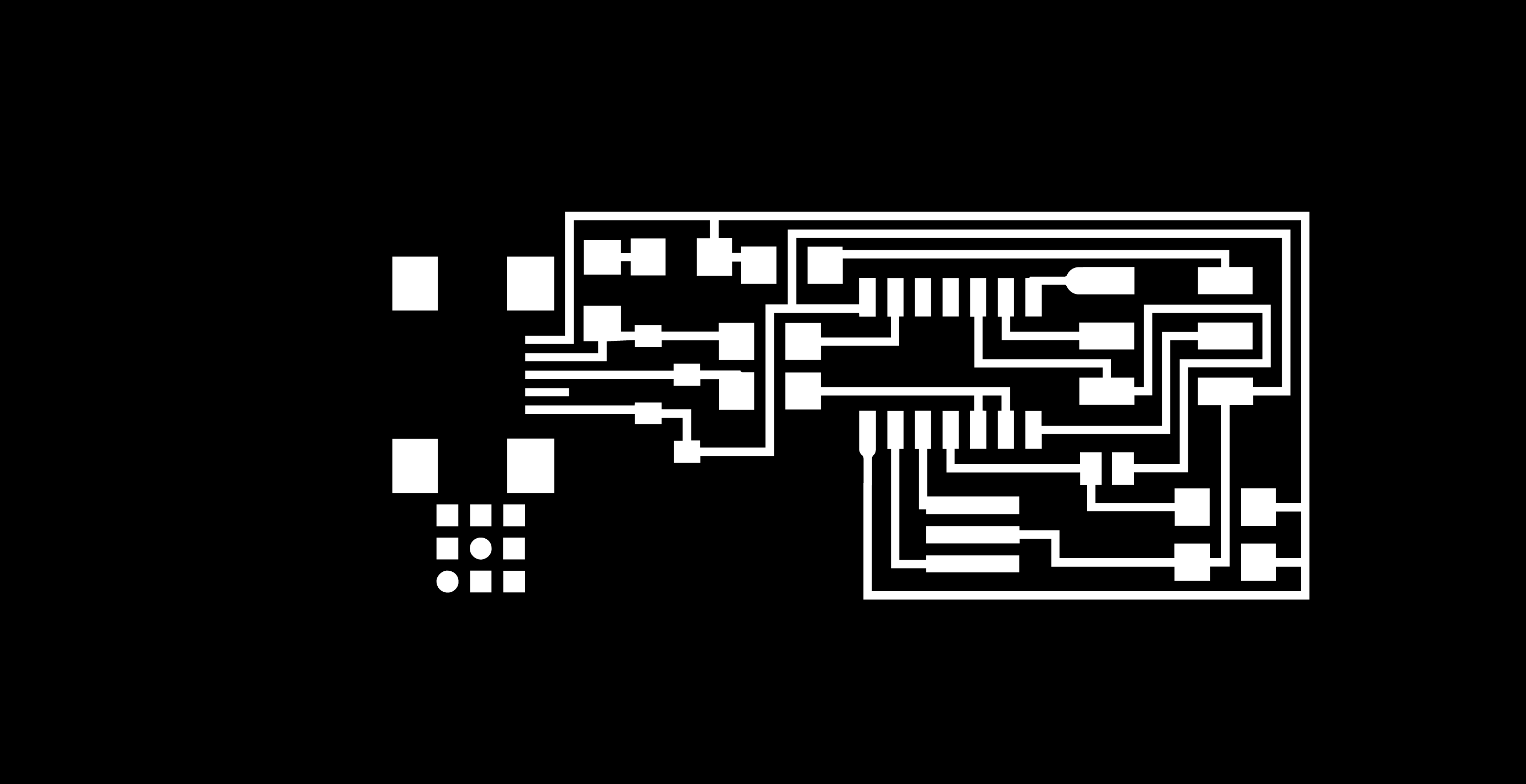
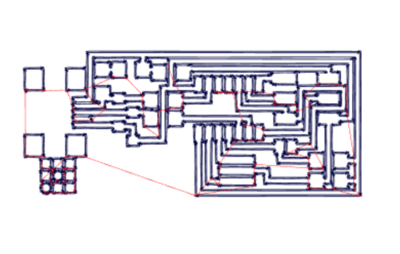
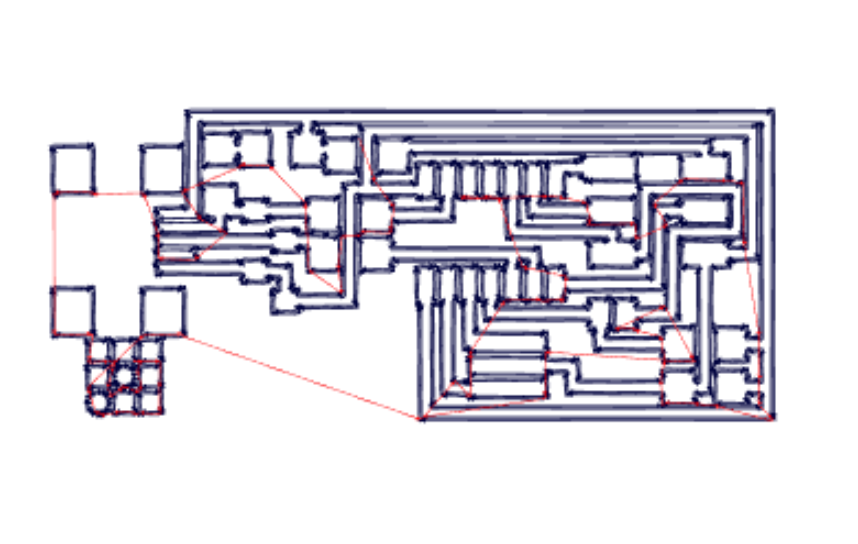
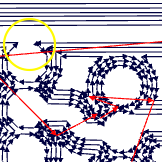
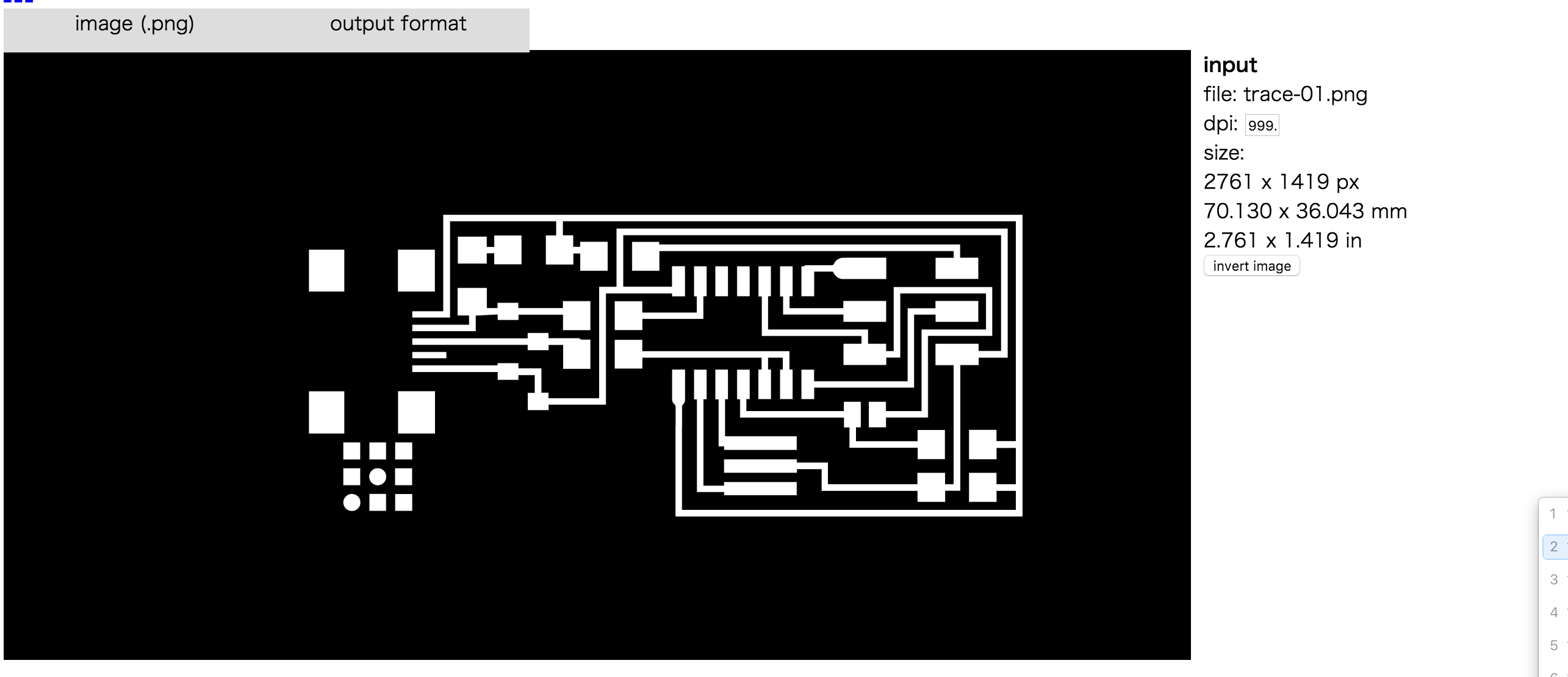
- 青いところが工具が通過するところ。太い直径のエンドミルだと、細い隙間のところが削れてないことがあるので、すべてがしっかり削れているか確認する
失敗例
0黄色のところで、繋がってしまっている。これは直径が太すぎて通らなかったため。0.15mmの土佐昌典VCのエンドミル設定に変えて再度計算しなおしてみるとよい。※0.15mmでも上のようになる場合は、回路パターン細かすぎます!もう少し間にゆとりをもった回路のデータをつくりなおしてください。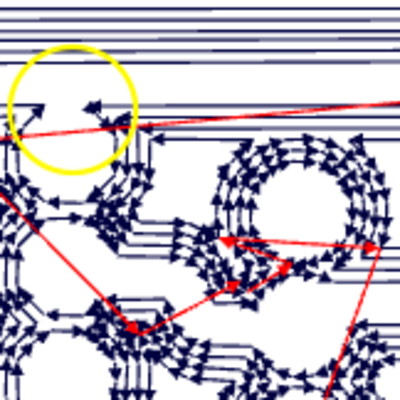
- 保存するとダウンロードフォルダに「〜.nc」という名前で保存されます。この「NCファイル」を使用するのでUSBメモリなどに保存しておきましょう。名前は、traces.ncana.ncoutline.ncのように、どのデータなのかわかりやすくしておくのがおすすめです。
- ここから基板CNC専用のPCをつかっていきます。(ファブラボの場合は基板CNC専用PCはネットにつながっていないので、別のPCからデータを持ってくる必要があります)
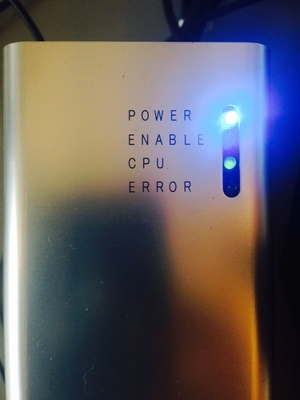
- コントロールBOXのスイッチをいれて電源をいれる
「CPU」と「POWER」のLEDが、青く点灯していればOK※本体とつながるUSBがPCに差さっていることを確認すること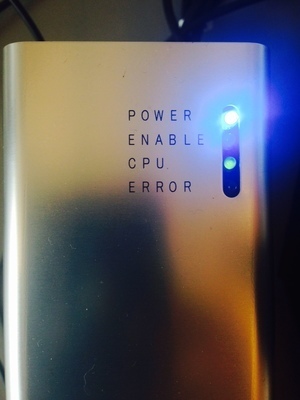
- 立ち上がったら左下の赤い「Reset」ボタンを押します。Resetボタンを押すと、本体と接続されるはずなので、キーボードの矢印キーを押して、本体が動くか確認する(テーブルが動きます。)
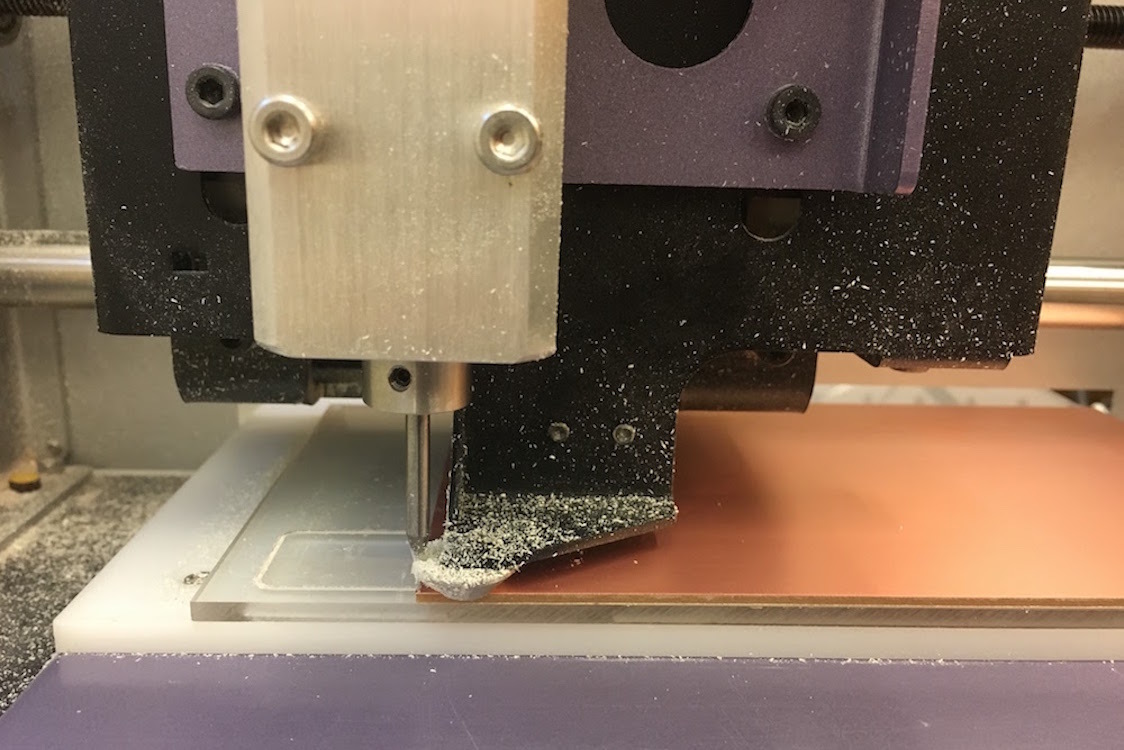
- 裏面に両面テープを貼り付けて、テーブルに設置する※両面テープを均等に貼らないと、テープの厚みで切れるところ、きれないところが発生しやすいです!
- ①六角レンチでネジを緩めて差し込む。②差し込んだら、ネジでしめて、固定する
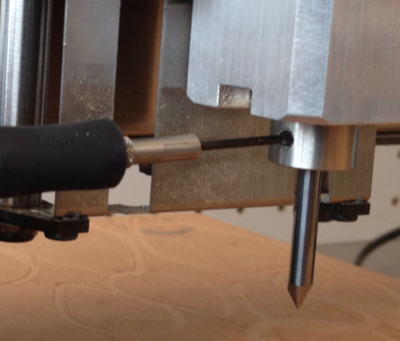
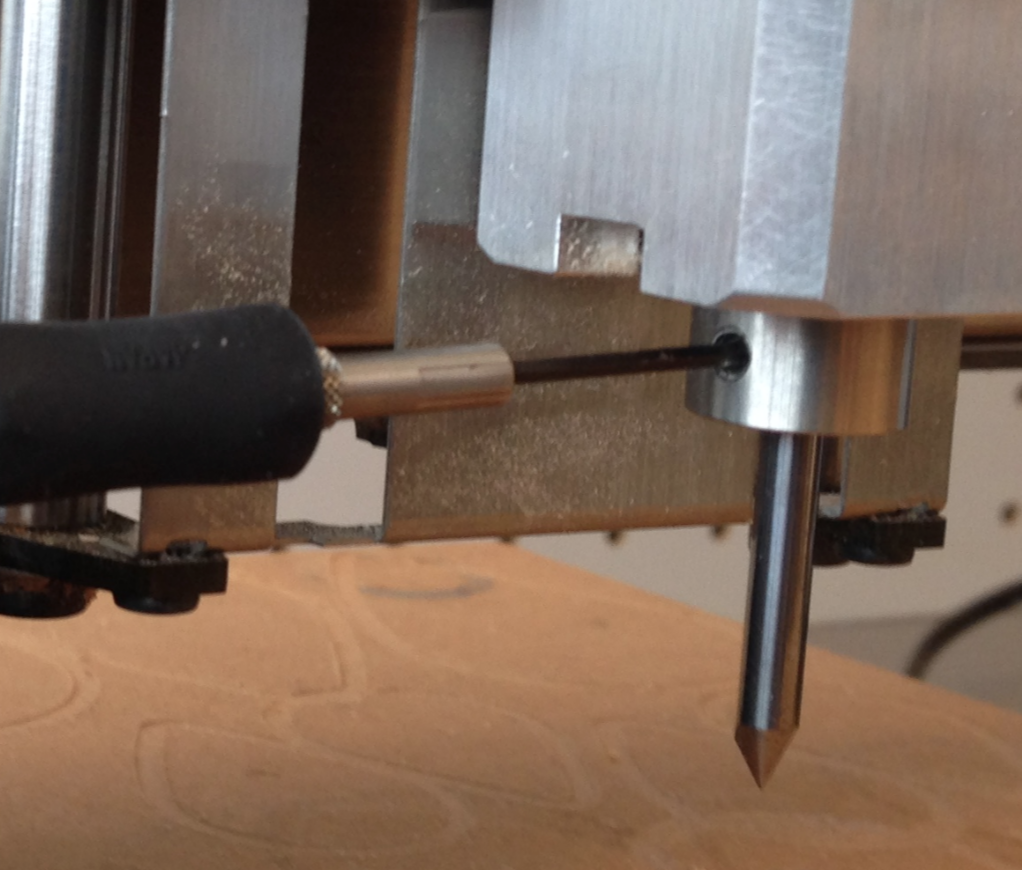
- 【原点を左下に設定した場合】①XY軸位置の設定材料の左下ぎりぎりにエンドミルを動かします。ここは目分量で決めます。
②Z軸位置の設定一度エンドミルを固定しているネジを緩めると、ミルが「するする」と落ちて来ます。材料にあたるところまでミルを下げて、材料にあたっているのを確認して再度ネジをしめて固定します。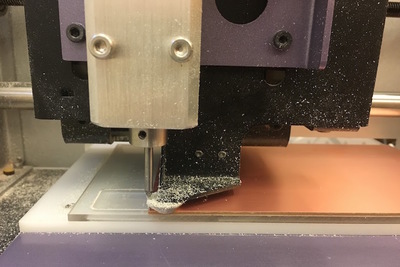
- ①画面右側のXYZの左側にある黄色のボタンを3箇所押す②「Reset」を押して、設定完了


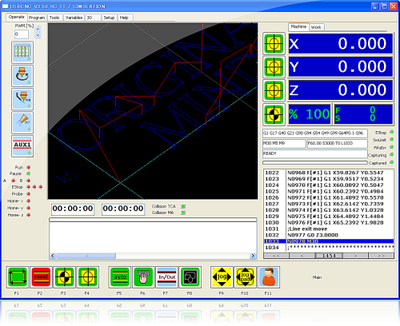
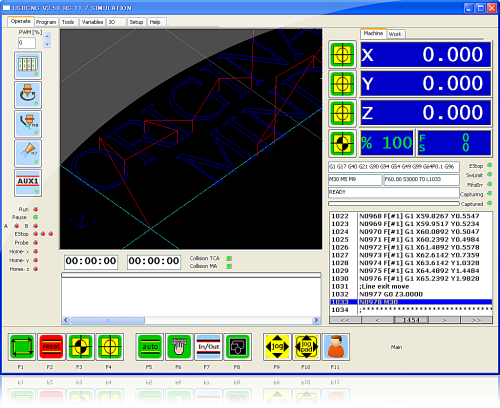
- [auto]のボタンをクリック、ファイルのマークをクリックして、作成した「.nc」ファイルを開きます。


- 左下のスタート時に使用したボタンをもう1度クリックすると一時停止になります
- 終わったら次の人も気持ちよく使用できるように綺麗に掃除しましょう!
- 加工した素材を取り外したら、六角レンチを使ってエンドミルを外す。刃のすきまに切削した切りくずが入っているので、手を切らないように気をつけて掃除する
- 床、机、機材まわりの粉塵を、ミニほうきや雑巾で綺麗にとる





References
Project comments

Comments