

手順
0
- 3Dデータを作る。もしくは、ダウンロードする。
- データ形式をSTLに変換する。
- そのSTLデータをUSBメモリなどに入れる。
- SCOOVO studio起動。SCOOVO電源入れる。
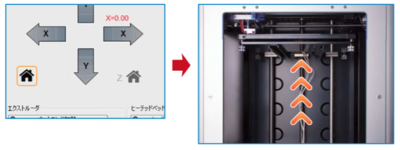
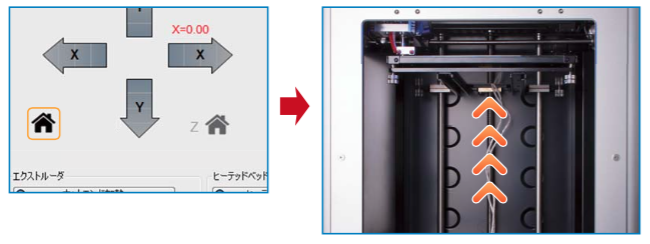
- 「かんたん設定」の「プリンタ操作」タブよりエクストルーダとベッドプリントをクリックし温度を上げる。
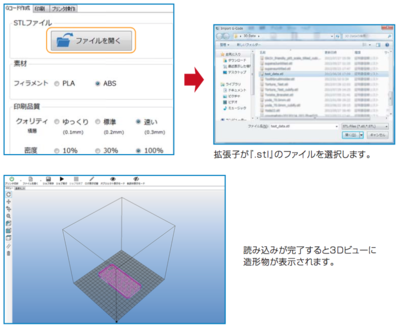
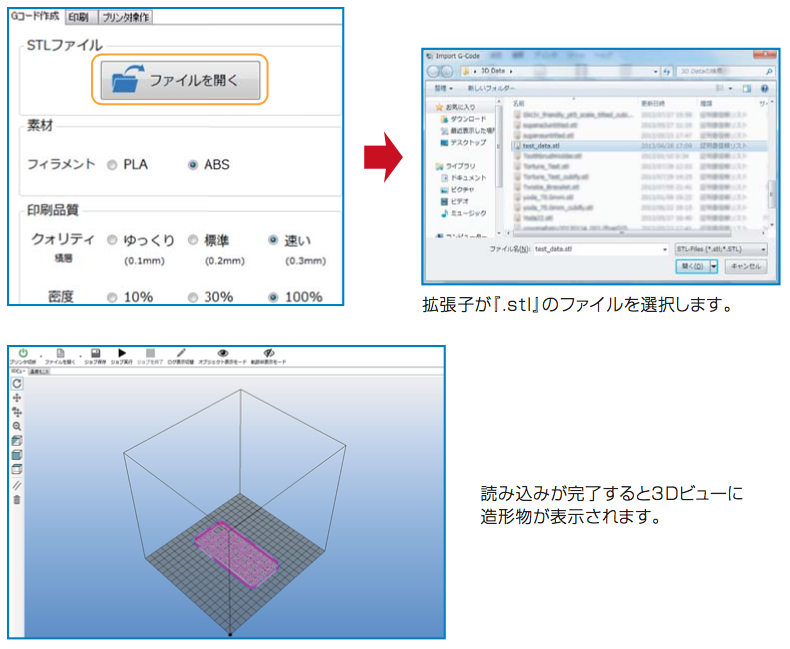
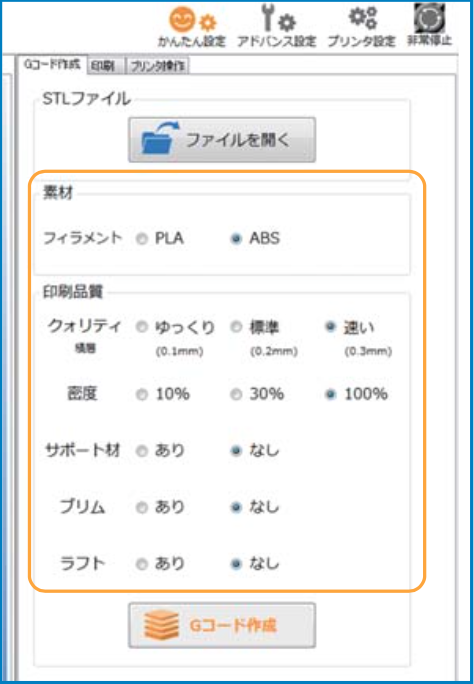
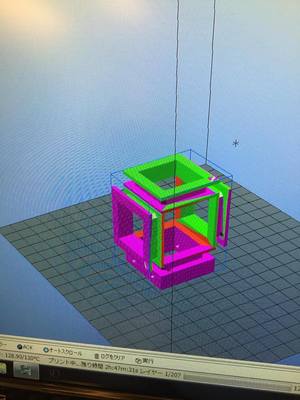
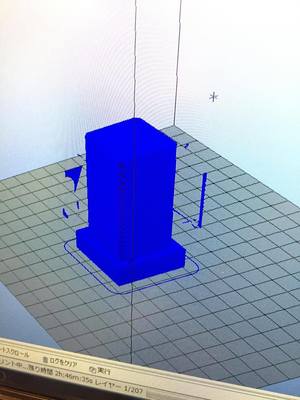
- 出力したいデータをタブ「Gコード作成」より、開く
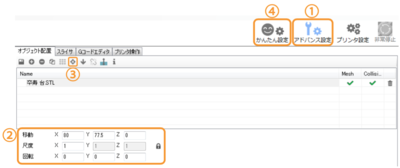
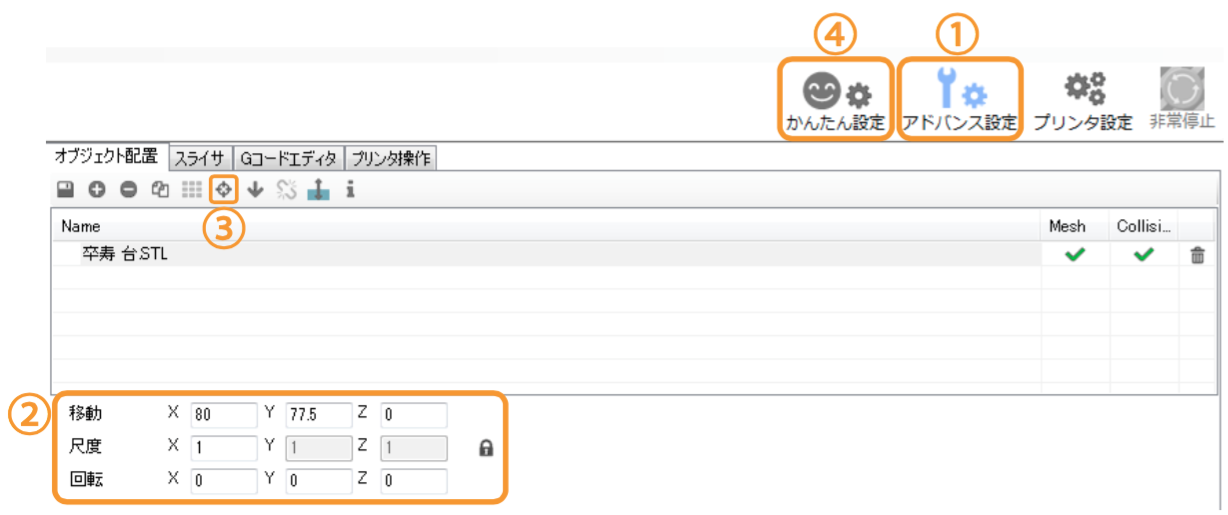
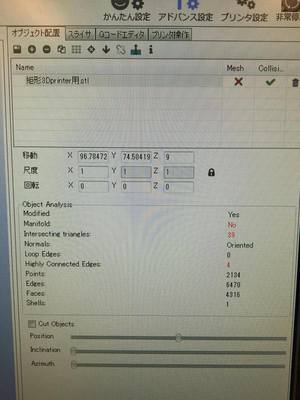
- 「Gコード作成」タブより出力設定を選択する
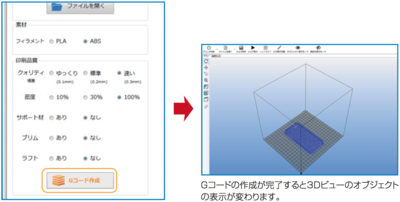
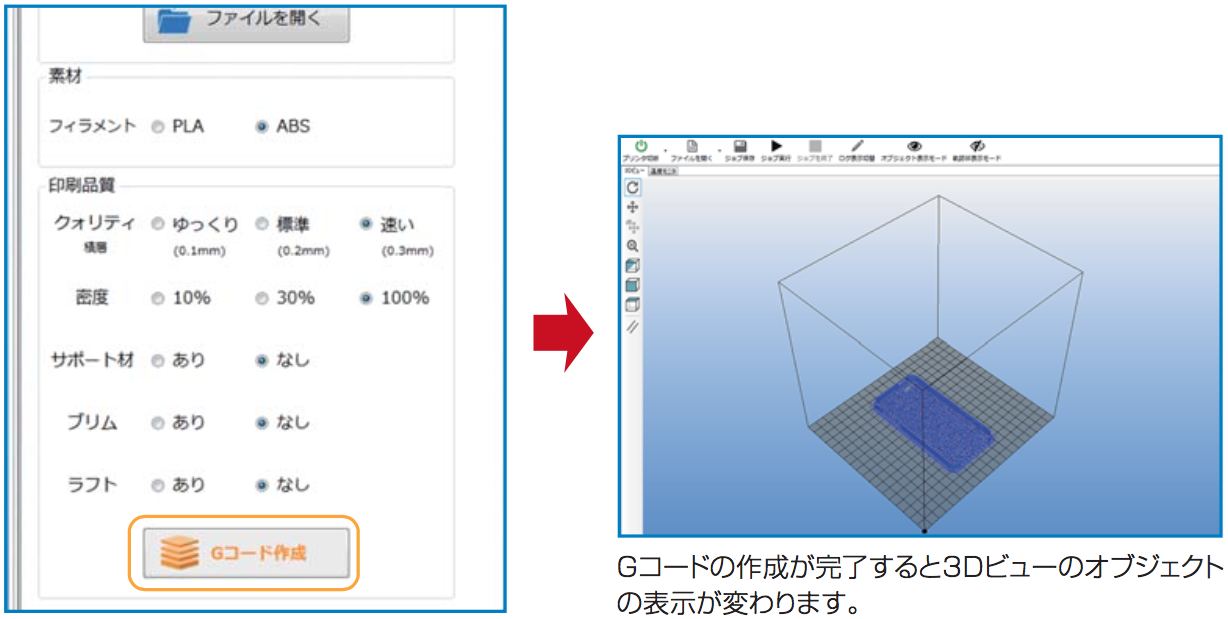
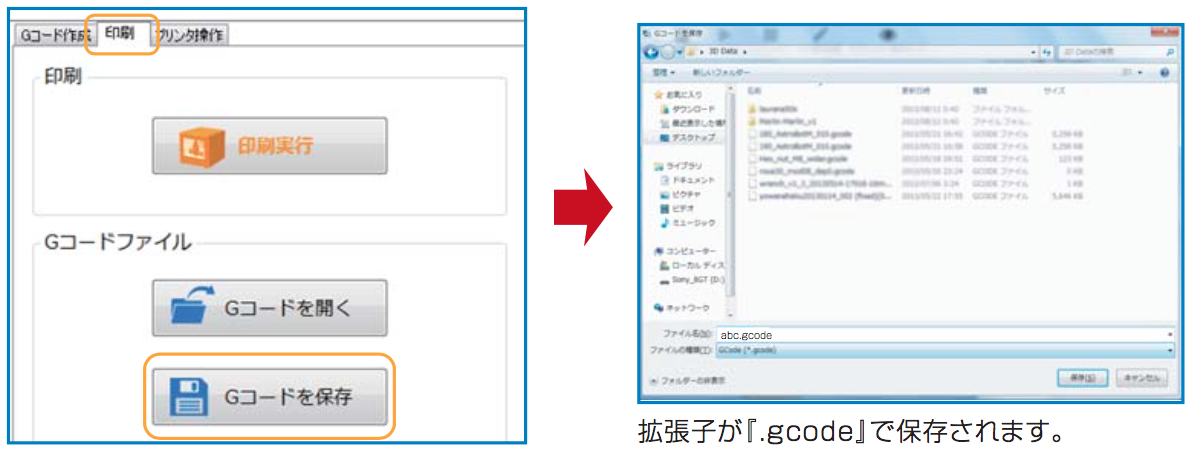
- 設定を確認したら「Gコード作成」タブよりGコード作成
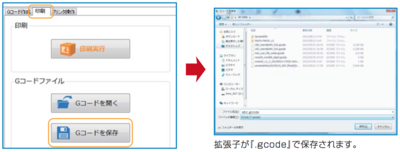
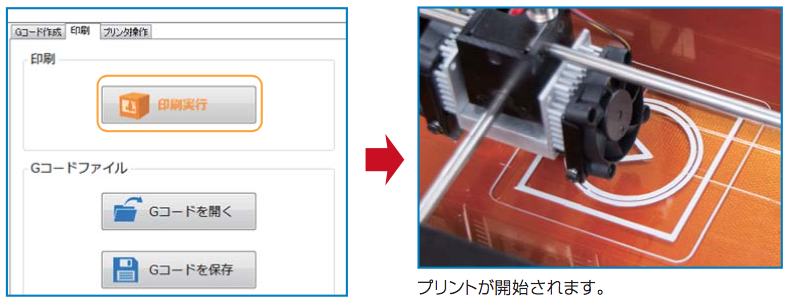
- 「印刷」タブより印刷実行クリック
- 温度が上がりきると、自動的に開始
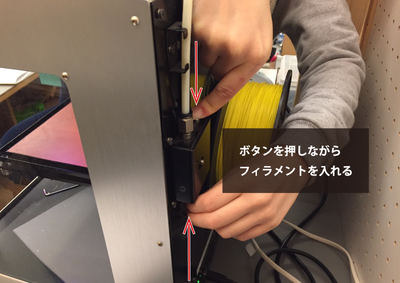
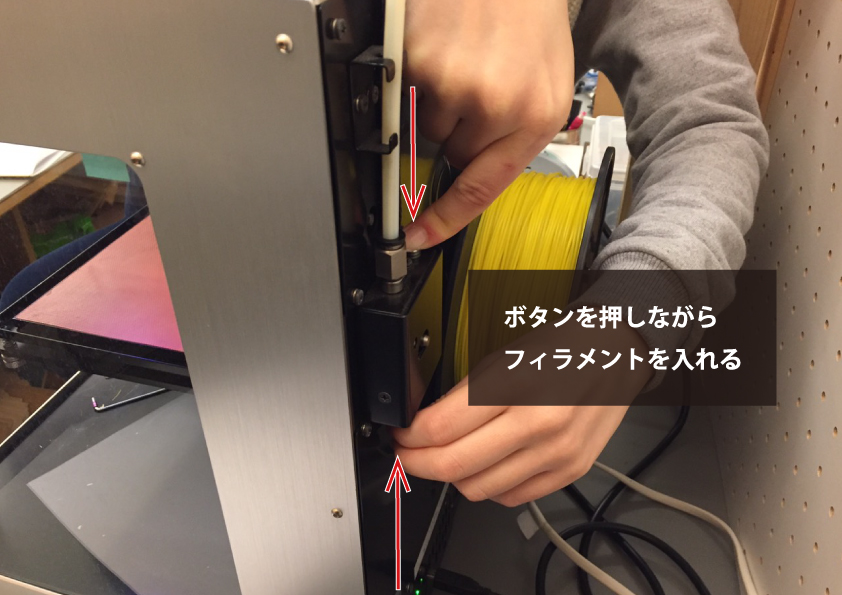
※フィラメントを替える時は、温度が上がっ状態で取り替える












Comments