田中先生「ランプシェードをPLAで作ると柔らかくなって歪む、向いてない」
あえてランプシェードを作るのは、、??
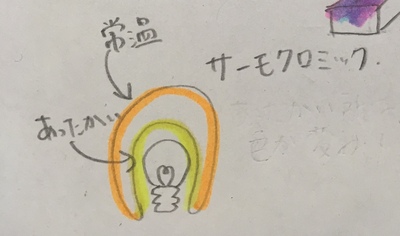
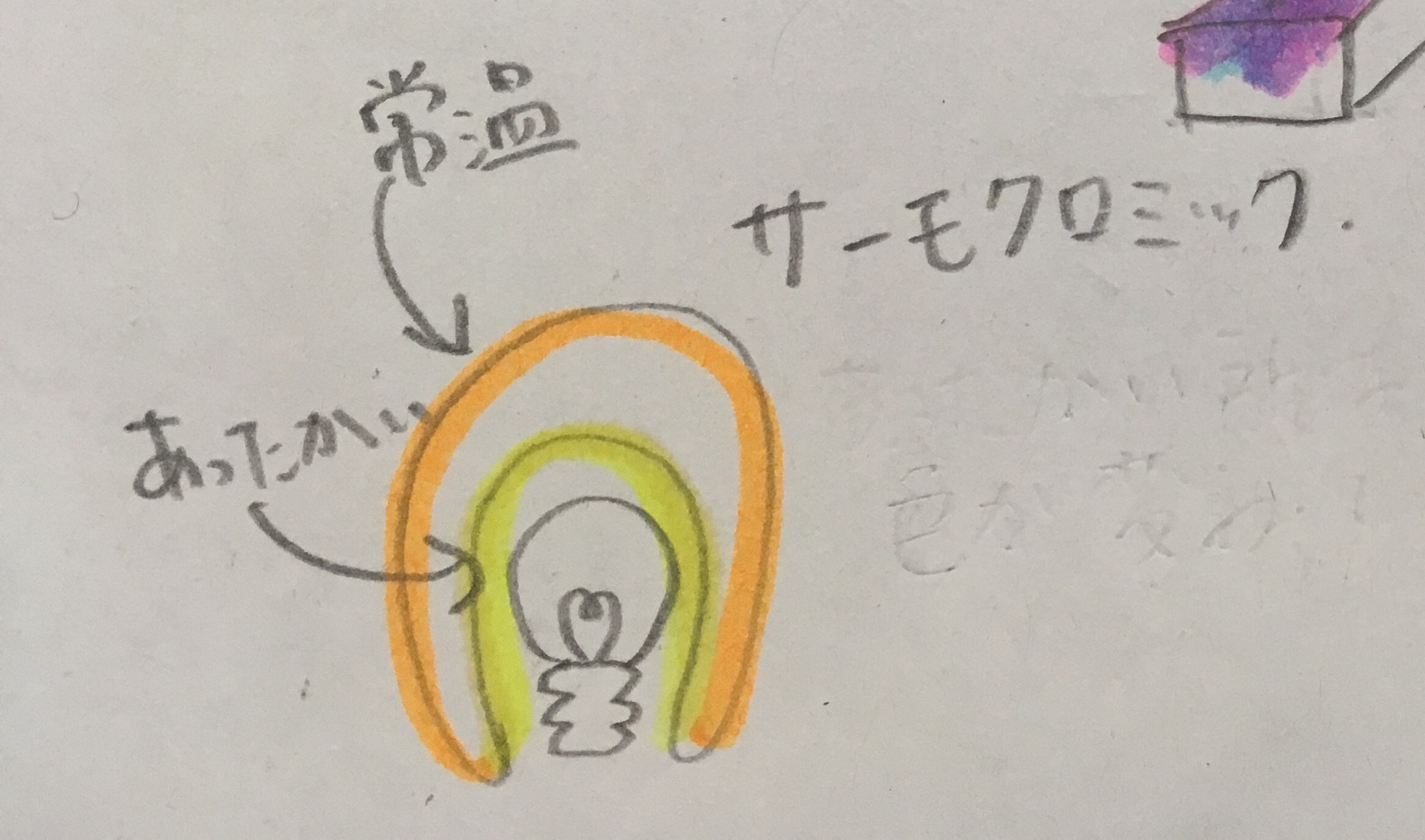
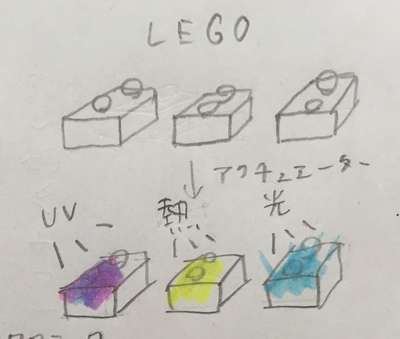
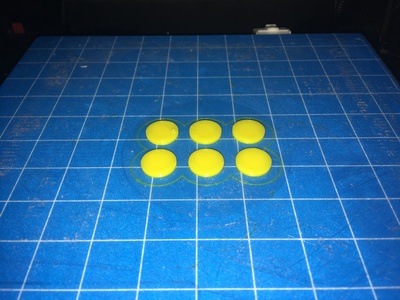
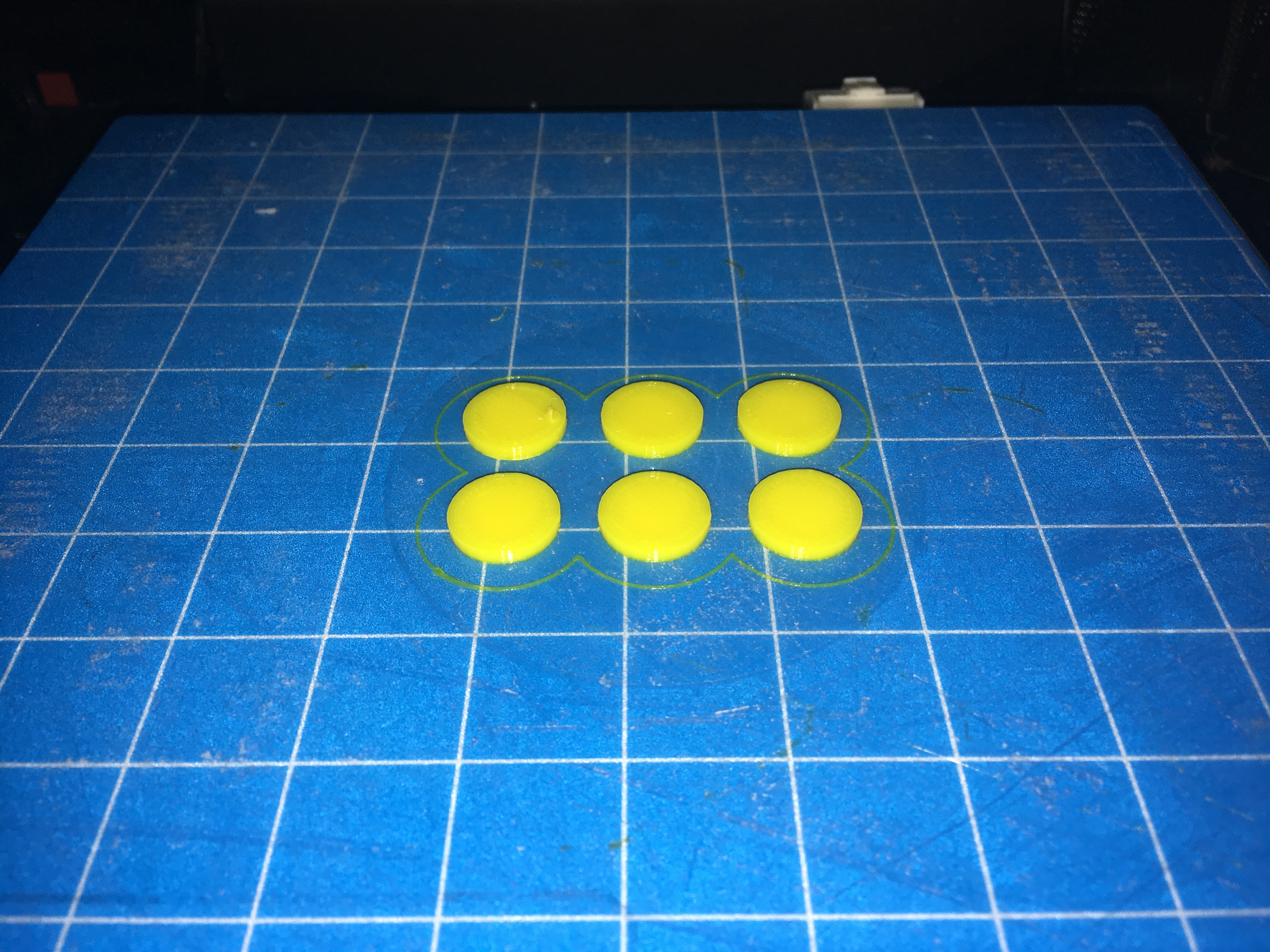
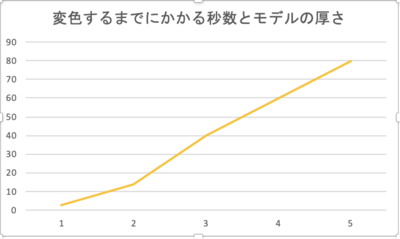
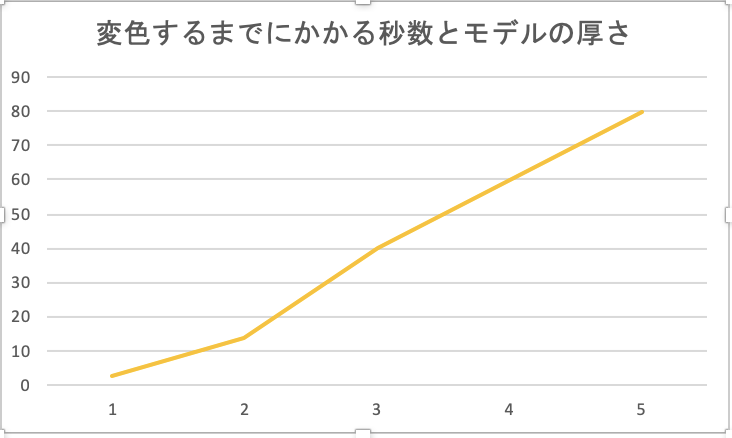
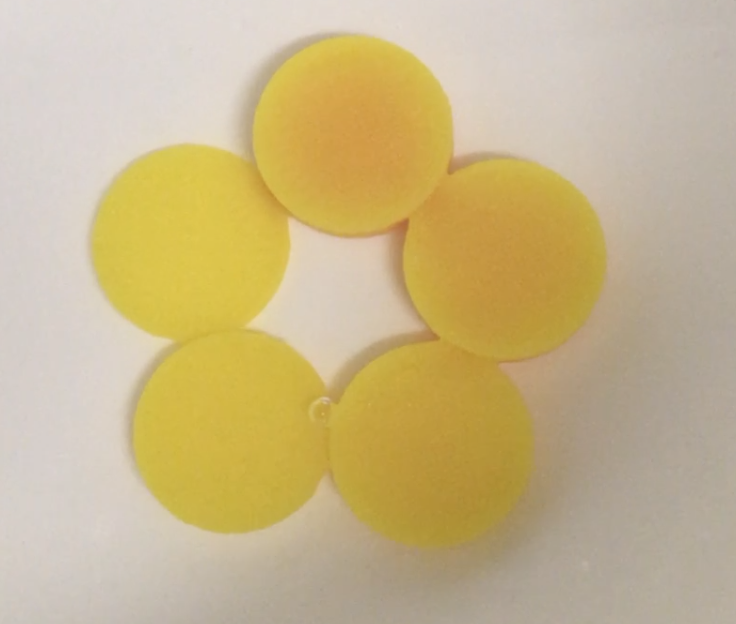
電球の熱でsmpがぐにゃぐにゃなったり、サーモクロミックなフィラメントの色が変化したり、アニール処理したものがめっちゃ硬くなるのでは?それらを比べるのはどうか?
ブラックライトの電球を使って、紫外線で色が変わるフィラメントとか使ったり
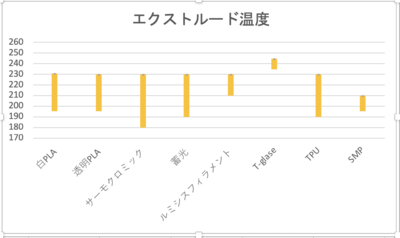
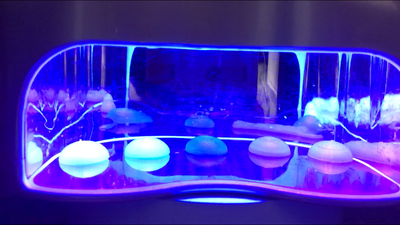
こういう2層になってるランプシェードだったら、例えば、サーモクロミックのだったら、内側だけ色が変わって面白いかも、
https://www.thingiverse.com/thing:19104
マテリアルの比較に適さない、出力時間長すぎ、迷走しすぎ
ボツ


































































Comments